Спосіб формоутворення профільних гвинтових заготовок та верстат для його реалізації
Номер патенту: 51099
Опубліковано: 15.11.2002
Автори: Гупка Богдан Васильович, Гевко Ігор Богданович, Васильків Василь Васильович, Пилипець Михайло Ількович, Лясота Оксана Михайлівна
Формула / Реферат
1. Спосіб формоутворення профільних гвинтових заготовок, який здійснюється навиванням смуги на ребро на оправку, яка має обертовий рух, а заготовка - осьовий рух подачі, притиск смуги до оправки здійснюється за рахунок зусилля притискного ролика, причому величина руху подачі на оберт рівна товщині смуги, а затиск кінця смуги здійснено у втулці притискним роликом з супортом, яка має осьове переміщення, який відрізняється тим, що притиск формувальним роликом смуги здійснюється на довжині 2 - 3 витків у верхній вертикальній площині, зусилля притискного ролика у міру віддалення від зони згину зменшується, а процес осьового переміщення навитих витків на оправку додатково здійснюється гвинтовими виступами по притискному ролику з напрямком, яким забезпечується виштовхування навитих витків із зони формоутворення в напрямку руху його подачі, причому розміри притискного ролика в поперечному перерізі однакові з відповідними розмірами заготовки.
2. Верстат для навивання профільних гвинтових заготовок, який містить задню бабку, станину, шпиндельний вузол, механізми приводу і подачі притискного ролика, оправку, жорстко вставлену в шпиндель верстата з можливістю її обертання, механізм подачі і формоутворення з супортом і привід, який відрізняється тим, що поперечні перерізи оправки і притискного ролика виконані з профілем, який відповідає профілю заготовки, наприклад еліпса, і вони є однакові, причому однотипні осі еліпсів оправки і притискного ролика розміщені під кутом 90°, а притискний ролик по зовнішньому діаметру виконано конусним зі зменшенням конусного діаметру у міру збільшення віддалі від зони згину стрічки, крім того на притискному ролику виконаний гвинтовий виступ з кроком, меншим за товщину смуги, між основою формувального ролика і супортом встановлені регулювальні прокладки, а оправка і притискний ролик зв'язані між собою кінематичним приводом.
Текст
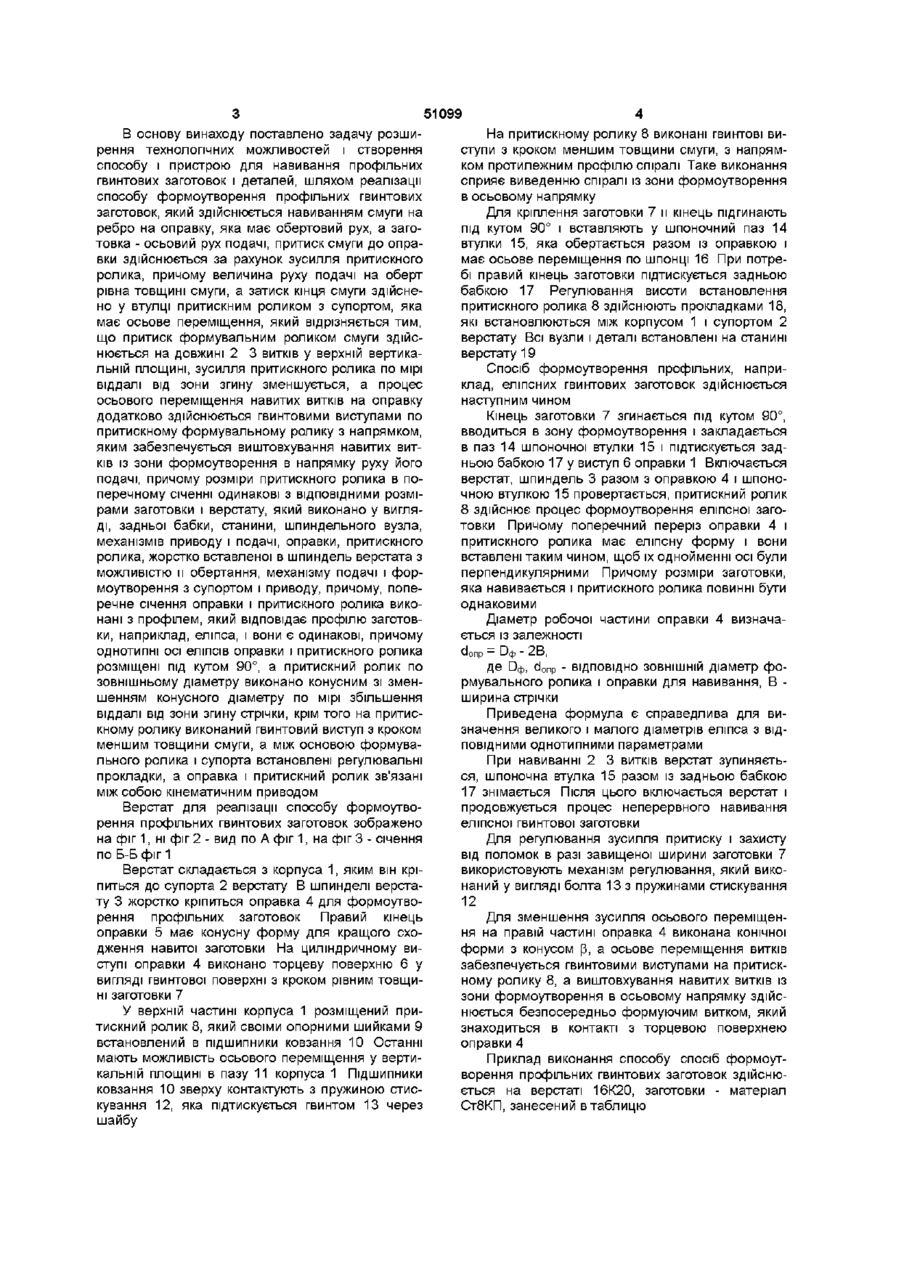
1 Спосіб формоутворення профільних гвинтових заготовок, який здійснюється навиванням смуги на ребро на оправку, яка має обертовий рух, а заготовка - осьовий рух подачі, притиск смуги до оправки здійснюється за рахунок зусилля притискного ролика, причому величина руху подачі на оберт рівна товщині смуги, а затиск кінця смуги здійснено у втулці притискним роликом з супортом, яка має осьове переміщення, який відрізняється тим, що притиск формувальним роликом смуги здійснюється на довжині 2 - 3 витків у верхній вертикальній площині, зусилля притискного ролика у міру віддалення від зони згину зменшується, а процес осьового переміщення навитих витків на оправку додатково здійснюється гвинтовими виступами по притискному ролику з Винахід відноситься до технології машинобудування і може мати практичне використання в галузі створення гвинтових заготовок і деталей транспортно-технологічних систем Відомий спосіб формоутворення профільних гвинтових заготовок, який здійснюється навиванням смуги на ребро на оправку, яка має обертовий рух, а заготовка - осьовий рух подачі, притиск смуги до оправки здійснюється за рахунок зусилля притискного ролика, причому величина руху подачі на оберт рівна товщині смуги, а затиск кінця смуги здійснено у втулці притискним роликом з супортом, яка має осьове переміщення (Гевко Б М , Рогатинський Р М , "Винтовые подающие механизмы сельскохозяйственных машин", Львів, Вища школа, 1989 - рис 6, 5) напрямком, яким забезпечується виштовхування навитих витків із зони формоутворення в напрямку руху його подачі, причому розміри притискного ролика в поперечному перерізі однакові з ВІДПОВІДНИМИ розмірами заготовки 2 Верстат для навивання профільних гвинтових заготовок, який містить задню бабку, станину, шпиндельний вузол, механізми приводу і подачі притискного ролика, оправку, жорстко вставлену в шпиндель верстата з можливістю її обертання, механізм подачі і формоутворення з супортом і привід, який відрізняється тим, що поперечні перерізи оправки і притискного ролика виконані з профілем, який відповідає профілю заготовки, наприклад еліпса, і вони є однакові, причому однотипні осі еліпсів оправки і притискного ролика розміщені під кутом 90°, а притискний ролик по зовнішньому діаметру виконано конусним зі зменшенням конусного діаметру у міру збільшення віддалі від зони згину стрічки, крім того на притискному ролику виконаний гвинтовий виступ з кроком, меншим за товщину смуги, між основою формувального ролика і супортом встановлені регулювальні прокладки, а оправка і притискний ролик зв'язані між собою кінематичним приводом До недоліків даного способу відноситься обмеження технологічних можливостей і неможливість навивання широкосмужних гвинтових заготовок Відомий верстат для навивання профільних гвинтових заготовок, який виконано у вигляді, задньої бабки, станини, шпиндельного вузла, механізмів приводу і подачі притискного ролика, оправки, жорстко вставленої в шпиндель верстата з можливістю її обертання, механізму подачі і формоутворення з супортом і приводу (а с №1299653, СРСР, кл В21Д11/06, 1984) До недоліків даного пристрою відноситься обмежені технологічні можливості і неможливість навивання профільних гвинтових заготовок і деталей о ю 51099 В основу винаходу поставлено задачу розширення технологічних можливостей і створення способу і пристрою для навивання профільних гвинтових заготовок і деталей, шляхом реалізації способу формоутворення профільних гвинтових заготовок, який здійснюється навиванням смуги на ребро на оправку, яка має обертовий рух, а заготовка - осьовий рух подачі, притиск смуги до оправки здійснюється за рахунок зусилля притискного ролика, причому величина руху подачі на оберт рівна товщині смуги, а затиск кінця смуги здійснено у втулці притискним роликом з супортом, яка має осьове переміщення, який відрізняється тим, що притиск формувальним роликом смуги здійснюється на довжині 2 3 витків у верхній вертикальній площині, зусилля притискного ролика по мірі віддалі від зони згину зменшується, а процес осьового переміщення навитих витків на оправку додатково здійснюється гвинтовими виступами по притискному формувальному ролику з напрямком, яким забезпечується виштовхування навитих витків із зони формоутворення в напрямку руху його подачі, причому розміри притискного ролика в поперечному січенні одинакові з ВІДПОВІДНИМИ розмірами заготовки і верстату, який виконано у вигляді, задньої бабки, станини, шпиндельного вузла, механізмів приводу і подачі, оправки, притискного ролика, жорстко вставленої в шпиндель верстата з можливістю и обертання, механізму подачі і формоутворення з супортом і приводу, причому, поперечне січення оправки і притискного ролика виконані з профілем, який відповідає профілю заготовки, наприклад, еліпса, і вони є одинакові, причому однотипні осі еліпсів оправки і притискного ролика розміщені під кутом 90°, а притискний ролик по зовнішньому діаметру виконано конусним зі зменшенням конусного діаметру по мірі збільшення віддалі від зони згину стрічки, крім того на притискному ролику виконаний гвинтовий виступ з кроком меншим товщини смуги, а між основою формувального ролика і супорта встановлені регулювальні прокладки, а оправка і притискний ролик зв'язані між собою кінематичним приводом Верстат для реалізації способу формоутворення профільних гвинтових заготовок зображено на фіг 1, ні фіг 2 - вид по А фіг 1, на фіг 3 - січення по Б-Б фіг 1 Верстат складається з корпуса 1, яким він кріпиться до супорта 2 верстату В шпинделі верстату 3 жорстко кріпиться оправка 4 для формоутворення профільних заготовок Правий кінець оправки 5 має конусну форму для кращого сходження навитої заготовки На циліндричному виступі оправки 4 виконано торцеву поверхню 6 у вигляді гвинтової поверхні з кроком рівним товщині заготовки 7 У верхній частині корпуса 1 розміщений притискний ролик 8, який своїми опорними шийками 9 встановлений в підшипники ковзання 10 Останні мають можливість осьового переміщення у вертикальній площині в пазу 11 корпуса 1 Підшипники ковзання 10 зверху контактують з пружиною стискування 12, яка підтискується гвинтом 13 через шайбу На притискному ролику 8 виконані гвинтові виступи з кроком меншим товщини смуги, з напрямком протилежним профілю спіралі Таке виконання сприяє виведенню спіралі із зони формоутворення в осьовому напрямку Для кріплення заготовки 7 и кінець підгинають під кутом 90° і вставляють у шпоночний паз 14 втулки 15, яка обертається разом із оправкою і має осьове переміщення по шпонці 16 При потребі правий кінець заготовки підтискується задньою бабкою 17 Регулювання висоти встановлення притискного ролика 8 здійснюють прокладками 18, які встановлюються між корпусом 1 і супортом 2 верстату Всі вузли і деталі встановлені на станині верстату 19 Спосіб формоутворення профільних, наприклад, еліпсних гвинтових заготовок здійснюється наступним чином Кінець заготовки 7 згинається під кутом 90°, вводиться в зону формоутворення і закладається в паз 14 шпоночної втулки 15 і підтискується задньою бабкою 17 у виступ 6 оправки 1 Включається верстат, шпиндель 3 разом з оправкою 4 і шпоночною втулкою 15 провертається, притискний ролик 8 здійснює процес формоутворення еліпсної заготовки Причому поперечний переріз оправки 4 і притискного ролика має еліпсну форму і вони вставлені таким чином, щоб їх однойменні осі були перпендикулярними Причому розміри заготовки, яка навивається і притискного ролика повинні бути однаковими Діаметр робочої частини оправки 4 визначається із залежності donp - D(j, - 2В, де Ьф, donp - ВІДПОВІДНО ЗОВНІШНІЙ діаметр фо рмувального ролика і оправки для навивання, В ширина стрічки Приведена формула є справедлива для визначення великого і малого діаметрів еліпса з ВІДПОВІДНИМИ однотипними параметрами При навиванні 2 3 витків верстат зупиняється, шпоночна втулка 15 разом із задньою бабкою 17 знімається Після цього включається верстат і продовжується процес неперервного навивання еліпсної гвинтової заготовки Для регулювання зусилля притиску і захисту від поломок в разі завищеної ширини заготовки 7 використовують механізм регулювання, який виконаний у вигляді болта 13 з пружинами стискування 12 Для зменшення зусилля осьового переміщення на правій частині оправка 4 виконана конічної форми з конусом р, а осьове переміщення витків забезпечується гвинтовими виступами на притискному ролику 8, а виштовхування навитих витків із зони формоутворення в осьовому напрямку здійснюється безпосередньо формуючим витком, який знаходиться в контакті з торцевою поверхнею оправки 4 Приклад виконання способу спосіб формоутворення профільних гвинтових заготовок здійснюється на верстаті 16К20, заготовки - матеріал Ст8КП, занесений в таблицю 51099 Таблиця № п/п Стрічка В х Н (мм) Параметри еліпсного шнека (мм) 1 15x2,5 62x56x2,5 2 20x3 72 х 66 х 3 3 30x3 92 х 56 х 3 Параметри еліпсної оправки D, d (мм) D = 32мм, d = 26мм D = 32мм, d = 26мм D = 32мм, d = 26мм До переваг запропонованого способу і верстату відноситься розширення технологічних можли6 7 14 8 15 17 Б-Б ± к її VI Фіг. 1 по А 9 ггі S, мм/об 32 2,5 28 3 25 3 востей і навивання широкосмугових гвинтових заготовок профільної, наприклад, еліпсної форми \T-v_- 8 п, об/хв 13 16 Фіг. 2 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for forming profile screw billets and workbench for its implementation
Автори англійськоюVasylkiv Vasyl Vasyliovych, Hupka Bohdan Vasyliovych, Pylypets Mykhailo Ilkovych, Hevko Ihor Bohdanovych, Liasota Oksana Mykhailivna
Назва патенту російськоюСпособ формообразования профильных винтовых заготовок и станок для его реализации
Автори російськоюВасилькив Василий Васильевич, Гупка Богдан Васильевич, Пилипец Михаил Илькович, Гевко Игорь Богданович, Лясота Оксана Михайловна
МПК / Мітки
МПК: B21D 11/06
Мітки: спосіб, заготовок, верстат, формоутворення, профільних, реалізації, гвинтових
Код посилання
<a href="https://ua.patents.su/3-51099-sposib-formoutvorennya-profilnikh-gvintovikh-zagotovok-ta-verstat-dlya-jjogo-realizaci.html" target="_blank" rel="follow" title="База патентів України">Спосіб формоутворення профільних гвинтових заготовок та верстат для його реалізації</a>
Спосіб профілювання гвинтових заготовок і оправка для його здійснення
Номер патенту: 45678
Опубліковано: 15.04.2002
Автори: Гевко Іван Богданович, Гудь Віктор Зіновійович, Лещук Роман Ярославович
МПК: B23B 5/00
Мітки: гвинтових, спосіб, заготовок, оправка, здійснення, профілювання
Формула / Реферат:
1. Спосіб профілювання гвинтових заготовок, при якому оброблювальній деталі надають обертання навколо своєї осі, а різцю - поступальне переміщення, який відрізняється тим, що оброблювальна спіраль попередньо розточується по внутрішньому діаметру і базується на гвинтову тарілчасту спіраль з кроком між сусідніми витками рівним нулю, а напрямки навивання затискної спіралі і оброблювальної гвинтової заготовки, яка встановлюється на попередню, є...
Пристрій для неперервного навивання профільних гвинтових спіралей
Номер патенту: 39649
Опубліковано: 15.06.2001
Автор: Гевко Іван Богданович
МПК: B21D 11/06
Мітки: навивання, спіралей, пристрій, гвинтових, профільних, неперервного
Формула / Реферат:
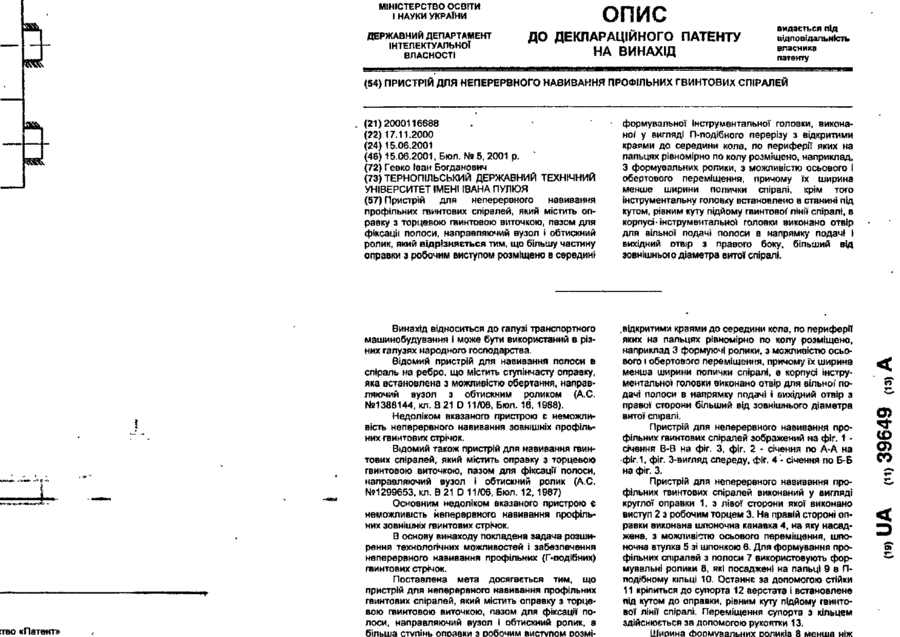
Пристрій для неперервного навивання профільних гвинтових спіралей, який містить оправку з торцевою гвинтовою-виточкою, пазом для фіксації полоси, направляючий вузол і обтискний ролик, який відрізняється тим, що більшу частину оправки з робочим виступом розміщено в середині формувальної інструментальної головки, виконаної у вигляді П-подібного перерізу з відкритими краями до середини кола, по периферії яких на пальцях рівномірно по...
Пристрій для навивання різнопрофільних гвинтових елементів транспортно-технологічних систем
Номер патенту: 47173
Опубліковано: 17.06.2002
Автори: Гевко Ігор Богданович, Васильків Василь Васильович, Пилипець Михайло Ількович, Гевко Іван Богданович, Гудь Віктор Зеновійович, Харий Юрій Богданович
МПК: B21D 11/06
Мітки: навивання, гвинтових, різнопрофільних, елементів, транспортно-технологічних, пристрій, систем
Формула / Реферат:
Пристрій для навивання гвинтових елементів транспортно-технологічних систем, який виконаний у вигляді оправки з кільцевим виступом і приводом обертання, елементів затиску переднього кінця полоси на оправці, формуючого ролика, який встановлено перпендикулярно до осі оправки з кільцевим виступом і робочим торцем, а також приводу переміщення формоутворюючого ролика в напрямку осі оправки, який відрізняється тим, що діаметрально протилежно до...
Верстат для навивання гвинтових елементів шнекових механізмів
Номер патенту: 51300
Опубліковано: 15.11.2002
Автори: Гудь Віктор Зеновійович, Васильків Василь Васильович, Гевко Ігор Богданович, Лещук Роман Ярославович
МПК: B21D 11/06
Мітки: гвинтових, механізмів, шнекових, елементів, навивання, верстат
Формула / Реферат:
Верстат для навивання гвинтових елементів шнекових механізмів, який виконаний у вигляді станини, шпиндельного вузла, на торцевому виступі якого виконано один гвинтовий виток з кроком, рівним товщині заготовки, механізмів подачі, формоутворення і приводів верстата, задньої і передньої бабок, супортів - поперечного і повздовжнього, і різцетримача, який відрізняється тим, що на різцетримачі встановлено формуючу головку, яка виконана у вигляді...
Верстат для багатостадійного формоутворення металу
Номер патенту: 48307
Опубліковано: 15.08.2002
Автори: Деттвілер Хейнц, Рухті Даніель, Флурі Ульріх
МПК: B21K 27/00, B21K 1/00, B21J 13/00
Мітки: верстат, багатостадійного, металу, формоутворення
Формула / Реферат:
1. Верстат для багатостадійного формоутворення металу з кінцевим вузлом формоутворення для розділення комбінованих заготовок щонайменше на дві готові деталі та щонайменше одним відвідним пристроєм для готових деталей, який відрізняється тим, що він має принаймні один додатковий відвідний пристрій для готових деталей, причому до кожного з вказаних відвідних пристроїв приладжено передавальний пристрій для перенесення готової деталі з кінцевого...
Попередній патент: Пристрій для навивання та одночасного калібрування на крок широкосмугових спіралей шнеків
Наступний патент: Вимірювач крутного моменту
Випадковий патент: Спосіб одержання етилових естерів жирних кислот