Спосіб виготовлення біметалів
Номер патенту: 114641
Опубліковано: 10.03.2017
Автори: Аніщенко Олександр Сергійович, Присяжний Андрій Григорович, Мкртчян Єгор Арутюнович, Кухар Володимир Валентинович

Формула / Реферат
Спосіб виготовлення біметалів, який включає нагрів плакуючого шару і його спільну деформацію з плакуючим шаром в безокиснювальному середовищі, який відрізняється тим, що перед деформацією штамповкою шари металів з'єднують в пакет, нагрівають разом зі штампом до температури, яка на 20-50 °C нижче температури солідус бінарного сплаву евтектичної концентрації металів обох шарів, після чого пакет штампують в ізотермічних умовах зі швидкістю деформування 0,2-2,0 мм/с, а потім витримують під тиском в штампі протягом 15-600 секунд.
Текст
Реферат: Спосіб виготовлення біметалів включає нагрів плакуючого шару і його спільну деформацію з плакуючим шаром в безокиснювальному середовищі. Перед деформацією штамповкою шари металів з'єднують в пакет, нагрівають разом зі штампом до температури, яка на 20-50 °C нижче температури солідус бінарного сплаву евтектичної концентрації металів обох шарів. Після чого пакет штампують в ізотермічних умовах зі швидкістю деформування 0,2-2,0 мм/с, а потім витримують під тиском в штампі протягом 15-600 секунд. UA 114641 U (54) СПОСІБ ВИЗНАЧЕННЯ ТЕХНОЛОГІЧНИХ МАСТИЛ ДЛЯ ОБРОБКИ МЕТАЛІВ ТИСКОМ UA 114641 U UA 114641 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до виробництва біметалів для анодів і може бути використаною в галузях машинобудування, що використовують матеріали з покриттями, зокрема з рідких та дорогоцінних металів. Відомий спосіб виготовлення біметалів, що включає нагрів та спільну деформацію плакуючого та плакуючого шарів, в яких використовують додаткові прошарки та проміжні відпали [а.с. СРСР № 409825, МПК В 23 Ρ 3/06, Бюл. № 1, 1974 р.], проміжний відпал більш міцного шару [а.с. СРСР № 733948, МПК В 23 Ρ 3/02, Бюл. № 18, 1980 р.], контрольовану величину пошарової деформації [а.с. СРСР № 508380, МПК В 23 Ρ 3/06, Бюл. № 12, 1976 р., № 1306671 МПК В 23 К 20/04, Бюл. № 16, 1987 р.]. Але способи не дозволяють виготовляти біметали магній-мідь, титан-платина, ніобійштатина без розшарувань. Як прототип вибраний спосіб виготовлення біметалів, що включає нагрів плакуючого шару і його спільну деформацію з плакуючим шаром з фольги в безокиснювальному середовищі шляхом попереднього введення в валки одного з шарів і подальшої подачі в осередок деформації другого шару з заданим натягом плакуючого шару (а.с. СРСР № 719850, МПК В 23 Ρ 3/06, Бюл. № 9, 1980 р.). Недоліком способу є великі витрати металу плакуючого шару. Це пов'язане з тим, що прототип не забезпечує фіксоване накладення фольги на плакуючий шар безпосередньо в момент подачі останнього в валки, не дозволяє контролювати процес плакування на останніх стадіях деформації, тому що розташування пристрою-прототипу перед валками не дозволяє валь-цювальнику до кінця прокатки здійснювати заднє натяжіння плакуючого шару, що веде до бокового зміщення фольги на плакуючому шарі. З-за цього зміщення вимушені збільшувати норму витрат цього шару. Крім того, находження вальцювальника в камері з безокислюваним середовищем, що населена і де знаходиться прокатний стан, погіршує умови праці і небезпечно для його життя. В основу корисної моделі поставлено задачу вдосконалити спосіб виготовлення біметалів за рахунок заміни операцій способу і внаслідок цього поліпшити умови праці та зменшити витрати металу. Поставлена задача вирішується у способі виготовлення біметалів, який вміщує нагрів плакуючого шару і його спільну деформацію з плакуючим шаром в безокислювальному середовищі, згідно з корисною моделлю, перед деформацією штамповкою шари металів з'єднують в пакет, нагрівають разом зі штампом до температури на 20-50 °C нижче температури солідус бінарного сплаву евтектичної концентрації металів обох шарів, після чого пакет штампують в ізотермічних умовах зі швидкістю деформування 0,2-2,0 мм/с, а потім витримують під тиском в штампі протягом 15-600 секунд. Умови праці поліпшуються за рахунок виключення з технологічного процесу прокатки в камері з безокислювальним середовищем. Зменшення витрат металу забезпечується гарантованим усуненням бокового зміщення плакуючого шару на плакуючому шарі при їх спільній деформації. Спосіб реалізують наступним чином. Поверхні металів, що є складовими частинами біметалу, очищують від забруднень, з'єднують одна з одною в пакет та розміщують в штампі. З порожнини штампу попередньо видаляють повітря та замінюють його безокиснюваним середовищем, наприклад аргоном. Пакет зі штампом нагрівають до температури на 20-50 °C нижче температури солідус бінарного сплаву евтектичної концентрації металів пакета штампують в ізотермічних умовах зі швидкістю деформування 0,2-2,0 мм/с, витримують під тиском в штампі протягом 15-600 секунд, ісля чого видаляють виготовлений біметал зі штампу. Температурний діапазон, що вказаний, є найбільш високим серед можливих, який забезпечує високу дифузійну рухливість атомів металів, що є складовими частинами біметалу. Одночасно і температури унеможливлюють створення рідинної фази в пакеті. Ізотермічне штампування зі швидкістю деформування V=0,2-2,0 мм/с та подальша витримка пакета під тиском в штампі протягом t=15-600 секунд забезпечують потрібні кінцеві розміри пакету, товщину перехідного шару та гарантовану міцність з'єднання шарів. Якщо є можливість гарантованого точного нагріву до температури, яка на 20 °C нижче температури солідус бінарного сплаву евтектичної концентрації металів пакета, то деформувати пакет можна зі швидкістю деформування 2,0 мм/с і витримувати в штампі під тиском протягом 15 секунд. При температурі нагріву пакета на 50 °C нижче температури солідус бінарного сплаву евтектичної концентрації металів пакета, останній слід деформувати зі швидкістю деформування 0,2 мм/с і витримувати у штампі протягом 600 секунд. Вихід за межі технологічних діапазонів виготовлення біметалу призводить або до недостатньої міцності 1 UA 114641 U 5 10 з'єднання шарів, або до браку за геометричною формою та механічними властивостями пакета з-за появи рідинної фази між шарами пакета. Приклад. Для виготовлення біметалу мідь-магній розмірами в перерізі 9×30 мм використовували шліфовані пластини довжиною 100 мм з міді та магнію розмірами в перерізі 10×30 і 2×30 мм. Пластини складали в пакет товщиною 12 мм, розміщували в порожнині штампа, заповненій аргоном, нагрівали разом зі штампом до температур 490, 465, 450, 435, 420 °C, штампували в ізотермічних умовах з V=0,2-2,0 мм/с та витримували у штампі під тиском впродовж t=15-600 секунд. Якісні біметали були отримані при Т=435-465 °C (температура солідус евтектики Cu-Mg-485 °C), режим, що є оптимальним: Т=435 °C, V=1,6 мм/с, t=100 с. Спосіб принципово виключає зміщення плакуючого шару у порівнянні з прототипом. Це дозволяє зменшити витрати металу. Виготовлення біметалів без використання прокатки в камері з аргоном поліпшує умови праці. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 Спосіб виготовлення біметалів, який включає нагрів плакуючого шару і його спільну деформацію з плакуючим шаром в безокиснювальному середовищі, який відрізняється тим, що перед деформацією штамповкою шари металів з'єднують в пакет, нагрівають разом зі штампом до температури, яка на 20-50 °C нижче температури солідус бінарного сплаву евтектичної концентрації металів обох шарів, після чого пакет штампують в ізотермічних умовах зі швидкістю деформування 0,2-2,0 мм/с, а потім витримують під тиском в штампі протягом 15600 секунд. Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23K 20/00
Мітки: біметалів, спосіб, виготовлення
Код посилання
<a href="https://ua.patents.su/4-114641-sposib-vigotovlennya-bimetaliv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення біметалів</a>
Спосіб виготовлення біметалів тиском з підігріванням
Номер патенту: 99311
Опубліковано: 25.05.2015
Автори: Кривцун Ігор Віталійович, Головко Леонід Федорович, Романенко Віктор Васильович
МПК: B23K 20/00
Мітки: тиском, виготовлення, спосіб, біметалів, підігріванням
Формула / Реферат:
Спосіб виготовлення біметалів тиском з підігріванням, що включає орієнтування пластин біметалу одна відносно другої, нагрівання внутрішніх поверхонь пластин до температури інтенсифікації пластичних і дифузійних процесів та подальше стискування цих пластин, який відрізняється тим, що попередньо на пластинах біметалу формують рельєф потрібної структури та глибини у вигляді смуг виступів та впадин між ними, пластини орієнтують таким чином, що...
Спосіб ливарного виготовлення біметалів
Номер патенту: 96620
Опубліковано: 10.02.2015
Автори: Кривцун Ігор Віталійович, Головко Леонід Федорович, Лихошва Валерій Петрович, Романенко Віктор Васильович, Шатрава Олександр Павлович
МПК: B23D 19/00
Мітки: виготовлення, біметалів, ливарного, спосіб
Формула / Реферат:
Спосіб ливарного виготовлення біметалів, в якому використовують виливницю, в якій розміщують основу (плита із металічного матеріалу одного складу), засіб для подання розплавленого металічного матеріалу іншого складу і його нанесення на основу як плакувального шару, який відрізняється тим, що на поверхню основи, яка підлягає заливці плакувальним шаром, заздалегідь наносять рельєф потрібної структури та глибини, а розплавлений плакувальний...
Спосіб виготовлення біметалів з підігрівом та подальшим стискуванням
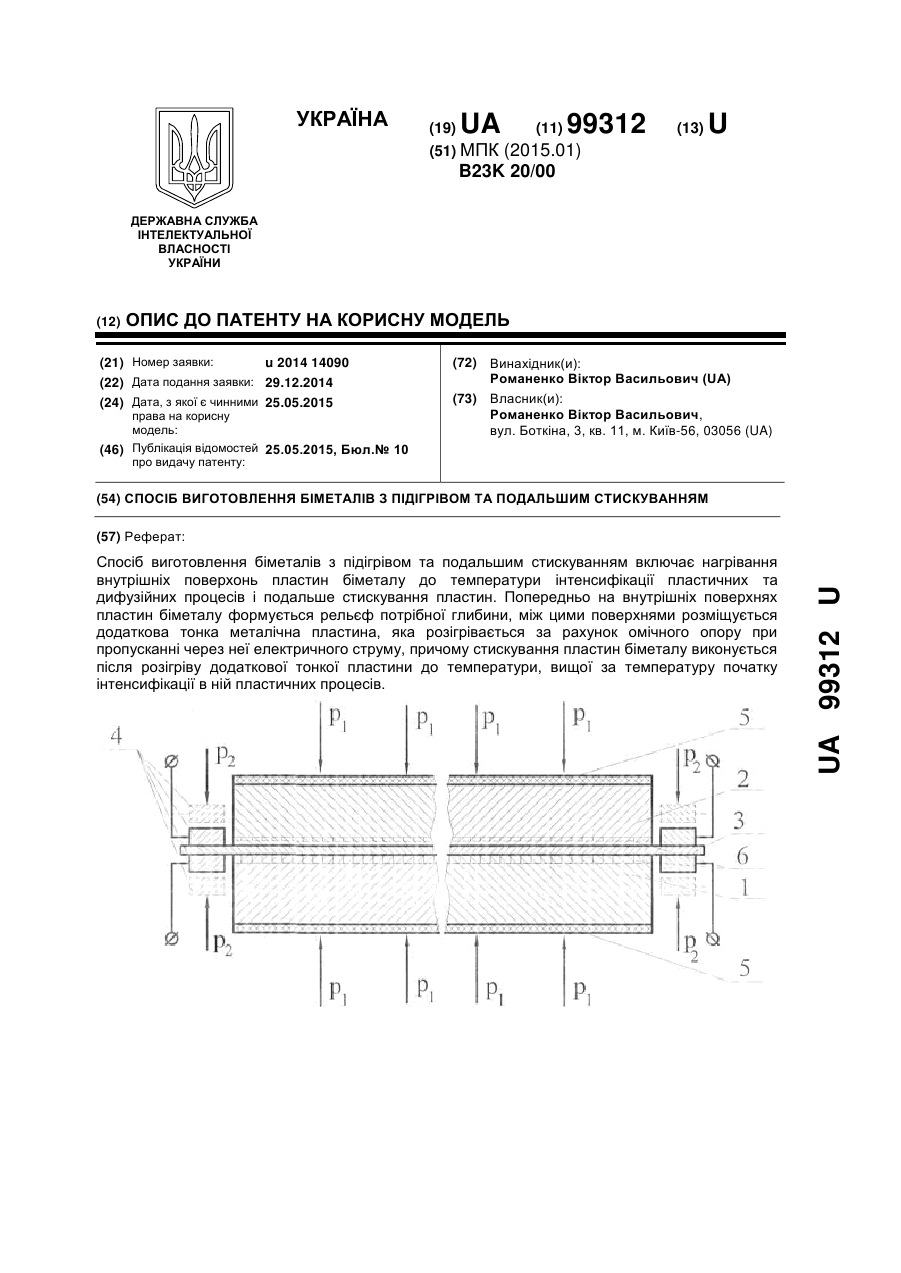
Номер патенту: 99312
Опубліковано: 25.05.2015
Автор: Романенко Віктор Васильович
МПК: B23K 20/00
Мітки: спосіб, виготовлення, стискуванням, подальшим, біметалів, підігрівом
Формула / Реферат:
Спосіб виготовлення біметалів з підігрівом та подальшим стискуванням, що включає нагрівання внутрішніх поверхонь пластин біметалу до температури інтенсифікації пластичних та дифузійних процесів і подальше стискування пластин, який відрізняється тим, що попередньо на внутрішніх поверхнях пластин біметалу формується рельєф потрібної глибини, між цими поверхнями розміщується додаткова тонка металічна пластина, яка розігрівається за рахунок...
Спосіб ливарного виготовлення біметалів при використанні технологічних отворів
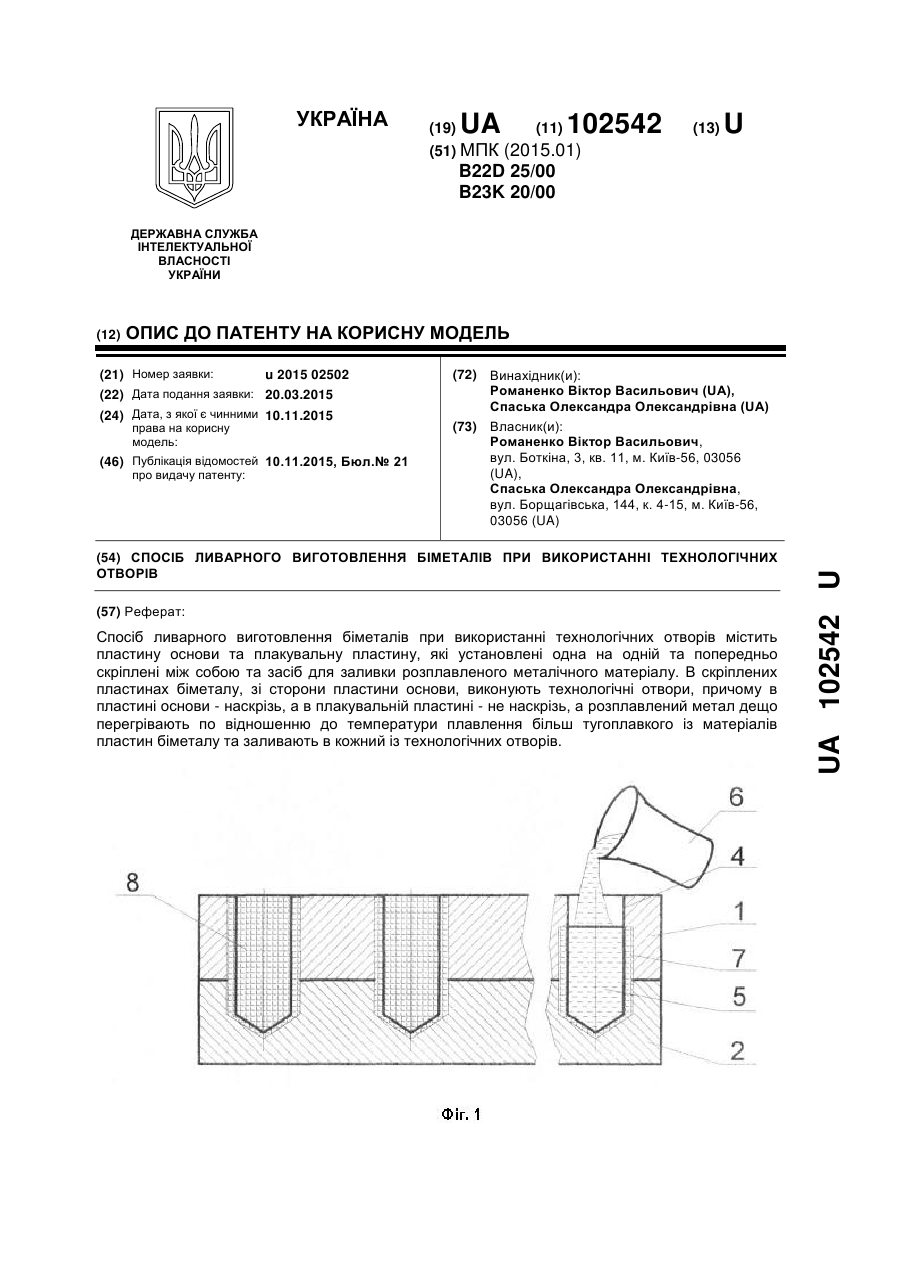
Номер патенту: 102542
Опубліковано: 10.11.2015
Автори: Спаська Олександра Олександрівна, Романенко Віктор Васильович
МПК: B22D 25/00, B23K 20/00
Мітки: спосіб, отворів, використанні, технологічних, ливарного, виготовлення, біметалів
Формула / Реферат:
Спосіб ливарного виготовлення біметалів при використанні технологічних отворів, що містить пластину основи та плакувальну пластину, які установлені одна на одній та попередньо скріплені між собою, та засіб для заливки розплавленого металічного матеріалу, який відрізняється тим, що в скріплених пластинах біметалу, зі сторони пластини основи, виконують технологічні отвори, причому в пластині основи - наскрізь, а в плакувальній пластині - не...
Спосіб виготовлення біметалів при підігріві додаткової пластини та стискуванні основних пластин
Номер патенту: 99339
Опубліковано: 25.05.2015
Автор: Романенко Віктор Васильович
МПК: B23K 20/00
Мітки: спосіб, пластин, стискуванні, пластини, підігріві, додаткової, основних, виготовлення, біметалів
Формула / Реферат:
Спосіб виготовлення біметалів при підігріві додаткової пластини та стискуванні основних пластин, що включає попереднє нагрівання додаткової тонкої металічної пластини за рахунок омічного опору при пропусканні через неї електричного струму та подальше стискування пластин біметалу, який відрізняється тим, що попередньо на внутрішніх поверхнях пластин біметалу формують рельєф потрібної глибини, а додаткову тонку металічну пластину розміщують...
Попередній патент: Візок конвеєрної машини для виготовлення котунів та агломерату
Наступний патент: Пристрій для гарячого видавлювання
Випадковий патент: Спосіб виробництва вершкового масла з наповнювачем