Пристрій для гарячого видавлювання
Номер патенту: 114642
Опубліковано: 10.03.2017
Автори: Кухар Володимир Валентинович, Каргін Борис Сергійович, Каргін Сергій Борисович, Присяжний Андрій Григорович, Аніщенко Олександр Сергійович
Формула / Реферат
1. Пристрій для гарячого видавлювання, що містить пуансон та корпус, в якому розташована обойма з формуючою матрицею та виштовхувач, встановлений в напрямній, який відрізняється тим, що додатково містить відрізну матрицю, а також відрізний ніж та штовхач, які взаємодіють між собою та відрізною матрицею і розташовані з можливістю зворотно-поступального переміщення в горизонтальному пазу з фігурною порожниною, яка виконана в корпусі.
2. Пристрій за п. 1, який відрізняється тим, що відрізний ніж має скоси на тильній стороні та ріжучій кромці.
Текст
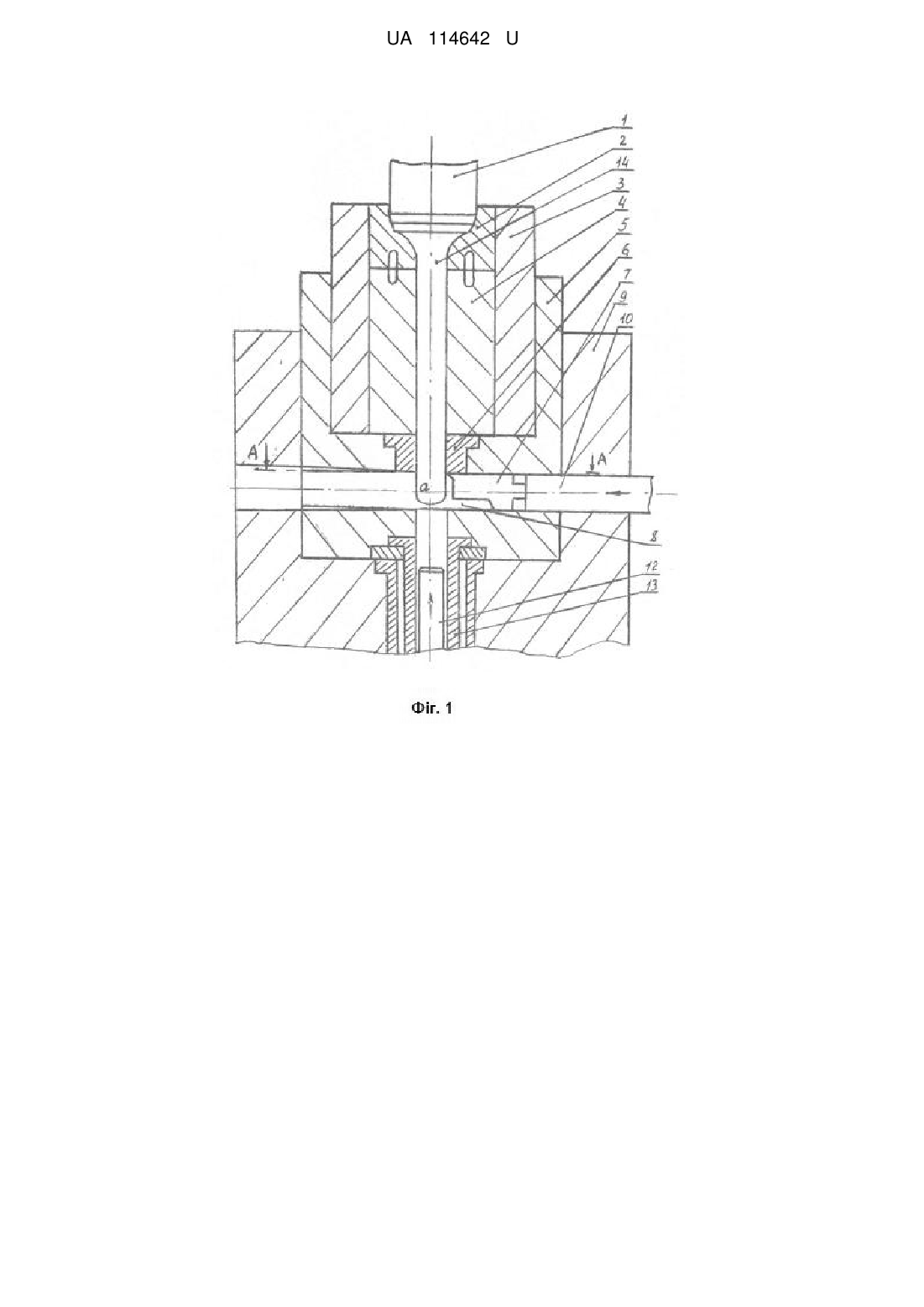
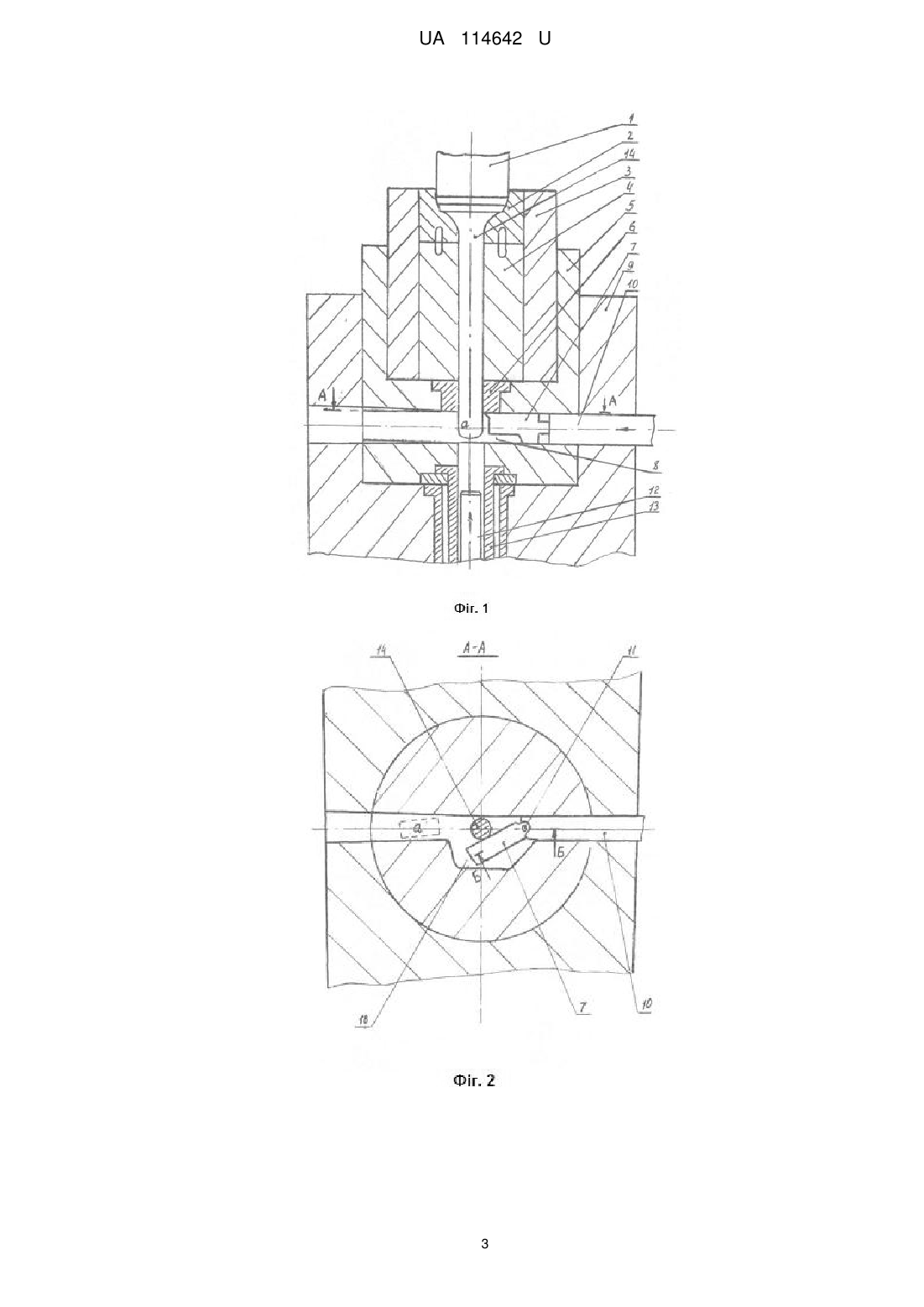
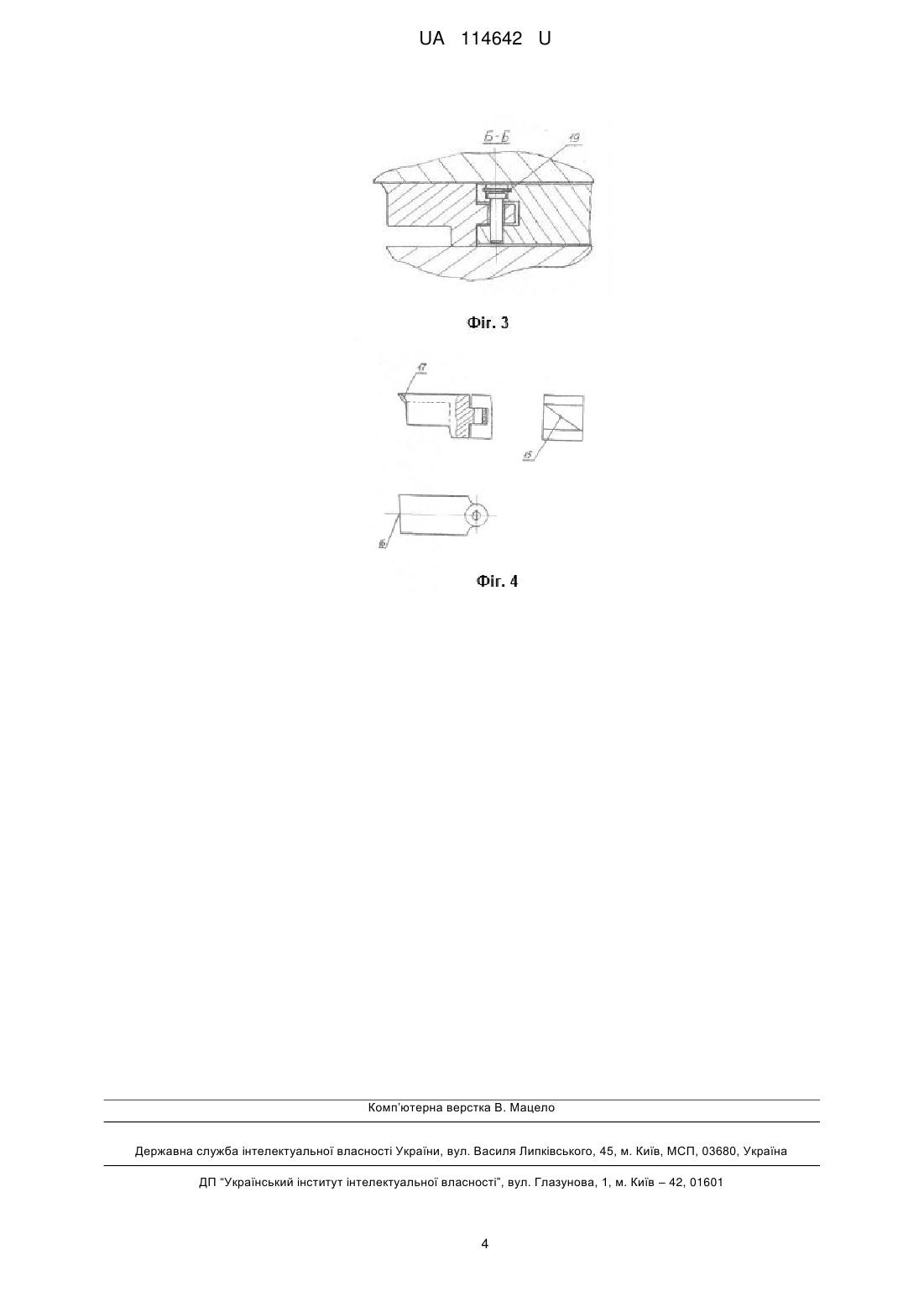
Реферат: Пристрій для гарячого видавлювання містить пуансон та корпус, в якому розташована обойма з формуючою матрицею та виштовхувач, встановлений в напрямній. Додатково встановлено відрізну матрицю, а також відрізний ніж та штовхач, які взаємодіють між собою та відрізною матрицею і розташовані з можливістю зворотно-поступального переміщення в горизонтальному пазу з фігурною порожниною, яка виконана в корпусі. UA 114642 U (12) UA 114642 U UA 114642 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до обробки металів тиском і може бути використана при гарячому штампуванні поковок клапанів. Відомий пристрій для гарячого ізотермічного видавлювання, що містить матрицю, пуансон, виштовхувач, теплоізоляційний кожух, які розміщені в індукторі, причому пуансон виконаний з жароміцного матеріалу (а. с. СРСР № 1687353, МПК В21J 13/02, бюл. № 40, 1991 р.). Але пристрій має складну конструкцію та велику собівартість. Відомий пристрій для штампування та відрізки поковок, що містить пуансон, матриці для штамповки, а також матриці складної конструкції для відрізки поковок (а. с. СРСР № 1538976, МПК В21J 13/02, бюл. №4, 1990 р.). Недоліками пристрою є велика собівартість та неможливість відрізки поковок, що штампують видавлюванням. Як прототип вибраний пристрій для гарячого видавлювання, що містить в верхній половині пуансони для формування, видавлювання та протягування, а в нижній половині - корпус з обоймами, в яких розташовані дві матриці для формування та видавлювання, кільця для витягування та виштовхувач, розміщений в напрямній (Артес А.Э. Алюминиевые сплавы в производстве деталей и механизмов. Штампованные поковки / А.Э. Артес. - М.: МАМИ, 2004. 265 с.). Недоліком прототипу є необхідність використання додаткового преса і штампа для відрізки залишків металу від поковки. В основу корисної моделі поставлено задачу вдосконалити пристрій для гарячого видавлювання за рахунок вдосконалення його конструкції і внаслідок цього забезпечити відрізку неякісних торців поковок безпосередньо в самому пристрої, що дозволить зменшити трудомісткість виготовлення поковок. Для рішення поставленої задачі пристрій для гарячого видавлювання, що містить пуансон та корпус, в якому розташована обойма з формуючою матрицею та виштовхувач, встановлений в напрямній, згідно з корисною моделлю, додатково містить відрізну матрицю, а також відрізний ніж та штовхач, які взаємодіють між собою та відрізною матрицею і розташовані з можливістю зворотно-поступального переміщення в горизонтальному пазу з фігурною порожниною, яка виконана в корпусі. Крім цього, відрізний ніж пристрою має скоси на тильній стороні та ріжучій кромці. Пристрій пояснений кресленнями. На фіг. 1 зображений фронтальний переріз пристрою, на фіг. 2-3 - перерізи по А-А та Б-Б, на фіг. 4 - ніж для обрізування стрижня. Пристрій складається з пуансона 1 (фіг. 1), формуючої матриці 2, обойми 3, надставки 4, державки 5 зі встановленою на ній відрізною матрицею 6, яка взаємодіє з ножем 7. В горизонтальному пазу 8 корпусу 9 розташований штовхач 10, що з'єднаний з приводом зворотно-поступального переміщення (на кресленні не показаний) і з ножем 7 віссю 11 (фіг. 3). Як привід може бути використаний пневмопривід мембранного типу. Виштовхувач 12 (фіг. 1) встановлений в напрямній 13, яка спирається на державку 5 та корпус 9. Поковка 14 після видавлювання повинна знаходитися в порожнинах формуючої матриці 2, надставки 3 та відрізної матриці 6, при цьому частина стрижня поковки "а", що підлягає видаленню, виступає з порожнини відрізної матриці 6 в горизонтальний паз 8. Пунктиром показані крайні положення ножа 7 після відрізки та напрям видалення частини "а", що відрізана від стрижня. Ніж 7 має тильну сторону зі скосом 15 (фіг. 4), скос 16 на ріжучій кромці 17 виконаний у вигляді однобічного клина. Для розвороту ножа 7 (фіг. 1) в горизонтальній площині паз 8 має фігурну порожнину 18 (фіг. 2). Вісь 11 (фіг. 1) зафіксована стопорною шайбою 19 (фіг. 3). Пристрій функціонує наступним чином. У верхньому положенні пуансона 1 (фіг. 1) і нижньому положенні виштовхувача 12, при відведених праворуч ножі 7 зі штовхачем 10, в порожнину матриці 2 подається заготовка. Пуансон 1 рухається вниз і в кінці ходу здійснює деформування заготовки в поковку 14 в формуючій матриці 2. При цьому в кінці ходу, в нижній мертвій точці вмикається привід зворотно-поступального переміщення ножа 7. Під дією зусилля приводу, що передається через штовхач 10 ножу 7, останній здійснює робочий хід ліворуч, при цьому виступаюча частина "а" стрижня поковки 14 буде відрізана між ріжучими кромками ножа 7 і відрізної матриці 6, що взаємодіють один з одною, та виштовхнута по пазу 8 з пристрою. При ході пуансона 1 вгору ніж 7, що з'єднаний з штовхачем 10 віссю 11, почне переміщуватися праворуч. В той же час виштовхувач 12, що переміщується догори, своїм торцем досягне скошеної поверхні 15 ножа 7 і почне відвертати ніж 7 зі свого шляху за рахунок обертання його в горизонтальній площині на вертикальній осі 11. При подальшому ході догори здійснюється виштовхування відрізаної поковки 14 виштовхувачем 12 та зведення ножа 7 у вихідне 1 UA 114642 U 5 10 15 20 25 30 35 положення шляхом втягування ножа 7 в паз 8 з одночасним розворотом його на осі 11. В подальшому робочий цикл повторюється. В процесі відрізки частини "а" від поковки 14 у її стрижня, що залишився в відрізній матриці 6, створюється торець, який геометрично не спотворений. При цьому до початку відрізки ніж 7 притискається до поверхні матриці 6 за рахунок більш розвиненою поверхні тертя, що звернена до матриці 6, а в процесі відрізки - за рахунок ріжучої кромки 17, яка виконана у вигляді однобічного клина. Крім цього, за рахунок скосу 16 ніж 7 в процесі відрізки буде притискатися до вертикальної стінки паза 8 у місці розташування стрижня поковки 14. Оснащення пристрою для гарячого видавлювання пристосуванням для відрізки стрижня з привідним шарнірно встановленим на осі ножем дозволяє здійснювати відрізку стрижня поковки у розмір або безпосередньо після видавлювання, або, наприклад, після оформлення головки поковки в гарячому стані, знизити технологічне зусилля відрізки в порівнянні з відрізкою у холодному стані, збільшити продуктивність за рахунок суміщення операцій видавлювання і відрізки і таким чином визволити преси, виробничі площі та штампувальників. Крім цього, при гарячій відрізці виключено створення торцевих тріщин в площині різання, в той час як при холодній відрізці такий вид браку має місце, а ручне подавання поковок в штамп небезпечне. Перпендикулярність осі ріжучої кромки ножа дозволяє здійснити відведення ножа в горизонтальній площині торцем виштовхувача поковки, що переміщується знизу догори (при ході повзуна догори), і, таким чином, забезпечити працездатність пристрою для гарячого видавлювання. З метою виключення мимовільного повороту ножа і появи надлишкового зазору між ріжучими кромками ножа і матриці в процесі відрізки стрижня ріжуча кромка ножа виконана зі скосом, що спрямований в бік повороту, що ймовірний, а сам ніж встановлений на осі із проміжком. Це забезпечує можливість притиску його ріжучої кромки до площини матриці в процесі відрізки і таким чином відрізку без задирок. Приклад Для виготовлення стандартизованого клапана з діаметром головки 13 мм використали пристрій, що має пуансон, корпус з обоймою, в якому розміщені формуюча та відрізна матриці, а також виштовхувач в напрямній втулці. В корпусі (в нижній плиті пристрою) співвісно з отворами під матрицю і виштовхувач виконаний паз шириною 25 мм, в якому переміщуються ніж зі штовхачем. Ніж має скіс 8°, кут однобічного клина ріжучої кромки - 60°, скіс тильної сторони ножа - 45°, хід ножа - 25 мм, зусилля відрізки 28 кН. Нагріту заготовку спочатку видавлюють пуансоном через формуючу матрицю на довжину, що виходить за межі матриці для відрізки. Потім неякісний торець відрізають горизонтальним переміщенням ножа. Пристрій забезпечує видавлювання поковок з одночасним видаленням торця і тим самим зменшує витрати на додатковий прес та штамп для відрізання торців поковок. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 45 1. Пристрій для гарячого видавлювання, що містить пуансон та корпус, в якому розташована обойма з формуючою матрицею та виштовхувач, встановлений в напрямній, який відрізняється тим, що додатково містить відрізну матрицю, а також відрізний ніж та штовхач, які взаємодіють між собою та відрізною матрицею і розташовані з можливістю зворотнопоступального переміщення в горизонтальному пазу з фігурною порожниною, яка виконана в корпусі. 2. Пристрій за п. 1, який відрізняється тим, що відрізний ніж має скоси на тильній стороні та ріжучій кромці. 2 UA 114642 U 3 UA 114642 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21J 13/02, B21J 13/14
Мітки: гарячого, видавлювання, пристрій
Код посилання
<a href="https://ua.patents.su/6-114642-pristrijj-dlya-garyachogo-vidavlyuvannya.html" target="_blank" rel="follow" title="База патентів України">Пристрій для гарячого видавлювання</a>
Спосіб видавлювання порожнистих виробів з порошкових матеріалів
Номер патенту: 65001
Опубліковано: 25.11.2011
Автори: Рябічева Людмила Олександрівна, Любчич Костянтин Володимирович, Воронкова Катерина Геннадіївна, Циркін Аркадій Тимофійович
МПК: B22F 3/20
Мітки: порошкових, порожнистих, матеріалів, видавлювання, виробів, спосіб
Формула / Реферат:
Спосіб видавлювання порожнистих виробів з порошкових матеріалів, який полягає у примусовому переміщенні матриці та деформуючого пуансона, який відрізняється тим, що деформуючий пуансон, матрицю і пуансон, який видавлює порожнину, одночасно переміщують у напрямі течії видавлюваного металу з різною швидкістю, причому відношення швидкостей визначають геометричними параметрами деталі та заготовки: Vм: Vс = (ХП + Нд - Нз) / (ХП + hd -...
Штамп для холодного видавлювання з беззазорним направленням пуансона по матриці
Номер патенту: 35734
Опубліковано: 16.04.2001
Автори: Корольов Дмитро Олександрович, Качанов Анатолій Петрович
МПК: B30B 15/00
Мітки: штамп, беззазорним, видавлювання, холодного, матриці, пуансона, направленням
Формула / Реферат:
Штамп для холодного видавлювання з беззазорним направленням пуансона по матриці, який складається із плити нижньої матриці, яку запресовано в бандажне кільце, плаваючого пуансона, закріпленого за допомогою пуансонотримача, який відрізняється тим, що вміщує проміжну верхню плиту, в якій закріплено плаваючий пуансон, проміжну нижню плиту, в якій за допомогою матрицетримача закріплено матрицю, яку запресовано в бандажні кільця, знімач з...
Штамп для комбінованого видавлювання деталей з фланцем та відростком
Номер патенту: 64958
Опубліковано: 25.11.2011
Автори: Мартинов Сергій Володимирович, Алієва Лейла Іграмотдіновна, Грудкіна Наталія Сергіївна
МПК: B21J 13/02
Мітки: комбінованого, фланцем, штамп, деталей, видавлювання, відростком
Формула / Реферат:
Штамп для комбінованого видавлювання деталей з фланцем та відростком, що містить пуансон, контрпуансон, матрицю, контейнер та виштовхувач, який відрізняється тим, що штамп додатково вміщує пружину, на яку спирається матриця, що є рухливою, та підйомні штоки, які спираються на пружини.
Штамп для холодного зворотного видавлювання
Номер патенту: 35731
Опубліковано: 16.04.2001
Автори: Корольов Дмитро Олександрович, Качанов Анатолій Петрович
МПК: B21D 22/00
Мітки: холодного, видавлювання, штамп, зворотного
Формула / Реферат:
Штамп для холодного зворотного видавлювання, який складається із пуансона-плунжера, який за допомогою пуансонотримача закріплено в верхній плиті, та притиснуто кільцем до сферичних та циліндричних опор, матриці, яку запресовано в бандажне кільце і закріплено за допомогою матрицетримача в нижній плиті опори матриці, яку запресовано в нижню плиту, виштовкувача, який має можливість вільно рухатись в вертикальному напрямку в матриці, який...
Штамп для гарячого деформування
Номер патенту: 2374
Опубліковано: 15.03.2004
Автор: Грещишин Михайло Йосипович
МПК: B21D 22/06
Мітки: гарячого, штамп, деформування
Формула / Реферат:
1. Штамп для гарячого деформування, що містить верхню плиту, нижню плиту із запресованими напрямними колонками, роз'ємні матриці, закріплений у стакані верхній формувальний пуансон і верхні вкладки, який відрізняється тим, що він додатково містить нижній формувальний пуансон, закріплений у стакані, нижні вкладки і з'єднані втулкою підпружинені стулки, в яких закріплені роз'ємні матриці, причому одна із стулок виконана поворотною щодо втулки,...
Попередній патент: Спосіб виготовлення біметалів
Наступний патент: Спосіб роботи електробуса на суперконденсаторах з надшвидкою зарядкою для міських перевезень
Випадковий патент: Пристрій для фіксації фрагментів кістки