Спосіб виготовлення біметалів з підігрівом та подальшим стискуванням

Формула / Реферат
Спосіб виготовлення біметалів з підігрівом та подальшим стискуванням, що включає нагрівання внутрішніх поверхонь пластин біметалу до температури інтенсифікації пластичних та дифузійних процесів і подальше стискування пластин, який відрізняється тим, що попередньо на внутрішніх поверхнях пластин біметалу формується рельєф потрібної глибини, між цими поверхнями розміщується додаткова тонка металічна пластина, яка розігрівається за рахунок омічного опору при пропусканні через неї електричного струму, причому стискування пластин біметалу виконується після розігріву додаткової тонкої пластини до температури, вищої за температуру початку інтенсифікації в ній пластичних процесів.
Текст
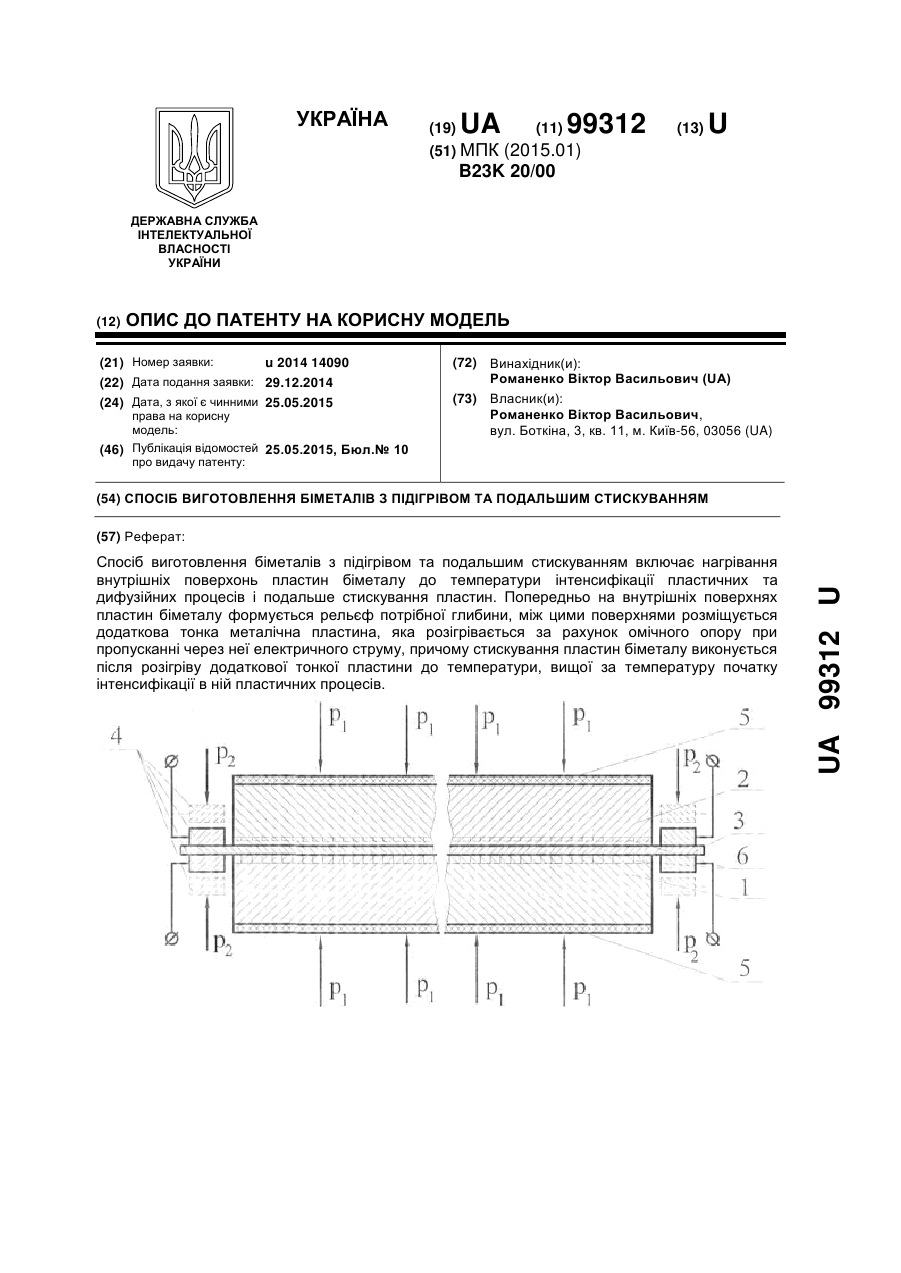
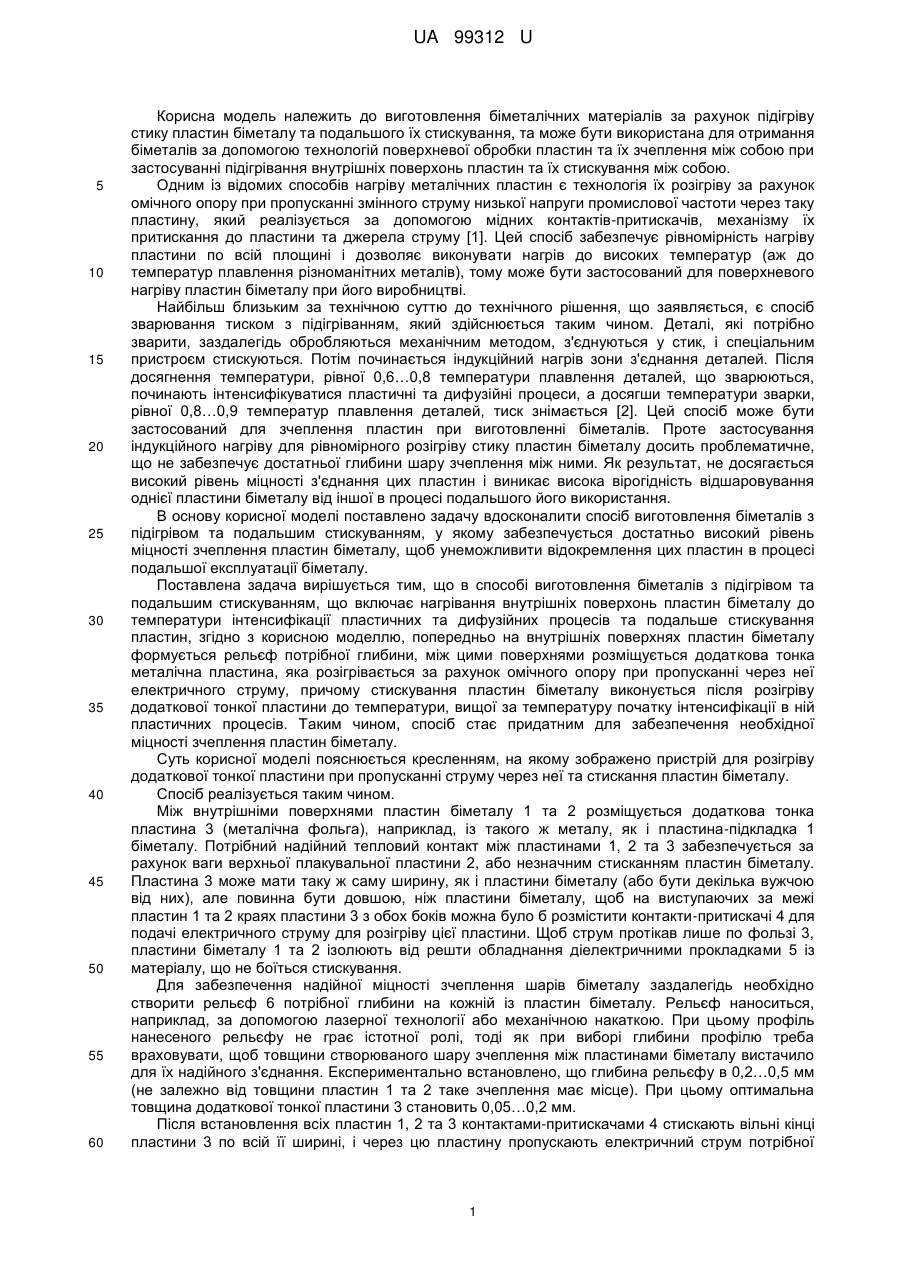
Реферат: UA 99312 U UA 99312 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до виготовлення біметалічних матеріалів за рахунок підігріву стику пластин біметалу та подальшого їх стискування, та може бути використана для отримання біметалів за допомогою технологій поверхневої обробки пластин та їх зчеплення між собою при застосуванні підігрівання внутрішніх поверхонь пластин та їх стискування між собою. Одним із відомих способів нагріву металічних пластин є технологія їх розігріву за рахунок омічного опору при пропусканні змінного струму низької напруги промислової частоти через таку пластину, який реалізується за допомогою мідних контактів-притискачів, механізму їх притискання до пластини та джерела струму [1]. Цей спосіб забезпечує рівномірність нагріву пластини по всій площині і дозволяє виконувати нагрів до високих температур (аж до температур плавлення різноманітних металів), тому може бути застосований для поверхневого нагріву пластин біметалу при його виробництві. Найбільш близьким за технічною суттю до технічного рішення, що заявляється, є спосіб зварювання тиском з підігріванням, який здійснюється таким чином. Деталі, які потрібно зварити, заздалегідь обробляються механічним методом, з'єднуються у стик, і спеціальним пристроєм стискуються. Потім починається індукційний нагрів зони з'єднання деталей. Після досягнення температури, рівної 0,6…0,8 температури плавлення деталей, що зварюються, починають інтенсифікуватися пластичні та дифузійні процеси, а досягши температури зварки, рівної 0,8…0,9 температур плавлення деталей, тиск знімається [2]. Цей спосіб може бути застосований для зчеплення пластин при виготовленні біметалів. Проте застосування індукційного нагріву для рівномірного розігріву стику пластин біметалу досить проблематичне, що не забезпечує достатньої глибини шару зчеплення між ними. Як результат, не досягається високий рівень міцності з'єднання цих пластин і виникає висока вірогідність відшаровування однієї пластини біметалу від іншої в процесі подальшого його використання. В основу корисної моделі поставлено задачу вдосконалити спосіб виготовлення біметалів з підігрівом та подальшим стискуванням, у якому забезпечується достатньо високий рівень міцності зчеплення пластин біметалу, щоб унеможливити відокремлення цих пластин в процесі подальшої експлуатації біметалу. Поставлена задача вирішується тим, що в способі виготовлення біметалів з підігрівом та подальшим стискуванням, що включає нагрівання внутрішніх поверхонь пластин біметалу до температури інтенсифікації пластичних та дифузійних процесів та подальше стискування пластин, згідно з корисною моделлю, попередньо на внутрішніх поверхнях пластин біметалу формується рельєф потрібної глибини, між цими поверхнями розміщується додаткова тонка металічна пластина, яка розігрівається за рахунок омічного опору при пропусканні через неї електричного струму, причому стискування пластин біметалу виконується після розігріву додаткової тонкої пластини до температури, вищої за температуру початку інтенсифікації в ній пластичних процесів. Таким чином, спосіб стає придатним для забезпечення необхідної міцності зчеплення пластин біметалу. Суть корисної моделі пояснюється кресленням, на якому зображено пристрій для розігріву додаткової тонкої пластини при пропусканні струму через неї та стискання пластин біметалу. Спосіб реалізується таким чином. Між внутрішніми поверхнями пластин біметалу 1 та 2 розміщується додаткова тонка пластина 3 (металічна фольга), наприклад, із такого ж металу, як і пластина-підкладка 1 біметалу. Потрібний надійний тепловий контакт між пластинами 1, 2 та 3 забезпечується за рахунок ваги верхньої плакувальної пластини 2, або незначним стисканням пластин біметалу. Пластина 3 може мати таку ж саму ширину, як і пластини біметалу (або бути декілька вужчою від них), але повинна бути довшою, ніж пластини біметалу, щоб на виступаючих за межі пластин 1 та 2 краях пластини 3 з обох боків можна було б розмістити контакти-притискачі 4 для подачі електричного струму для розігріву цієї пластини. Щоб струм протікав лише по фользі 3, пластини біметалу 1 та 2 ізолюють від решти обладнання діелектричними прокладками 5 із матеріалу, що не боїться стискування. Для забезпечення надійної міцності зчеплення шарів біметалу заздалегідь необхідно створити рельєф 6 потрібної глибини на кожній із пластин біметалу. Рельєф наноситься, наприклад, за допомогою лазерної технології або механічною накаткою. При цьому профіль нанесеного рельєфу не грає істотної ролі, тоді як при виборі глибини профілю треба враховувати, щоб товщини створюваного шару зчеплення між пластинами біметалу вистачило для їх надійного з'єднання. Експериментально встановлено, що глибина рельєфу в 0,2…0,5 мм (не залежно від товщини пластин 1 та 2 таке зчеплення має місце). При цьому оптимальна товщина додаткової тонкої пластини 3 становить 0,05…0,2 мм. Після встановлення всіх пластин 1, 2 та 3 контактами-притискачами 4 стискають вільні кінці пластини 3 по всій її ширині, і через цю пластину пропускають електричний струм потрібної 1 UA 99312 U 5 10 15 20 25 30 35 величини від джерела електричного живлення. За рахунок омічного опору металічна фольга 3 розігрівається до температури, вищої за температуру аустенізації металу та початку інтенсифікації в ній пластичних процесів, що сягає величини вище, ніж 600…800 °C. Досягнення такої температури розігріву пластини 3 забезпечується величиною та тривалістю подачі струму та визначається емпірично. За рахунок механізму теплопровідності виступи рельєфу обох пластин 1 та 2 біметалу, що знаходяться в надійному тепловому контакті з пластиною 3, теж розігріваються до температур початку в них пластичних процесів. По закінченні часу, відведеного на нагрів пластини 3, електричні контакти 4 розмикаються та відводяться від фольги 3, а пластини біметалу стискуються за допомогою спеціального пристрою, наприклад ручного преса. В результаті стискання відбувається пластичне деформування додаткової тонкої пластини 3 та розігрітого рельєфу, дифузійні процеси в них та, як результат, формування шару зчеплення пластин біметалу. Величина стискання експериментально підбирається такою, щоб не відбувалося досить значних виплесків металу з боків в зоні шару зчеплення у вигляді грату. Ось чому додаткова тонка пластина 3 може бути вужчою, ніж пластини біметалу 1 та 2, і пластичний метал заповнить порожнини на краях цих пластин, і тоді грат на краях буде відсутнім. Після зняття тиску біметал деякий час охолоджується, щоб набрав міцності шар зчеплення (час охолодження встановлюється емпірично), та знімається з робочого столу. Після остаточного охолодження біметалу його бокові сторони можуть бути механічно оброблені на предмет усунення грату, наприклад прошліфовані обдирним шліфувальним кругом. Пропонований спосіб виготовлення біметалів при зчепленні його пластин за рахунок підігрівання внутрішніх поверхонь пластин та їх стискування між собою істотно розширює можливості свого застосування за рахунок досягнення високого рівня міцності зчеплення пластин біметалу, що забезпечує низьку вірогідність його руйнування в процесі експлуатації. Джерела інформації: 1. Вишневецкий Я.С. Технология ручной ковки. Издание 3. - М.: Высшая школа, 1978. - с. 49, рис. 38. 2. Патент РФ № 2202455. кл. В23K 20/00; заявл. 19.06.2001; опубл. 20.04.2003. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб виготовлення біметалів з підігрівом та подальшим стискуванням, що включає нагрівання внутрішніх поверхонь пластин біметалу до температури інтенсифікації пластичних та дифузійних процесів і подальше стискування пластин, який відрізняється тим, що попередньо на внутрішніх поверхнях пластин біметалу формується рельєф потрібної глибини, між цими поверхнями розміщується додаткова тонка металічна пластина, яка розігрівається за рахунок омічного опору при пропусканні через неї електричного струму, причому стискування пластин біметалу виконується після розігріву додаткової тонкої пластини до температури, вищої за температуру початку інтенсифікації в ній пластичних процесів. Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23K 20/00
Мітки: підігрівом, подальшим, спосіб, виготовлення, стискуванням, біметалів
Код посилання
<a href="https://ua.patents.su/4-99312-sposib-vigotovlennya-bimetaliv-z-pidigrivom-ta-podalshim-stiskuvannyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення біметалів з підігрівом та подальшим стискуванням</a>
Спосіб виготовлення біметалів тиском з підігріванням
Номер патенту: 99311
Опубліковано: 25.05.2015
Автори: Кривцун Ігор Віталійович, Романенко Віктор Васильович, Головко Леонід Федорович
МПК: B23K 20/00
Мітки: біметалів, тиском, підігріванням, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення біметалів тиском з підігріванням, що включає орієнтування пластин біметалу одна відносно другої, нагрівання внутрішніх поверхонь пластин до температури інтенсифікації пластичних і дифузійних процесів та подальше стискування цих пластин, який відрізняється тим, що попередньо на пластинах біметалу формують рельєф потрібної структури та глибини у вигляді смуг виступів та впадин між ними, пластини орієнтують таким чином, що...
Спосіб виготовлення біметалів контактним точковим зварюванням
Номер патенту: 98018
Опубліковано: 10.04.2015
Автор: Романенко Віктор Васильович
МПК: B23K 11/20
Мітки: зварюванням, контактним, точковим, біметалів, виготовлення, спосіб
Формула / Реферат:
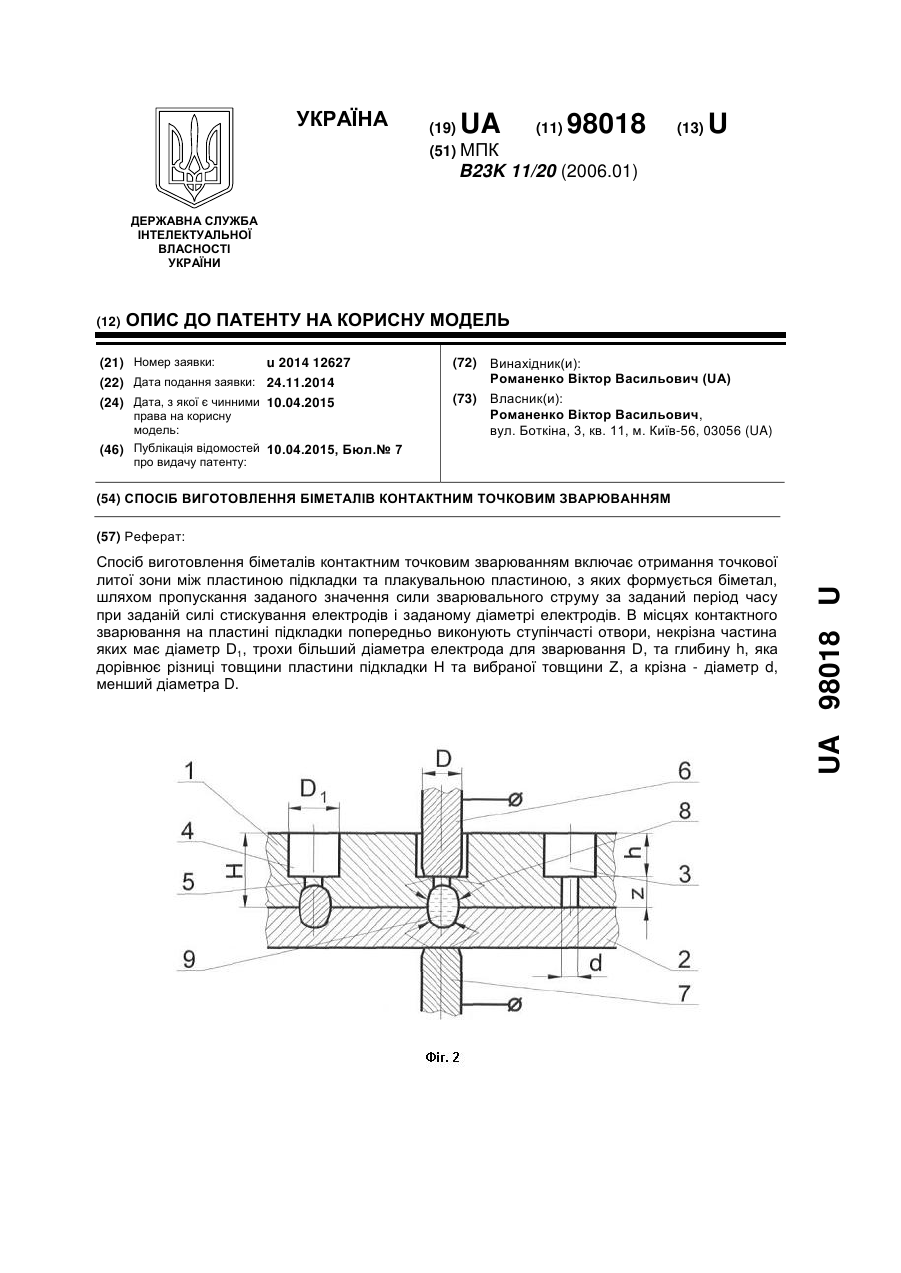
1. Спосіб виготовлення біметалів контактним точковим зварюванням, що включає отримання точкової литої зони між пластиною підкладки та плакувальною пластиною, з яких формується біметал, шляхом пропускання заданого значення сили зварювального струму за заданий період часу при заданій силі стискування електродів і заданому діаметрі електродів, який відрізняється тим, що в місцях контактного зварювання на пластині підкладки попередньо виконують...
Спосіб виготовлення біметалів
Номер патенту: 97980
Опубліковано: 10.04.2015
Автори: Романенко Віктор Васильович, Кривцун Ігор Віталійович, Головко Леонід Федорович
МПК: B23K 11/20
Мітки: спосіб, виготовлення, біметалів
Формула / Реферат:
Спосіб виготовлення біметалів, що включає попереднє формування рельєфу на пластині-підкладці та плакувальній пластині, з яких формується біметал, у вигляді виступів (напливів) та проміжків між ними та подальше з'єднання цих пластин контактним зварюванням, який відрізняється тим, що рельєф потрібної конфігурації наносять у вигляді черг смуг, розміщених на кожній із пластин взаємно перпендикулярно одна одній, а в місцях контактного зварювання...
Спосіб ливарного виготовлення біметалів
Номер патенту: 96620
Опубліковано: 10.02.2015
Автори: Шатрава Олександр Павлович, Лихошва Валерій Петрович, Романенко Віктор Васильович, Головко Леонід Федорович, Кривцун Ігор Віталійович
МПК: B23D 19/00
Мітки: спосіб, виготовлення, біметалів, ливарного
Формула / Реферат:
Спосіб ливарного виготовлення біметалів, в якому використовують виливницю, в якій розміщують основу (плита із металічного матеріалу одного складу), засіб для подання розплавленого металічного матеріалу іншого складу і його нанесення на основу як плакувального шару, який відрізняється тим, що на поверхню основи, яка підлягає заливці плакувальним шаром, заздалегідь наносять рельєф потрібної структури та глибини, а розплавлений плакувальний...
Пристрій для лазерно-ливарного виготовлення біметалів
Номер патенту: 96621
Опубліковано: 10.02.2015
Автори: Головко Леонід Федорович, Кривцун Ігор Віталійович, Шатрава Олександр Павлович, Романенко Віктор Васильович, Лихошва Валерій Петрович
МПК: B23K 26/352
Мітки: пристрій, виготовлення, біметалів, лазерно-ливарного
Формула / Реферат:
Пристрій для лазерно-ливарного виготовлення біметалів, що містить виливницю, в якій розміщується основа (плита із металічного матеріалу одного складу), засіб для подання розплавленого металічного матеріалу іншого складу і його наплавлення на основу як плакувального шару та сопло для подачі сконцентрованого лазерного променя та захисного газу для створення локальної ванни розплаву на основі, який відрізняється тим, що сопло забезпечене...
Попередній патент: Спосіб виготовлення біметалів тиском з підігріванням
Наступний патент: Композиція інгредієнтів для оздоровчого засобу з природними цілющими властивостями “секрет жіночої краси”
Випадковий патент: Спосіб алмазної обробки алмазних твердосплавних пластинок