Спосіб ливарного виготовлення біметалів
Номер патенту: 96620
Опубліковано: 10.02.2015
Автори: Лихошва Валерій Петрович, Кривцун Ігор Віталійович, Шатрава Олександр Павлович, Головко Леонід Федорович, Романенко Віктор Васильович

Формула / Реферат
Спосіб ливарного виготовлення біметалів, в якому використовують виливницю, в якій розміщують основу (плита із металічного матеріалу одного складу), засіб для подання розплавленого металічного матеріалу іншого складу і його нанесення на основу як плакувального шару, який відрізняється тим, що на поверхню основи, яка підлягає заливці плакувальним шаром, заздалегідь наносять рельєф потрібної структури та глибини, а розплавлений плакувальний матеріал перегрівають по відношенню до температури плавлення основи, причому величина перегріву плакувального розплаву залежить від структури та розмірів нанесеного рельєфу.
Текст
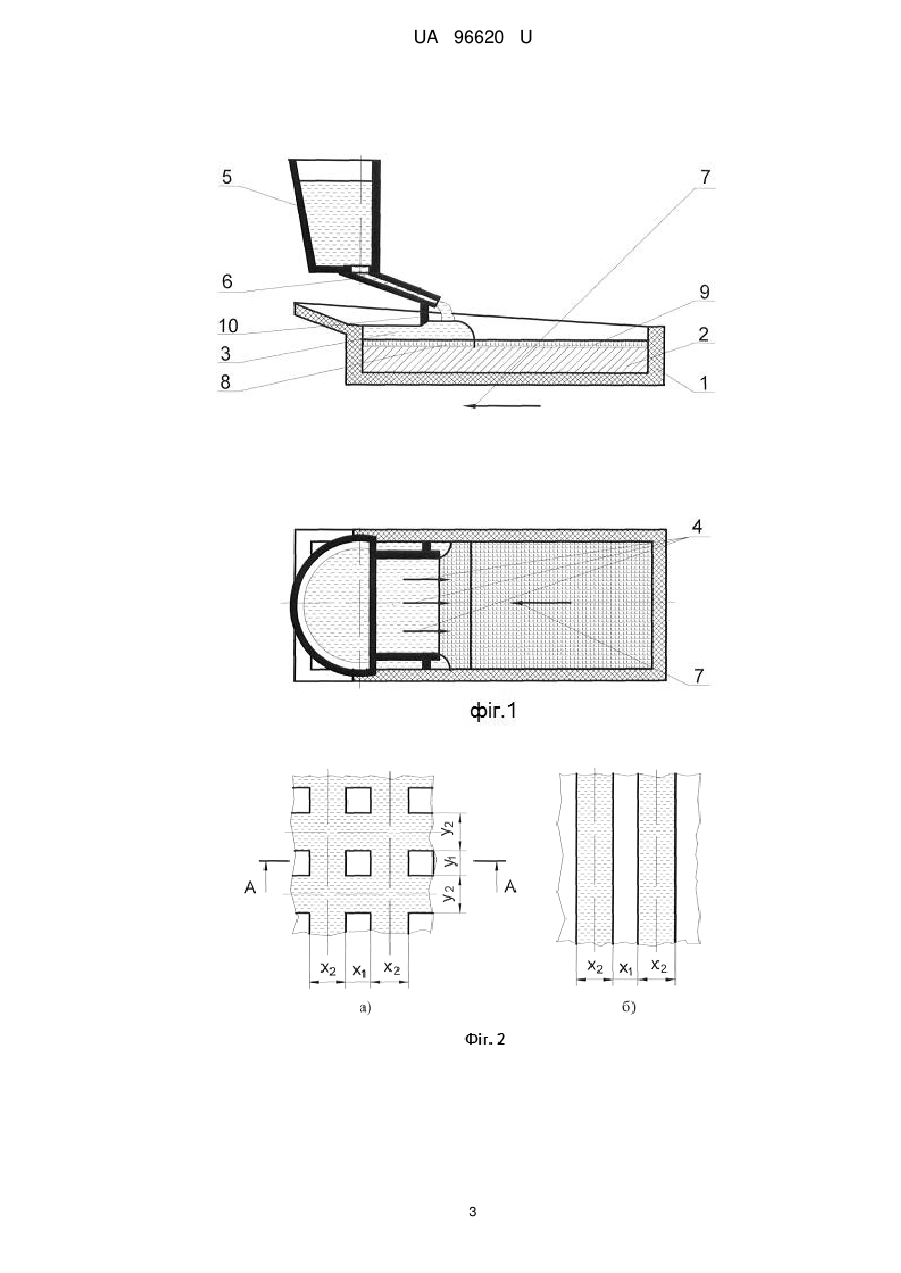
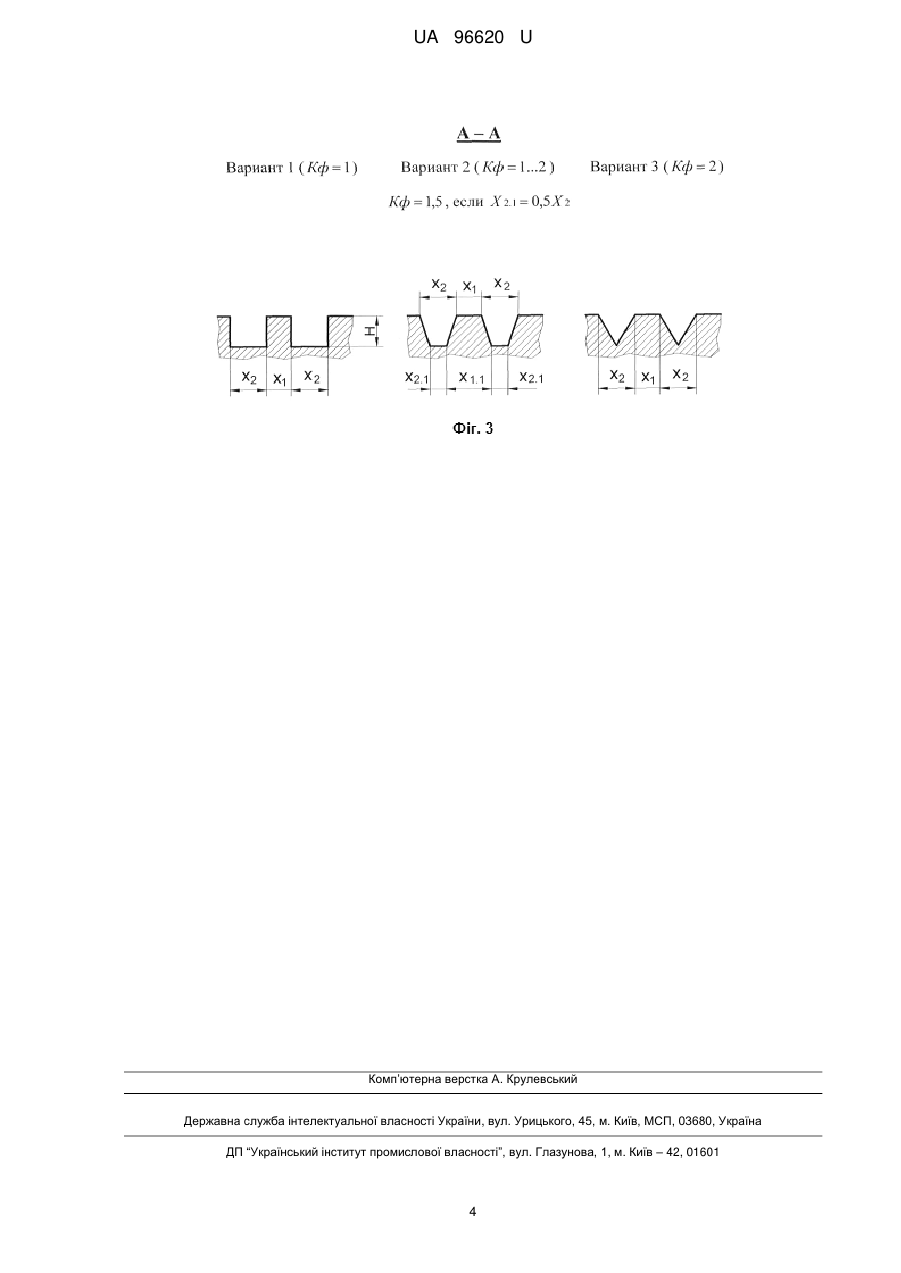
Реферат: Спосіб ливарного виготовлення біметалів включає використання виливниці, в якій розміщують основу (плита із металічного матеріалу одного складу), засіб для подання розплавленого металічного матеріалу іншого складу і його нанесення на основу як плакувального шару. На поверхню основи, яка підлягає заливці плакувальним шаром, заздалегідь наносять рельєф потрібної структури та глибини, а розплавлений плакувальний матеріал перегрівають по відношенню до температури плавлення основи, причому величина перегріву плакувального розплаву залежить від структури та розмірів нанесеного рельєфу. UA 96620 U (12) UA 96620 U UA 96620 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до виготовлення біметалічних матеріалів за допомогою ливарного метода та може бути використана для отримання біметалів з багатошаровими покриттями за допомогою технологій поверхневої механічної чи лазерної обробки та ливарного виробництва. Одним із відомих способів для отримання біметалів є технологія, в основі якої лежить нанесення розплавленого металу на робочу поверхню виробу методом електрошлакової наплавки. При цьому оплавлення основного і розплавлення присадного металів відбувається за рахунок тепла, що виділяється в шлаковій ванні при протіканні через неї електричного струму [1]. Цей спосіб забезпечує рівномірність товщини і хімічного складу наплавленого плакувального шару, підвищення якості поверхні біметалічного зливка при збереженні високої міцності з'єднання шарів біметалу. Проте при цьому способі спостерігається утворення кристалізаційних тріщин і інших дефектів в самому плакувальному шарі і на його поверхні. Найбільш близьким аналогом є спосіб ливарного виготовлення біметалів, що включає систему отримання біметалічного зливка зі зносостійким поверхневим шаром методом ливарного плакування при поданні розплавленого металічного матеріалу одного складу (наприклад неіржавіючої сталі) у виливницю, в якій встановлена плита із металічного матеріалу іншого складу (наприклад сталі 10 або 20) [2]. Порівняно з аналогом, що розглянуто, цей спосіб дозволяє отримувати на біметалі корозійностійкий шар потрібної товщини, без утворення кристалізаційних тріщин і інших дефектів в самому плакувальному шарі і на його поверхні. Проте при отриманні біметалічного зливка має місце мала глибина перехідного шару між основою та плакувальним металом, тому не досягається високий рівень міцності зчеплення шарів і виникає висока вірогідність виникнення відшаровування отриманого шару в процесі подальшого використання біметалу. В основу корисної моделі поставлено задачу вдосконалити спосіб ливарного виготовлення біметалів, у якому забезпечується необхідна глибина перехідного шару між основним та плакувальним металом, щоб отримати достатньо високий рівень міцності зчеплення шарів біметалу та унеможливити відокремлення плакувального шару в процесі подальшого використання біметалу. Поставлена задача вирішується тим, що в способі ливарного виготовлення біметалів, що включає використання виливниці, в якій встановлена основа (плита із металічного матеріалу одного складу), засіб для подання розплавленого металічного матеріалу іншого складу (плакувального металу), що містить лоток з розплавом і жолоб для рівномірного нанесення на основу плакувального шару, згідно з корисною моделлю, на поверхню основи, що підлягає заливці плакувальним шаром, заздалегідь наносять рельєф потрібної структури та глибини, а розплавлений плакувальний матеріал перегрівають по відношенню до температури плавлення основи, причому величина перегріву плакувального розплаву залежить від виду та розмірів нанесеного рельєфу. Таким чином, спосіб стає придатним для забезпечення необхідної глибини перехідного шару між робочими шарами біметалу та, як результат, потрібної міцності їх зчеплення. Суть корисної моделі пояснюється кресленнями, на яких зображено: на Фіг. 1 - пристрій для ливарного виготовлення біметалів з високою міцністю зчеплення його шарів; на Фіг. 2 - варіанти рельєфу (вид зверху), нанесеного на основі, при реалізації "острівної" (а) та смугастої (б) структури; на Фіг. 3 - варіанти рельєфу по глибині. Спосіб реалізується таким чином. У виливницю 1 встановлюють основу 2 (плита із металічного матеріалу одного складу), яка заливається шаром розплавленого плакувального металу 3 іншого складу для створення (після охолодження) біметалу (Фіг. 1). Для подання плакувального розплаву та рівномірного нанесення 4 його на основу 2 служить засіб для заливки, який включає в себе лоток 5 та жолоб 6. Для запобігання додаткового охолодження плакувального матеріалу в процесі заливки цей засіб може рухатися 7 зі швидкістю, як правило, рівною швидкості вільного розтікання плакувального металу 3 по основі 2. Оскільки глибина проникнення плакувального розплаву в основу за звичайних умов незначна, а в деяких випадках (коли температура плавлення основи вища за температуру плавлення плакувального металу) і зовсім відсутня, то потрібної міцності зчеплення шарів біметалу досягти не вдається. Тому потрібен попередній набір дій, який в подальшому (при заливці) приведе до створення перехідного шару 8 між основою та плакувальним металом потрібної глибини. Для цього заздалегідь на тій поверхні основи, що підлягає заливці, створюється спеціальний рельєф 9 у вигляді, наприклад, окремих "острівків" чи смуг та борозен між ними (Фіг. 2), з розмірними параметрами, які підбираються, виходячи із наступних умов. По-перше, ширина борозни Х2 повинна бути достатньою, щоб в неї зміг затекти плакувальний розплав. Експериментальні дослідження показують, що борозни, шириною 1 UA 96620 U 5 10 15 20 25 30 35 0,3…1,0 мм задовольняють цій умові. По-друге, глибина борозни Н - достатньою, щоб товщини створюваного перехідного шару 8 між основою та плакувальним металом вистачало для їх надійного зчеплення. Експериментально встановлено, що при Н= 0,2…0,7 мм (не залежно від товщини основи та плакувального шару) таке зчеплення має місце. І насамкінець, ширина "острівку" чи смуги Х1 вибирається із наступних міркувань: тепла плакувального матеріалу, що заповнив борозну Х2 повинно бути достатньо, щоб розплавити весь "острівок" чи смугу шириною Х1. Очевидно, що при цьому плакувальний матеріал повинен бути декілька перегрітий по відношенню до температури плавлення основи. За рахунок механізму теплопровідності відбувається поступове розплавлення "островків" або смуг та, завдяки вільній тепловій конвекції і перемішуванню плакувального металу та розплаву основи, що створюється при плавленні "острівків" або смуг, виникає перехідний сплав 8, який забезпечує високий рівень міцності зчеплення основних шарів біметалу. Нескладні розрахунки показують, що залежність, яка зв'язує величину перегріву плакувального розплаву T , та температуру плавлення основи Tm з розмірними параметрами "острівків" та борозен, а також смуг та борозен, відповідно, має вигляд: X1 2 X1 T Tm та T Tm . Так, при перегріві в 100 °C (при X2 ( 2 X2 / X1 ) X2 ( 2 X2 / X1 ) температурі плавлення основи 1500 °C) для "острівкової" структури маємо, що X1 1/ 3 X2 , а для смугастої - X1 1/ 6 X2 . При перегріві ж в 200 °C: для "острівкової" - X1 1/ 2 X2 , а смугастої - X1 1/ 4 X2 . Слід зазначити, що в залежності від методу виконання борозни, може бути отримана умовно її прямокутна, трапецієподібна чи трикутна форма (Фіг. 3). Так, наприклад, прямокутна форма при отриманні борозни фрезою чи шліфувальним кругом, трапецієподібна - токарним або стругальним різцем, а трикутна - лазерним променем. При цьому при розрахунках температури перегріву треба враховувати коефіцієнт форми Кф, значення якого для кожної із форм борозни приведені на Фіг. 3. Так, якщо для прямокутної форми ця температура складає 100 °C, то для трикутної (при інших рівних умовах) - вже 200 °C. Щоб забезпечити потрібну висоту та рівномірність плакувального шару біметалу може бути використаний шкребок 10, який можна розмістити, наприклад, на лотку 5. Пропонований спосіб ливарного виготовлення біметалів істотно розширює можливості свого застосування за рахунок підвищення якості процесу в результаті забезпечення високого рівня міцності зчеплення шарів біметалу, що гарантує низьку вірогідність відокремлення плакувального шару в процесі подальшого використання біметалу. Джерела інформації: 1. Патент РФ № 2193071, кл. С22В 9/20; заявл. 05.06.2000; опубл. 20.11.2002. 2. Кобелев А.Г., Лысак В.И., Чернышев В.Н., Быков А.А., Востриков В.П. Производство металлических слоистых композиционных материалов, изд. "Интермет Инжиниринг", М., 2002. С. 82-88. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 45 Спосіб ливарного виготовлення біметалів, в якому використовують виливницю, в якій розміщують основу (плита із металічного матеріалу одного складу), засіб для подання розплавленого металічного матеріалу іншого складу і його нанесення на основу як плакувального шару, який відрізняється тим, що на поверхню основи, яка підлягає заливці плакувальним шаром, заздалегідь наносять рельєф потрібної структури та глибини, а розплавлений плакувальний матеріал перегрівають по відношенню до температури плавлення основи, причому величина перегріву плакувального розплаву залежить від структури та розмірів нанесеного рельєфу. 2 UA 96620 U 3 UA 96620 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюHolovko Leonid Fedorovych, Krivtsun Ihor Vitaliiovych, Lykhoshva Valerii Petrovych, Shatrava Oleksandr Pavlovych
Автори російськоюГоловко Леонид Федорович, Кривцун Игорь Витальевич, Лихошва Валерий Петрович, Шатрава Александр Павлович
МПК / Мітки
МПК: B23D 19/00
Мітки: ливарного, біметалів, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/6-96620-sposib-livarnogo-vigotovlennya-bimetaliv.html" target="_blank" rel="follow" title="База патентів України">Спосіб ливарного виготовлення біметалів</a>
Проба для визначення рідиноплинності вихідних металевих розплавів та рідиноплинності при формуванні за їхньою допомогою біметалів
Номер патенту: 58228
Опубліковано: 11.04.2011
Автори: Бялік Гарій Абрамович, Адамчук Станіслав Іванович, Тітова Євгенія Сергіївна, Тітова Тамара Михайлівна, Бешкенадзе Михайло Сергійович
МПК: B21D 11/00
Мітки: проба, рідиноплинності, допомогою, формуванні, вихідних, визначення, розплавів, біметалів, металевих, їхньою
Формула / Реферат:
Проба для визначення рідиноплинності металевих розплавів у звичайних умовах і рідиноплинності металевих розплавів при формуванні за їхньою допомогою біметалів, що включає лійку, з'єднану з резервуаром і циліндричним каналом, розташованим горизонтально, яка відрізняється тим, що резервуар додатково з'єднаний із другим циліндричним каналом, розташованим паралельно першому, по осі якого встановлена металева вставка, яка підтримується...
Спосіб виготовлення ливарного стрижня
Номер патенту: 92309
Опубліковано: 25.10.2010
Автори: Дефрокур Крістіан, Пріжон Серж
МПК: B22C 9/00, B29C 33/00
Мітки: виготовлення, ливарного, спосіб, стрижня
Формула / Реферат:
1. Спосіб виготовлення ливарного стрижня, який має принаймні одну виїмку, зокрема для формування перегородки в лопатках турбомашини, який включає формування у формі для лиття стрижня із суміші, яка містить наповнювач з керамічних частинок та органічну зв'язуючу речовину, виймання стрижня з форми для лиття, видалення зв'язуючої речовини та термічну обробку для здійснення тверднення стрижня, який відрізняється тим, що у формі для лиття формують...
Формувальна суміш, формований виріб для ливарного виробництва й спосіб виготовлення такого формованого виробу
Номер патенту: 88412
Опубліковано: 12.10.2009
Автори: Верен Беттіна, Герлах Ральф-Йоахім
Мітки: виріб, виготовлення, ливарного, такого, виробництва, виробу, спосіб, формованого, формувальна, суміш, формований
Формула / Реферат:
1. Формувальна суміш для ливарного виробництва, що містить формувальний пісок, розчин їдкого натру, укріплювач на основі силікату лужного металу й добавку, яка відрізняється тим, що вона містить формувальний пісок з розміром частинок від 0,1 до 1 мм, розчин їдкого натру в кількості від 0,1 до 10 мас. % у перерахуванні на масу формувального піску при концентрації розчину їдкого натру від 20 до 40 мас. %, укріплювач на основі силікату лужного...
Траверса ливарного крана

Номер патенту: 37757
Опубліковано: 10.12.2008
Автори: Ларіонов Олександр Олексійович, Боярченко Леонід Федосійович, Думбур Григорій Констянтинович, Ковалев Віктор Іванович
МПК: B60S 13/00, B66C 17/00
Мітки: ливарного, траверса, крана
Формула / Реферат:
1. Траверса ливарного крана, що містить встановлені на кінцях корпусу дві блокові обойми з гаками, яка відрізняється тим, що гаки з'єднані шарнірно осями з корпусом та мають можливість повертатися до горизонтальної площини при опиранні у підлогу, при цьому корпус теж опускається до рівня підлоги.2. Траверса ливарного крана за п. 1, яка відрізняється тим, що вирізи під гаки у корпусі окантовані гнутим листом, зовнішні стінки...
Напівфабрикатний продукт ливарного чавуну і спосіб його виробництва
Номер патенту: 79041
Опубліковано: 10.05.2007
Автори: Ямамура Хідеакі, Охасі Ватару
МПК: C22C 37/00, C22C 37/04, C22C 37/06
Мітки: спосіб, напівфабрикатний, чавуну, виробництва, ливарного, продукт
Формула / Реферат:
1. Напівфабрикатний продукт з ливарного чавуну з відмінною оброблюваністю, що містить ливарний чавун композиційної системи білого чавуну, який відрізняється тим, що містить незалежно чи комплексно дисперговані сфероїдальні чи сплющені частинки графіту, зовнішня поверхня яких частково чи цілком покрита феритом, отриманим охолодженням названого ливарного чавуну зі швидкістю, нижчою за 10°С/хв., а зазначені частинки дисперговані з густиною 50...