Спосіб виготовлення рукавної полімерної плівки
Номер патенту: 11506
Опубліковано: 25.12.1996
Автори: Гапон Віктор Семенович, Радченко Леонід Борисович, Сенатос Володимир Олексійович, Пєтухов Аркадій Дем'янович
Формула / Реферат
Способ изготовления рукавной полимерной пленки, заключающийся в экструзии рукава пленки вниз с последующим раздувом, охлаждении кольцевым слоем жидкости, обжиме рукава по периметру и намотке, отличающийся тем, что, с целью повышения качества пленки, раздув рукава пленки производят до диаметра, на превышающего удвоенного диаметра рукава в начале раздува, а обжим рукава осуществляют после охлаждения сплошным стекающим слоем жидкости участка рукава длиной, не превышающей диаметра рукава пленки после раздува.
Текст
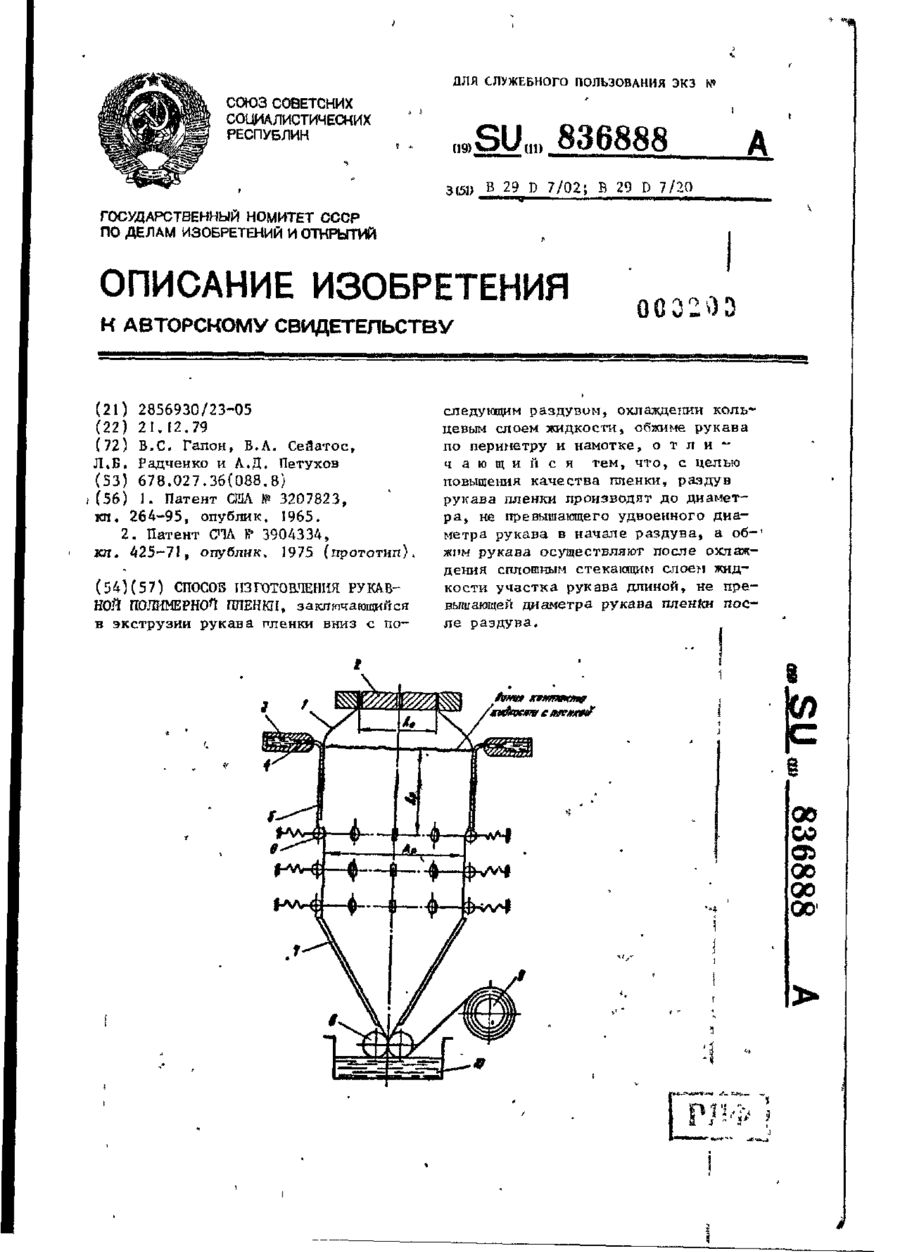
СПОСОБ ПЗГ0Т0ШІЕИИЯ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ, заключающийся в экструзии рукава пленки вниз с по следующим раздувом, охлаждении кольцевым слоем жидкости, обжиме рукава по периметру и намотке, о т л и ч а ю щ и й с я тем, что, с целью повышения качества пленки, раздув рукава пленки производят до диаметр а , не превышающего удвоенного диаметра рукава в начале раздува, а об- 1 жим рукава осуществляют после охлаждения сплошным стекающим слоем жидкости участка рукава длиной, не превышающей диаметра рукава пленки после раздува. 00 00 00 00' •щ 836888 . 2 ления полимерного рукава, обусловленИзобретение относится к области ные вязкостными свойствами расплава переработки пластических масс в изполимера в зоне раздува. В результаделия и может быть испопьзовано в хите этого раздутый полимерный рукав мической промышленности при произлокально деформируется под воздействодстве пленки экструзией рукава вервием кольцевого потока жидкости еще тикально вниз с последующим раздудо того, как на его поверхности обравом. зуется стекающий вниз слой жидкости, Известен способ изготовления руспособный охладить этот рукав IT свескавной полимерной пленки, включаю10 ти к минимуму его поперечные колебащий раздув экструдируемого рукавй ния относительно оси экструзии при с последующим охлаждением путем подвижении вниз. Эти локальные дефордачи на него кольцевого потока жидмации рукава вызывают понижение какости С13 чества пленки (разнотолгцинность по Одним из основных условий произ15 периметру, образование складок) и в водства, качественной пленки (пленконечном итоге ведут к прекращению ки с постоянными геометрическими разпроцесса. мерами по периметру рукава в пределах технологического допуска) являКроме того, вес слоя жидкости на ется отсутствие колебаний рукава отцилиндрическом участке рукава, котоносительно оси экструзии, которые 20 рый ничем не поддерживается снизу, могут быть вызваны воздействием хладспособствует самопроизвольному вытяагента (газообразного или жидкостгиванию в продольном направлении этоного) в зоне контакта с пленкой. го рукава в зоне раздува, что в ряде случаев не позволяет получить пленку Влияние указанного условия при производстве рукавной пленки с приме-25 определенной толщины, например пленку для мешков толщиной 0,2 мм и выше, нением жидкостного охлаждения в виде шириной 500-600 мм из полиэтилена стекающего по рукаву слоя жидкости низкой плотности. возрастает, так как при попадании жидкости- на пленку наружные слои поЕсли же кольцевой поток жидкости лимера практически мгновенно перехо- 30 подавать с усилием» не превышающим дят в высокоэластичное состояние, сил сопротивления рукава, то давлераздув рукава прекращается и толпцта ния слоя жидкости, стекающего по рупленки остается такой же, какой она каву, будет недостаточно для устранебыла в момент попадания на нее жидния поперечных колебаний рукава откости. Если при этом рукав совершает 3 5 носительно оси экструзии, которые периодические колебания относительно вызовут локальные колебания толщины оси экструзии, то в зоне раздува рупленки по периметру. кава происходят локальные изменения Ближайшим по технической сущности толщины пленки по периметру, которые и достигаемому результату к изобрезатем охлаждаются слоем жидкости. 40 тению является способ изготовления рукавной полимерной пленки, заключаюБ известном способе кольцевой пощийся в экструзии рукава пленки вниз ток жидкости имеет такие размеры и с последующим раздувом, охлаждении подается с таким усилием, чтобы конкольцевым слоем жидкости, обжиме рутактировать с рукавом в виде непрерывного кольцевого слоя жидкости, ра~45 кава по периметру и намотке С 21. В последнем способе обжим рукава диально направленное внутрь давление осуществляют гибким элементом, выкоторого достаточно для сведения к полненным в виде сетки. минимуму поперечных колебаний рукава Недостатком последнего способа относительно оси экструзии. Недостатком известного способа я в - 5 0 является сложность его технического осуществления и низкое качество пленляется то, что для создания слоя ки (продольные "следы" на рукаве жидкости, способного за счет радиальлокальная раэнотолщинноетъ рукава по ного давления устранить (свести к мипериметру) в результате деформационнимуму) поперечные колебания рукава, ного воздействия неподвижного обжинеобходимо подать на рукав в зоне 55 мающего рукав гибкого элемента на те раздува кольцевой поток жидкости с участки движущегося вниз полимернотаким усилием, лоторое соизмеримо, ас го рукава, находящегося в вязкотекузачастую и превосходит силы сопротив 836888 чем, состоянии, которые контактируют с этим элементом. Б результате этого воздействия, слой жидкости вытесняется с этих участков рукава, охлаждение происходит менне интенсивно и 5 они растягиваются, то есть становятся более тонкими по сравнению с остальными участками рукава. Целью изобретения является повышение качества пленки. 10 Достигается указанная цель благодаря тому, что в способе изготовления рукавной полимерной пленки, з а ключающемся в 'экструзии рукава пленки вниз с последующим раздувом, ох- 15 лаждении кольцевым споем жидкости, обжиме рукава по периметру и намотке, раздув рукава пленки производят до диаметра, не превышающего удвоенного диаметра рукава в начале раздува, 20 а обжим рукава осуществляют после охлаждения сплошным стекающим слоем жидкости участка рукава длиной,не превышающей диаметра рукава пленки полос раздува. На чертеже схематически изображен процесс производства рукавной полимерной пленки. Пленочный рукав 1 диаметром, равным До, экструдируют вертикально вниз 30 из кольцевой головки 2 и раздувают воздухом до конечного диаметра Др, причем должно соблюдаться условие: ют по п е р и м е т р у элементами 6 . Р у к а в I при э т о м с т а б и л и з и р у е т с я о т н о с и т е л ь н о оси э к с т р у з и и ( п о п е р е ч н ы е к о лебания рукава 1 исчезают) и в зоне р а з д у в а не в о з н и к а е т локальных и з м е нений толщины р у к а в а 1, Полученный таким о б р а з о м р у к а в 1 п о с л е зоны л о к а л ь н о г о обжима по периметру п л а в н о входит в у с т р о й с т в о 7 д л я придания ему плоской формы, а з а т е м в ы т я г и в а е т с я валами 8 и н а м а т ы в а е т с я н а п и нопь 9 . Стекающий в н и з сплошной с л о й ж и д кости 5 н а у ч а с т к е л о к а л ь н о г о обжима р а з р ы в а е т с я н а отдельные с т р у й к и и стекает в ванну-сборник 10, откуда насосом (на чертеже не показан) подается в устройство 3. В данном способе условия охлаждения рукава 1 пленки ограничены сопротивлением рукава 1 в месте контакта с жидкостью, и длина зоны сплошного стекающего слоя жидкости, которая не должна превышать одного диаметра Д^, рукава после раздува, соответствует тому, что силы динамического воздей-1 ствия кольцевого потока жидкости не превышают силы сопротивления рукава 1, обусловленные вязкостными свойствами расплава полимера в зоне раздува. Если, изменив условия охлаждения, а именно регулируя расходом насоса, подать на рукав 1 кольцевой поток ; жидкости 4 большей интенсивности, чтобы образовать стекающий слой жидкости 5 длиной более одного диаметра ,Др рукава 1, то при этом рукав 1 будет деформироваться и полученная таким образом пленка будет иметь значительные отклонения толщины по периметру. 37 *• Затем, на определенном расстоянии от головки 2, на рукав 1 из 35 устройства 3 подают кольцевой сходящийся поток жидкости, например воды 4, с усилием, не превышающим сил сопротивления пленочного рукава 1, обусловленных вязкостными свойства- 4 0 ми расплава полимера. Этот поток жидкости образует, начиная с линии контакт жидкости с рукавом 1, сплошУказанные условия справедливы • • ной ограниченный только рукавом 1 только для случая, когда конечный , стекающий вниз слой жидкости 5 длиной 45 /диаметр рукава Д рие превышает дна- ' не более одного диаметра Д_ рукава 1 метр рукава в начале раздува Д в в 2 'после раздува. Начиная с линии кон-' раза. -п с такта жидкости с рукавом 1, внешние Если -чг >2, то периметр конечнослои полимера практически мгновенно го диаметра рукава возрастает напереходят в высокоэластичное состоя- 50 столько, что вес сплошного слоя жидние, раздув 'рукава 1 прекращается кости, находящегося на рукаве, начии на участке длиной не более одного нает самопроизвольно вытягивать рудиаметра Др рукава после раздува прокав в зоне раздува. Это нарушает норисходит охлаждение рукава 1 до комальный процесс производства пленки. нечной температуры. 55 Условия стабилизации рукава 1 (локальный обжим по периметру) в данНа р а с с т о я н и и не менее о д н о г о д и а ном способе ограничены длиной зоны м е т р а Др р у к а в а 1 о т линии к о н т а к т а стекающего слоя жидкости (зоны охпажс жидкостью р у к а в 1 л о к а л ь н о обжима 5 836888 6 дения рукава). Если локальный обжим дения (зона стекающего слоя жидкосрукава по периметру произвести на ти и зона обжима рукава расположены участке рукава со сплошным слоем жидна одинаковом расстоянии от торца эк-. кости, то в результате деформационструзионной головки). ного воздействия элементов 6, обжи5 Таким образом, предлагаемая помающих рукав 1 , сплошной слой жидследовательность выполнения операций кости 5 разорвется на отдельные охлаждения, и локального обжима руструйки, охлаждение пленки в местах кава при указанных выше длине зоны разрыва резко уменьшится и рукав 1, охлаждения и степени раздува (степень не охлажденный до температуры затвер- *° раздува - отношение конечного диамет-| девалия полимера, начнет раздуватьра рукава к диаметру рукава в начася, что повлечет за собой образовале раздува) обеспечивает получение Кие участков рукава с различной толкачественной пленки и упрощение спошиной по периметру. соба ее производства за счет ликвидаКачество пленки ухудшится еще ' ^ ции гибкого обжимающего элемента в больше, если локальный обжим рукавиде сетки, требующего специальных ва I производить в начале зоны охлажсредств его крепления, "у . ;. Составитель Н. Павлова Е£3212к_1!..1!2Е2 Е£2ЕЕеЦЛіІ£.ІЙЛЙЙ._ !&Р..1.Е Заказ 174О7ДСП "тираж 568 ~ Подписное В И П Государственного комитета СССР НИИ по делам изобретений и открытий Филиал ППП-"Патент", г. Ужгород, ул. Проектная»
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of producing tubular polymer film
Автори англійськоюHapon Viktor Semenovych, Senatos Volodymyr Oleksiiovych, Radchenko Leonid Borysovych, Pietukhov Arkadii Demianovych
Назва патенту російськоюСпособ изготовления рукавной полимерной пленки
Автори російськоюГапон Виктор Семенович, Сенатос Владимир Алексеевич, Радченко Леонід Борисович, Петухов Аркадий Демьянович
МПК / Мітки
МПК: B29L 23/00, B29C 47/00
Мітки: плівки, полімерної, рукавної, спосіб, виготовлення
Код посилання
<a href="https://ua.patents.su/4-11506-sposib-vigotovlennya-rukavno-polimerno-plivki.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення рукавної полімерної плівки</a>
Кільце для повітряного охолодження рукавної полімерної плівки
Номер патенту: 5322
Опубліковано: 28.12.1994
Автори: Ведь Григорій Іванович, Сенатос Володимир Олексійович
МПК: B29L 23/00, B29C 35/04, B29C 47/88
Мітки: повітряного, кільце, охолодження, плівки, полімерної, рукавної
Формула / Реферат:
Кольцо для воздушного охлаждения рукавной полимерной пленки, содержащее установленное с возможностью вращения относительно продольной его оси корпус, соединенное с ним основание с отверстиями и неподвижно смонтированные патрубки подвода воздуха, отличающееся тем, что, с целью повышения качества рулонов пленки за счет снижения ее разнотолщинности, оно снабжено установленным жестко между основанием и патрубками подвода воздуха тороидальным...
Спосіб виготовлення рукавної плівки
Номер патенту: 11510
Опубліковано: 25.12.1996
Автори: Сенатос Володимир Олексійович, Говтвян Михайло Кузьмич, Телюкін Валерій Володимирович
МПК: B29L 23/00, B29C 47/92
Мітки: виготовлення, рукавної, спосіб, плівки
Формула / Реферат:
Способ изготовления рукавной пленки, включающий экструзию заготовки из термопластичного полимера через формующую головку, регулировку параметров процесса формования по температуре пленки в зоне между линией затвердевания полимера н формующей головкой изменением скорости потока охлаждающего воздуха, сравнение регулируемой температуры с заданной и подачу пленки в валки тянущего устройства, отличающийся тем, что, с целью повышения...
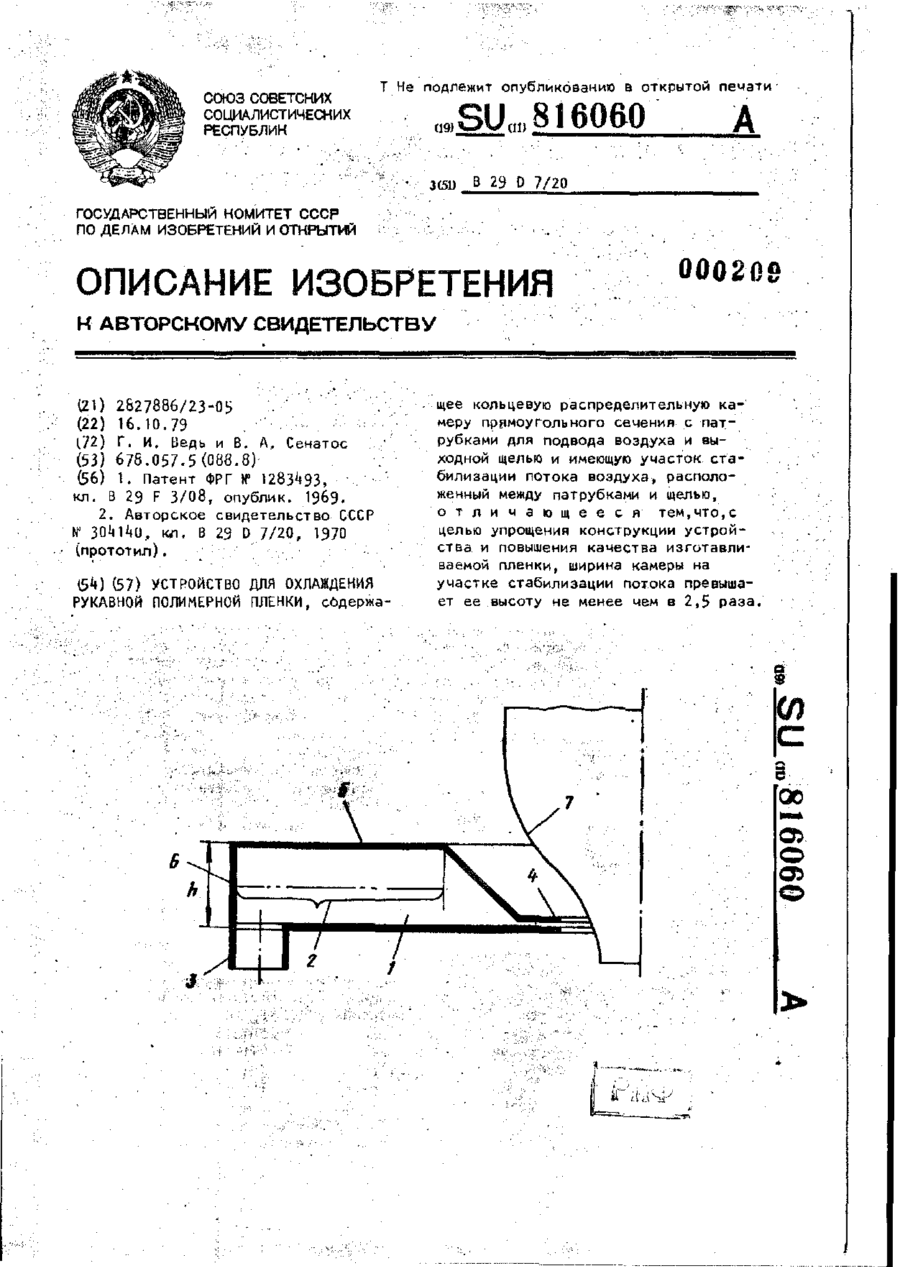
Пристрій для охолодження рукавної полімерної плівки
Номер патенту: 11507
Опубліковано: 25.12.1996
Автори: Сенатос Володимир Олексійович, Ведь Григорій Іванович
МПК: B29D 7/00
Мітки: полімерної, плівки, рукавної, охолодження, пристрій
Формула / Реферат:
Устройство для охлаждения рукавной полимерной пленки, содержащее кольцевую распределительную камеру прямоугольного сечения с патрубками для подвода воздуха и выходной щелью и имеющую участок стабилизации потока воздуха, расположенный между патрубками и щелью, отличающееся тем, что, с целью упрощения конструкции устройства и повышения качества изготавливаемой пленки, ширина камеры на участке стабилизации потока превышает ее высоту не менее...
Спосіб виготовлення термохромної плівки
Номер патенту: 8193
Опубліковано: 29.03.1996
Автори: Тищенко Віталій Гаврилович, Шевчук Сергій Валерійович
МПК: B05D 1/38
Мітки: виготовлення, плівки, термохромної, спосіб
Формула / Реферат:
Способ изготовления термохромной пленки, включающий последовательное нанесение на подложку слоев из водного раствора гидрофильного полимера, из водной эмульсии холестерических жидких кристаллов, содержащей указанный полимер, из суспензии сажи в водном растворе того же полимера, и их сушку, отличающийся тем, что, с целью увеличения яркости цвета пленки и сокращения времени ее изготовления, каждый нанесенный слой охлаждают до гелсобраз ного...
Спосіб регулювання діаметра рукава екструдованої плівки
Номер патенту: 5161
Опубліковано: 28.12.1994
Автори: Сенатос Володимир Олексійович, Значковський Борис Миколайович
МПК: B29D 7/00
Мітки: екструдованої, спосіб, плівки, діаметра, рукава, регулювання
Формула / Реферат:
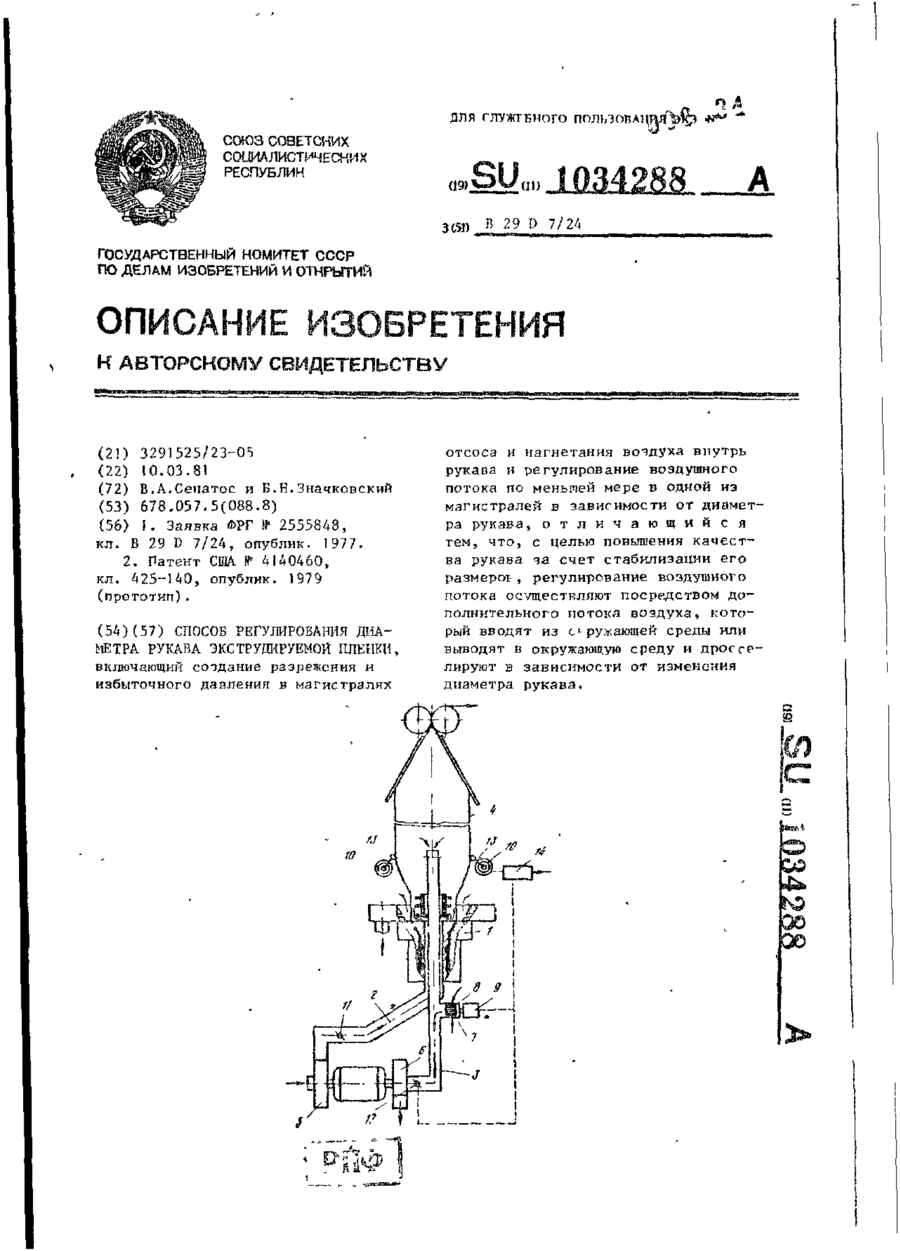
Способ регулирования диаметра рукава экструдируемой пленки, включающий создание разрежения и избыточного давления в магистралях отсоса и нагнетания воздуха внутрь рукава и регулирование воздушного потока по меньшей мере в одной из магистралей в зависимости от диаметра рукава, отличающийся тем, что, с целью повышения качества рукава за счет стабилизации его размеров, регулирование воздушного потока осуществляют посредством дополнительного...
Попередній патент: Розпилюючий пристрій
Наступний патент: Пристрій для здрібнення переважно відходів полімерних матеріалів
Випадковий патент: Пиловловлювач металопористий