Спосіб виготовлення рукавної плівки
Номер патенту: 11510
Опубліковано: 25.12.1996
Автори: Говтвян Михайло Кузьмич, Сенатос Володимир Олексійович, Телюкін Валерій Володимирович
Формула / Реферат
Способ изготовления рукавной пленки, включающий экструзию заготовки из термопластичного полимера через формующую головку, регулировку параметров процесса формования по температуре пленки в зоне между линией затвердевания полимера н формующей головкой изменением скорости потока охлаждающего воздуха, сравнение регулируемой температуры с заданной и подачу пленки в валки тянущего устройства, отличающийся тем, что, с целью повышения производительности процесса производства пленки для различных режимов формования, скорость потока охлаждающего воздуха увеличивают до появления вибрации пленочного рукава, а затем увеличивают производительность установки до момента достижения заданной высоты расположения линии затвердевания полимера либо заданной температуры пленки на входе в валки тянущего устройства.
Текст
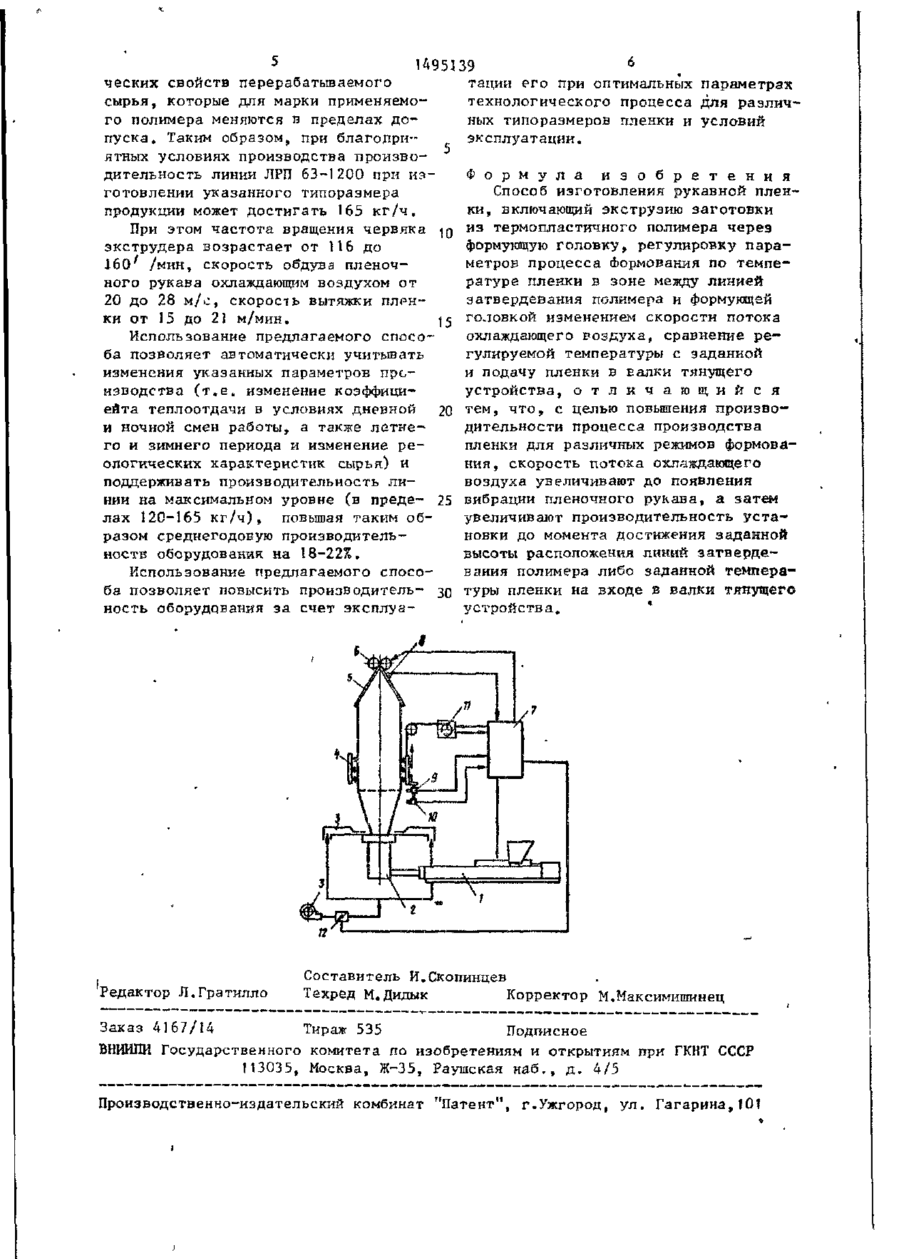
Изобретение относится к переработке пластмасс и может быть исполь зовано в оборудовании для производства рукавных полимерных пленок. Целью изобретения является повышение производительности процесса производства пленки для различных режимов формования. Способ изготовления рукавной пленки включает экструзию заготовки через формующую головку и регулировку параметров процесса формования по температуре пленки в зоне между линией затвердевания полимера и формующей головкой. Причем скорость потока охлаждающего воздуха увеличивают до появления вибрации пленочного рукава с последующим увеличением производительности до момента достижения заданной высоты расположения линии затвердевания полимера либо заданной температуры пленки на входе в валки тянущего устройства. І ил. Изобретение относится к области переработки пластических масс и может быть использовано в техническом оборудовании для производства рукав• ных полимерных пленок. Целью изобретения является повышение производительности процесса производства пленки для различных режимов формования. На чертеже схематично показана линия для производства рукавных пленок, Установка для производства рукавных пленок, реализующая способ, содержит экструдер 1 т формующую головку 2, систему 3 воздушного охлаждения пленочного рукава , стабилизирующее 4, складывающее 5, тяну щей 6 устройства,, Система автоматического управления процессом включает микропроцессор 7, датчик 8 температуры пленки на входе в тянущее устройство 6, датчик 9 положения за-* тверцеваиня полимера, датчик 10 вибрации рукава, электропривод 11 вертикального перемещения стабилизирующего устройства 4 с датчиком его положения > заслонку 12, регулирующую интенсивность охлаждения пленочного рукава-. Предложенный способ изготовления рукавной пленки включает следующие стадии» Расплав полимера с помощью экструдера 1-экструдируется через форму U95139 ющую головку 2 в виде заготовки пленочного рукава, которая растягивается в продольном направлении ^ помощью тянущего устройства 6, в поперечном направлении с помощью сжатого воздуха и охлаждается с помощью системы 3 воздушного охлаждения, Полученный пленочный рукав складывается с помощью складывающего устройства 5 Ю и по лентопротяжному тракту поступает на намоточный станок, где наматывается в рулон (не показано). Автоматическое регулирование процессе производства пленки осуществляется 15 следующим образом. В систему автоматического регулирования вводятся значения: ность технологического режима производства пленки и ухудшается качество продукции. Появление вибрации пленочного рукава фиксируется датчиком 10 ; дающим запрет на дальнейшее открытие заслонки 12, либо до полного открытия заслонки 12 (если вибрация рукава не наблюдается). Регулирование параметров процесса производства пленки (производительности, скорости вытяжки, интенсивности охлаждения) приводит к измене* нию высоты расположения линии затвердевания полимера, которая контролируется с помощью датчика 9. По сигналу от датчика 9 микропроцессор 7 вырабатывает управляющий сигнал, который поступает на электропривод 11 температуры пленки на входе Б валки тянущего устройства 6, которая 20 вертикального перемещения стабилизирующего устройства 4, Электропривод!! регламентируется условиями слипаемосперемещает стабилизирующее устройстти полимера; во А таким образом, что датчик 9, за-f максимальная высота расположения крепленный на стабилизирующем устлинии затвердевания полимера для данройстве 4, располагается на уровне ного типоразмера пленки, обеспечиваю- " линии затвердевания (либо смещен от щая требуемые физико-механические нее на постоянную величину). свойства продукции и устойчивый технологический режим; Повышение производительности линии после стабилизации интенсивности температура затвердевания перерабатываемого полимера (в случае, если 30 охлаждения пленочного рукава приводит к повышению температуры ппенки на датчик 9 положения линии затвердевавходе в валки тянущего устройства 6 ния выполнен в виде датчика темпеи к увеличению высоты расположения ратуры) . линии затвердевания полимера. Когда В процессе работы линии микропроцессор 7 регулирует частоту вращения1 35 температура пленки, контролируемая датчиком 8, либо высота расположения червяка экструдера 1, дискретно полинии затвердевания полимера, контровышая ее (например, на 2 ед/мин с лируемая датчиком 9, достигнут паузой 3-4 мин)» В соответствии с заданной (для данного типоразмера повышением частоты вращения червяка увеличивается частота вращения вал40 пленки) величины, микропроцессор 7 по сигналу датчика ^ или датчика поков тянущего устройства 6, что обесложения стабилизирующего устройстпечивает поддержание заданной толва 4 вырабатывает сигнал на стабилищины пленочного рукава. При этом зацию (т.е. приращение прироста) вследствие повышения производительности линии температура пленки на 45 частоты вращения червяка экструдет ра 1. входе в тянущее устройство 6 увеличи.вается. Изменение температуры пленки П р и м е р . При производстве пленфиксируется датчиком 8 и служит сигки изЇЇЗНЇЇшириной рукава в сложенналов для увеличения угла открытия ном виде 1200 мм и толщиной полотна заслонки 12, т.е. увеличения интек50 0,06 мм паспортная производительсивности охлаждения пленочного руканость линии ЛРП 63-1200 составляет ва и изменения скорости потока охлаждаю120 кг/ч. Максимальная производительщего воздуха в зоне между линией затверность линии при производстве пленки девания и формующей головкой 2,Интенданного типоразмера может быть выше сивность охлаждения пленочного рука- 55 паспортной и зависит от условий ©ква увеличивают до появления Вибрации ружающей среды (температура и влажрукава под действием воздушного потоность воздуха, определяющие коэффика. При дальнейшем увеличении интенциент теплоотдачи от пленочного рукасивности обдува нарушается стабильва к воздуху), а также от реологи 5 6 14951 39 ческих свойств перерабатьшаемого тации его при оптимальных параметрах сырья, которые для марки применяемотехнологического процесса для различго полимера меняются в пределах д о ных типоразмеров пленки и условий пуска. Таким образом, при благодриэксплуатации. 5 ятных условиях производства произвоФ о р м у л а и з о б р е т е н и я дительность линии ЛРП 63-1200 при и з Способ изготовления рукавной пленготовлении указанного типоразмера ки, включающий экструзию заготовки продукции может достигать 165 к г / ч . из термопластичного полимера через При этом частота вращения червяка JQ формующую головку, регулировку п а р а экструдера возрастает от П 6 до метров процесса Формования по темпе1 6 0 ' /мин, скорость обдува пленочратуре пленки в зоне между линией ного рукава охлаждающим воздухом от затвердевания полимера и формующей 20 до 28 м / с , скорость вытяжки ПЛРНголовкой изменением скорости потока ки от 15 до 21 м/мин. )5 охлаждающего воздуха, сравнение р е Использование предлагаемого спосогулируемой температуры с заданной ба позволяет автоматически учитывать и подачу пленки в Еалки тянущего изменения указанных параметров проустройства, о т л и ч а ю щ и й с я изводства ( т . е . изменение коэффицитем, ч т о , с целью повышения произвоента теплоотдачи в условиях дневной 20 дительности процесса производства и ночной смен работы, а также л е т н е пленки для различных режимов формоваго и зимнего периода и изменение р е ния, скорость потока охлаждающего ологических характеристик сырья) и воздуха увеличивают до появления поддерживать производительность ливибрации пленочного рукава, а затем нии на максимальном уровне (в преде- 25 увеличивают производительность у с т а лах 120-165 к г / ч ) , повышая таким обновки до момента достижения заданной разом среднегодовую производительвысоты расположения линий з а т в е р д е ности оборудования на 18-22%, ЕПНИЯ полимера либо заданной темпераИспользование предлагаемого спосотуры пленки на входе в валки тянущего ба позволяет повысить производитель- 30 устройства. * ность оборудования за счет эксплуа Редактор Л.Гратилло Составитель И.Скопинцев Техред М.Дидык Корректор М.Максимишинец Заказ 4167/14 Тираж 535 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская н а б . , д . 4/5 Производственно-издательский комбинат "Патент", г.Ужгород, ул. Гагарина,101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of producing tubular sheeting
Автори англійськоюHovtvian Mykhailo Kuzmych, Senatos Volodymyr Oleksiiovych, Teliukin Valerii Volodymyrovych
Назва патенту російськоюСпособ изготовления рукавной пленки
Автори російськоюГовтвян Михаил Кузьмич, Сенатос Владимир Алексеевич, Телюкин Валерий Владимирович
МПК / Мітки
МПК: B29C 47/92, B29L 23/00
Мітки: плівки, виготовлення, рукавної, спосіб
Код посилання
<a href="https://ua.patents.su/4-11510-sposib-vigotovlennya-rukavno-plivki.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення рукавної плівки</a>
Пристрій для охолодження рукавної полімерної плівки
Номер патенту: 11507
Опубліковано: 25.12.1996
Автори: Сенатос Володимир Олексійович, Ведь Григорій Іванович
МПК: B29D 7/00
Мітки: пристрій, полімерної, охолодження, плівки, рукавної
Формула / Реферат:
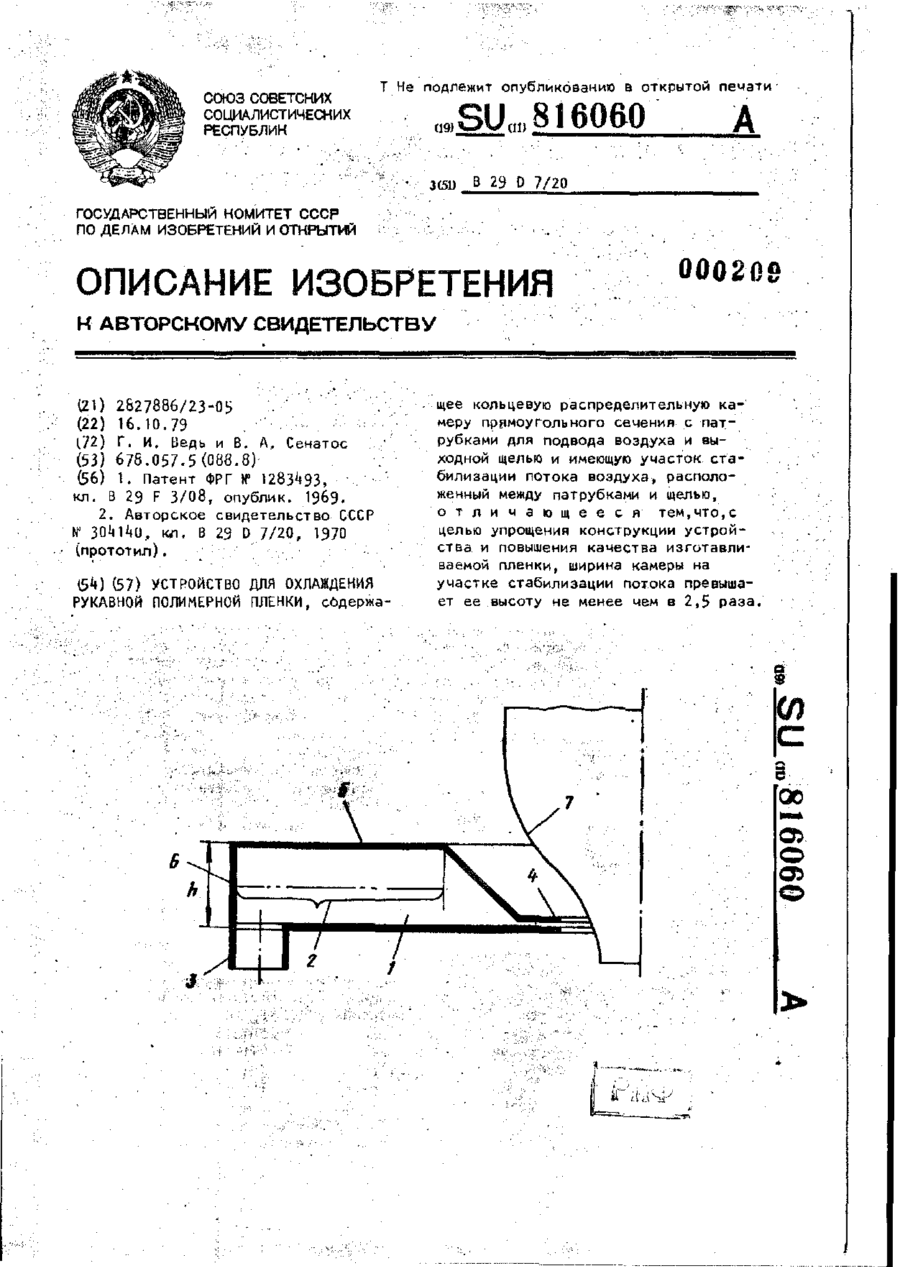
Устройство для охлаждения рукавной полимерной пленки, содержащее кольцевую распределительную камеру прямоугольного сечения с патрубками для подвода воздуха и выходной щелью и имеющую участок стабилизации потока воздуха, расположенный между патрубками и щелью, отличающееся тем, что, с целью упрощения конструкции устройства и повышения качества изготавливаемой пленки, ширина камеры на участке стабилизации потока превышает ее высоту не менее...
Кільце для повітряного охолодження рукавної полімерної плівки
Номер патенту: 5322
Опубліковано: 28.12.1994
Автори: Ведь Григорій Іванович, Сенатос Володимир Олексійович
МПК: B29C 35/04, B29L 23/00, B29C 47/88
Мітки: повітряного, полімерної, охолодження, кільце, рукавної, плівки
Формула / Реферат:
Кольцо для воздушного охлаждения рукавной полимерной пленки, содержащее установленное с возможностью вращения относительно продольной его оси корпус, соединенное с ним основание с отверстиями и неподвижно смонтированные патрубки подвода воздуха, отличающееся тем, что, с целью повышения качества рулонов пленки за счет снижения ее разнотолщинности, оно снабжено установленным жестко между основанием и патрубками подвода воздуха тороидальным...
Спосіб виготовлення термохромної плівки
Номер патенту: 8193
Опубліковано: 29.03.1996
Автори: Тищенко Віталій Гаврилович, Шевчук Сергій Валерійович
МПК: B05D 1/38
Мітки: термохромної, виготовлення, плівки, спосіб
Формула / Реферат:
Способ изготовления термохромной пленки, включающий последовательное нанесение на подложку слоев из водного раствора гидрофильного полимера, из водной эмульсии холестерических жидких кристаллов, содержащей указанный полимер, из суспензии сажи в водном растворе того же полимера, и их сушку, отличающийся тем, что, с целью увеличения яркости цвета пленки и сокращения времени ее изготовления, каждый нанесенный слой охлаждают до гелсобраз ного...
Спосіб регулювання діаметра рукава екструдованої плівки
Номер патенту: 5161
Опубліковано: 28.12.1994
Автори: Сенатос Володимир Олексійович, Значковський Борис Миколайович
МПК: B29D 7/00
Мітки: регулювання, спосіб, плівки, екструдованої, рукава, діаметра
Формула / Реферат:
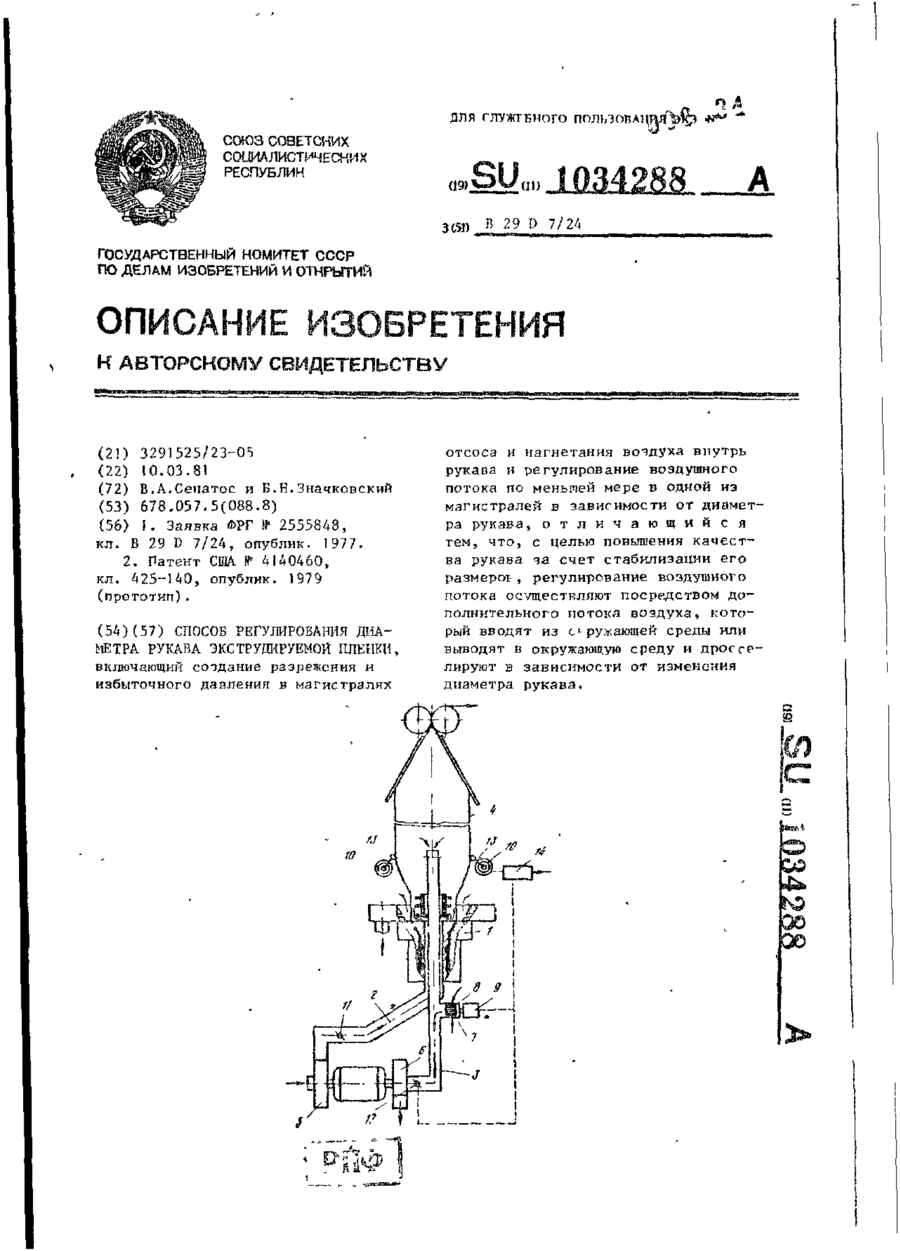
Способ регулирования диаметра рукава экструдируемой пленки, включающий создание разрежения и избыточного давления в магистралях отсоса и нагнетания воздуха внутрь рукава и регулирование воздушного потока по меньшей мере в одной из магистралей в зависимости от диаметра рукава, отличающийся тем, что, с целью повышения качества рукава за счет стабилизации его размеров, регулирование воздушного потока осуществляют посредством дополнительного...
Спосіб виготовлення індикаторних стрічок на основі поліетилентерефталатної плівки
Номер патенту: 8761
Опубліковано: 30.09.1996
Автори: Домінікян Галина Олександрівна, Радзюн Ольга Сергіївна, Орлов Сергій Павлович, Бакулін Валерій Сергійович
МПК: G01N 31/22
Мітки: стрічок, основі, індикаторних, плівки, спосіб, виготовлення, поліетилентерефталатної
Формула / Реферат:
Способ изготовления индикаторных лент на основе полиэтилентерефталатной пленки, включающий обработку поверхности пленки растворителем и нанесение индикаторного состава, отличающийся тем, что, с целью повышения чувствительности индикаторных лент благодаря повышению их удельной поверхности, обработку поверхности пленки проводят сначала раствором бихромата калия в концентрированной серной кислоте в течение 60-140 с, а затем разбавленной...
Попередній патент: Пристрій для безперервного просочування довгомірного матеріалу
Наступний патент: Стержневий ізолятор
Випадковий патент: Пристрій для дренування очеревинної порожнини