Спосіб кування опорних валків
Номер патенту: 117176
Опубліковано: 26.06.2017
Автори: Коляденко Артем Віталійович, Косілов Максим Сергійович, Марков Олег Євгенійович, Кальченко Петро Павлович

Формула / Реферат
Спосіб кування опорних валків, який полягає у встановленні злитка на нижню сферичну увігнуту плиту з отвором для осадження та подальше осадження злитка верхньою сферичною увігнутою плитою для осадження, який відрізняється тим, що хвостовик злитка спирається на дно підставної вставки з глухим отвором, розміщеної в отворі нижньої сферичної увігнутої плити для осадження.
Текст
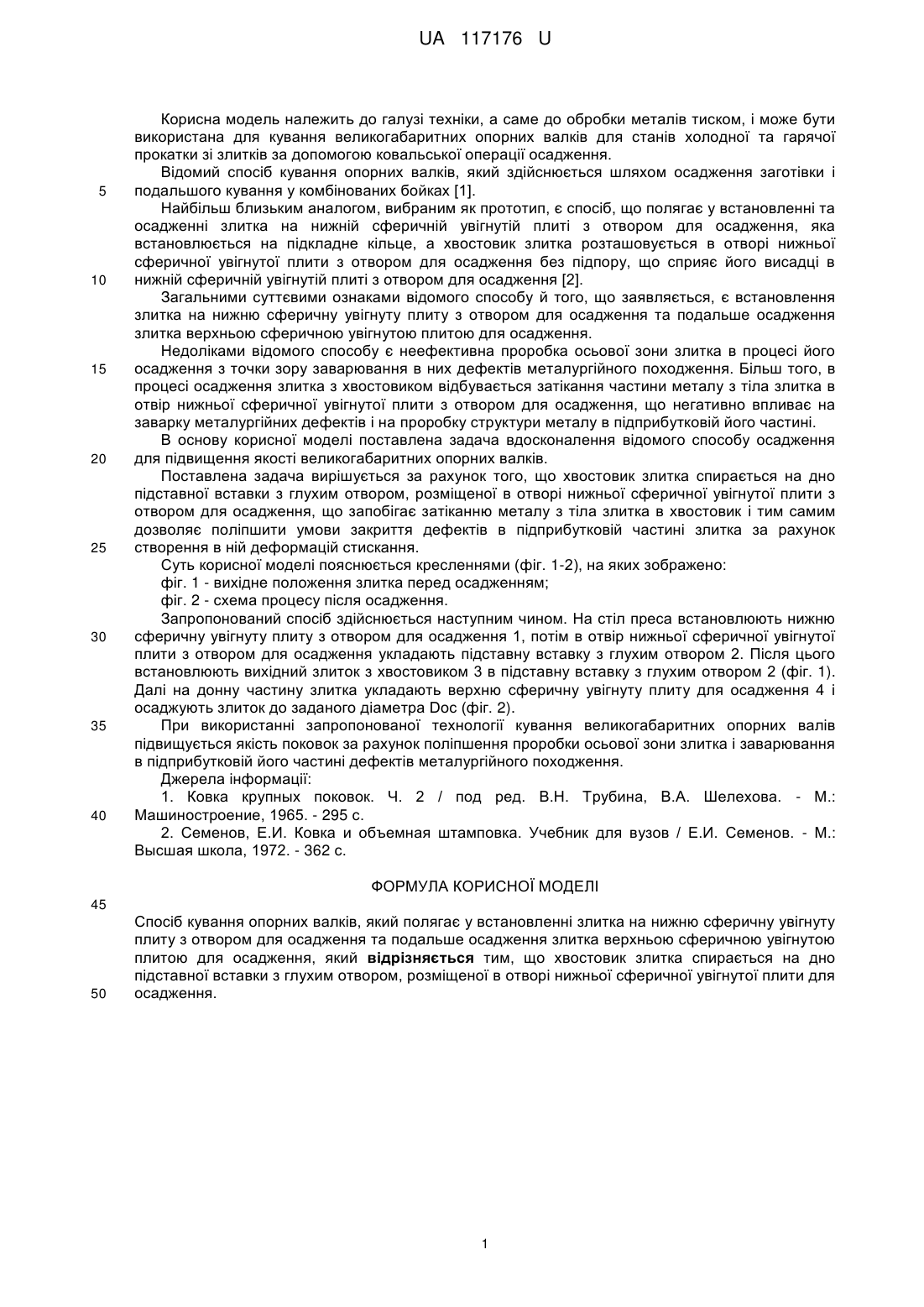
Реферат: Спосіб кування опорних валків полягає у встановленні злитка на нижню сферичну увігнуту плиту з отвором для осадження та подальше осадження злитка верхньою сферичною увігнутою плитою для осадження. Хвостовик злитка спирається на дно підставної вставки з глухим отвором, розміщеної в отворі нижньої сферичної увігнутої плити для осадження. UA 117176 U (54) СПОСІБ КУВАННЯ ОПОРНИХ ВАЛКІВ UA 117176 U UA 117176 U 5 10 15 20 25 30 35 40 Корисна модель належить до галузі техніки, а саме до обробки металів тиском, і може бути використана для кування великогабаритних опорних валків для станів холодної та гарячої прокатки зі злитків за допомогою ковальської операції осадження. Відомий спосіб кування опорних валків, який здійснюється шляхом осадження заготівки і подальшого кування у комбінованих бойках [1]. Найбільш близьким аналогом, вибраним як прототип, є спосіб, що полягає у встановленні та осадженні злитка на нижній сферичній увігнутій плиті з отвором для осадження, яка встановлюється на підкладне кільце, а хвостовик злитка розташовується в отворі нижньої сферичної увігнутої плити з отвором для осадження без підпору, що сприяє його висадці в нижній сферичній увігнутій плиті з отвором для осадження [2]. Загальними суттєвими ознаками відомого способу й того, що заявляється, є встановлення злитка на нижню сферичну увігнуту плиту з отвором для осадження та подальше осадження злитка верхньою сферичною увігнутою плитою для осадження. Недоліками відомого способу є неефективна проробка осьової зони злитка в процесі його осадження з точки зору заварювання в них дефектів металургійного походження. Більш того, в процесі осадження злитка з хвостовиком відбувається затікання частини металу з тіла злитка в отвір нижньої сферичної увігнутої плити з отвором для осадження, що негативно впливає на заварку металургійних дефектів і на проробку структури металу в підприбутковій його частині. В основу корисної моделі поставлена задача вдосконалення відомого способу осадження для підвищення якості великогабаритних опорних валків. Поставлена задача вирішується за рахунок того, що хвостовик злитка спирається на дно підставної вставки з глухим отвором, розміщеної в отворі нижньої сферичної увігнутої плити з отвором для осадження, що запобігає затіканню металу з тіла злитка в хвостовик і тим самим дозволяє поліпшити умови закриття дефектів в підприбутковій частині злитка за рахунок створення в ній деформацій стискання. Суть корисної моделі пояснюється кресленнями (фіг. 1-2), на яких зображено: фіг. 1 - вихідне положення злитка перед осадженням; фіг. 2 - схема процесу після осадження. Запропонований спосіб здійснюється наступним чином. На стіл преса встановлюють нижню сферичну увігнуту плиту з отвором для осадження 1, потім в отвір нижньої сферичної увігнутої плити з отвором для осадження укладають підставну вставку з глухим отвором 2. Після цього встановлюють вихідний злиток з хвостовиком 3 в підставну вставку з глухим отвором 2 (фіг. 1). Далі на донну частину злитка укладають верхню сферичну увігнуту плиту для осадження 4 і осаджують злиток до заданого діаметра Doc (фіг. 2). При використанні запропонованої технології кування великогабаритних опорних валів підвищується якість поковок за рахунок поліпшення проробки осьової зони злитка і заварювання в підприбутковій його частині дефектів металургійного походження. Джерела інформації: 1. Ковка крупных поковок. Ч. 2 / под ред. В.Н. Трубина, В.А. Шелехова. - М.: Машиностроение, 1965. - 295 с. 2. Семенов, Е.И. Ковка и объемная штамповка. Учебник для вузов / Е.И. Семенов. - Μ.: Высшая школа, 1972. - 362 с. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 50 Спосіб кування опорних валків, який полягає у встановленні злитка на нижню сферичну увігнуту плиту з отвором для осадження та подальше осадження злитка верхньою сферичною увігнутою плитою для осадження, який відрізняється тим, що хвостовик злитка спирається на дно підставної вставки з глухим отвором, розміщеної в отворі нижньої сферичної увігнутої плити для осадження. 1 UA 117176 U Комп’ютерна верстка Л. Ціхановська Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21J 5/00
Мітки: кування, опорних, спосіб, валків
Код посилання
<a href="https://ua.patents.su/4-117176-sposib-kuvannya-opornikh-valkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб кування опорних валків</a>
Спосіб кування дисків
Номер патенту: 98714
Опубліковано: 12.05.2015
Автори: Руденко Наталія Олександрівна, Марков Олег Євгенійович, Шарун Олена Олегівна, Ячмінь Юлія Олегівна
МПК: B21J 5/00
Мітки: дисків, кування, спосіб
Формула / Реферат:
Спосіб кування дисків, який полягає в осадженні заготівки випуклим інструментом з остаточним правленням плоскими плитами, який відрізняється тим, що зі злитка вирубується блок та осадження проводиться на увігнутій сферичній плиті.
Спосіб кування дисків
Номер патенту: 98716
Опубліковано: 12.05.2015
Автори: Руденко Наталія Олександрівна, Марков Олег Євгенійович
МПК: B21J 5/00
Мітки: спосіб, дисків, кування
Формула / Реферат:
Спосіб кування дисків, який полягає в осадженні заготівки верхньою випуклою плитою з остаточним правленням плоскими плитами, який відрізняється тим, що від злитка відділяється прибуткова частина, осадження здійснюється на увігнутій нижній плиті з проміжним кантуванням заготівки на 180°.
Спосіб кування дисків
Номер патенту: 98713
Опубліковано: 12.05.2015
Автори: Марков Олег Євгенійович, Ячмінь Юлія Олегівна, Маркова Марина Олександрівна
МПК: B21J 5/00
Мітки: дисків, кування, спосіб
Формула / Реферат:
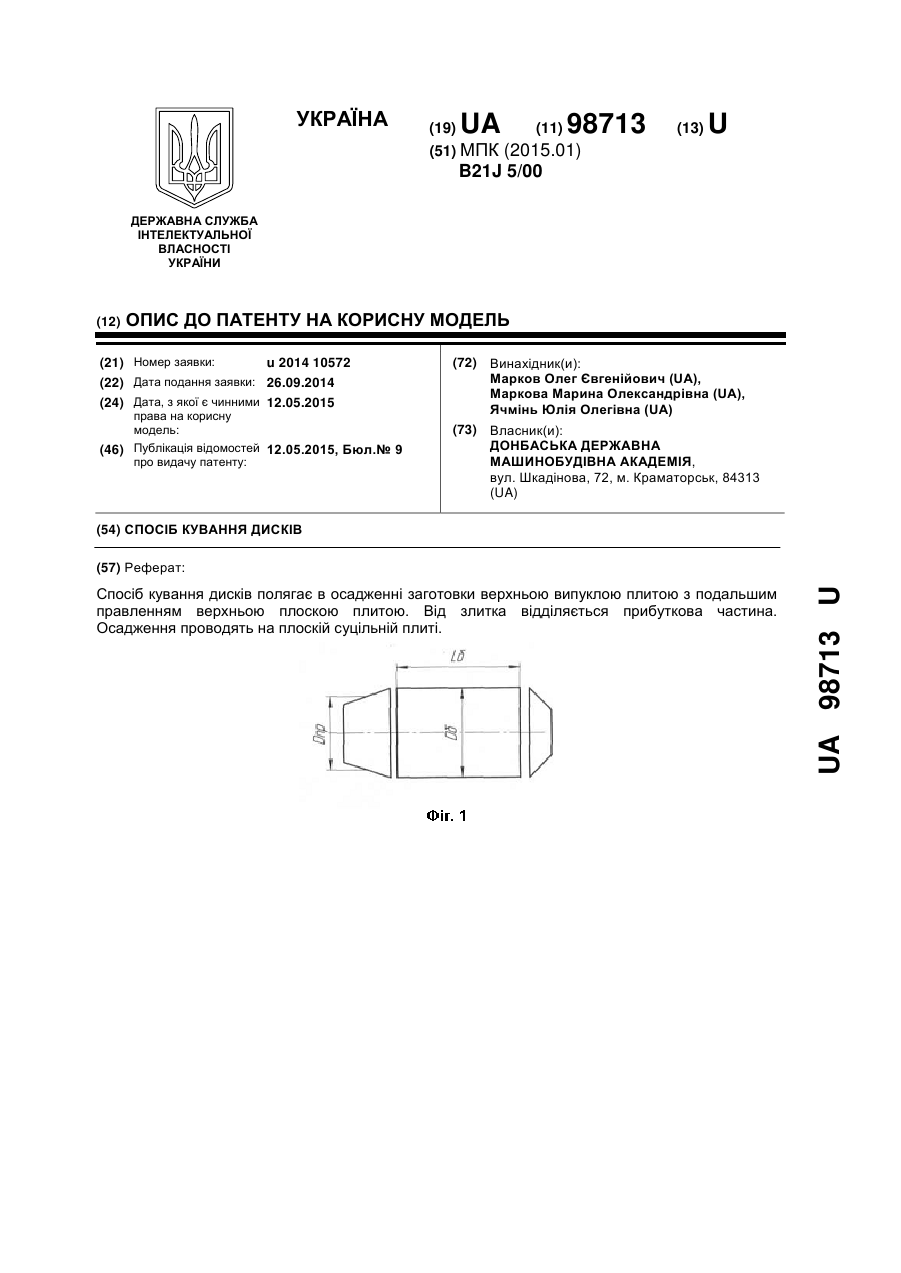
Спосіб кування дисків, який полягає в осадженні заготовки верхньою випуклою плитою з подальшим правленням верхньою плоскою плитою, який відрізняється тим, що від злитка відділяється прибуткова частина та осадження проводять на плоскій суцільній плиті.
Спосіб і пристрій для маніпулювання/транспортування робочих валків і/або опорних валків
Номер патенту: 93895
Опубліковано: 25.03.2011
Автор: Блехер Герхард
МПК: B21B 28/00, B21B 31/00
Мітки: робочих, спосіб, валків, опорних, пристрій
Формула / Реферат:
1. Пристрій для маніпулювання/транспортування робочих (7, 8) і/або опорних (5, 6) валків, що містить опорну конструкцію у вальцетокарній майстерні (2) для прийому робочих валків (7, 8) прокатної кліті, який відрізняється тим, що опорна конструкція (26) має перевальний візок (31), причому на верхній стороні (29) опорної конструкції (26) виконані рейки (30), на які спирається перевальний візок (31) з можливістю переміщування у бічному напрямку...
Пристрій для заміни робочих і опорних валків кліті кварто
Номер патенту: 114086
Опубліковано: 27.02.2017
Автори: Морозько Дмитро Володимирович, Барабаш Андрій Володимирович, Стряпчев Олександр Володимирович, Сатонін Олексій Олександрович, Одін Леонід Йосипович, Голинко Володимир Миколаєвич, Плугатар Віктор Семенович
МПК: B21B 31/10
Мітки: робочих, пристрій, кліті, заміни, опорних, кварто, валків
Формула / Реферат:
Пристрій для заміни робочих і опорних валків кліті кварто, що містить перевалочний гідроциліндр для опорних валків, піднімальну плиту, яка несе гідроциліндр з гаковою кареткою для витягування-введення робочих валків, візок поперечного переміщення робочих валків й пересувну в напрямку перевалки опорну платформу з консоллю, яка перекриває виступаючий хвостовик нижнього опорного валка на рівні перевалки робочих валків, який відрізняється тим, що...
Попередній патент: Прискорений спосіб прогнозування довговічності виробів із деревини та деревних композиційних матеріалів із урахуванням вологості
Наступний патент: Спосіб прискореного здійснення ходу наближення рухомої поперечини гідравлічного преса до поковки
Випадковий патент: Вимірювальний пост для автоматичного контролю якості природних вод