Спосіб і пристрій для маніпулювання/транспортування робочих валків і/або опорних валків
Формула / Реферат
1. Пристрій для маніпулювання/транспортування робочих (7, 8) і/або опорних (5, 6) валків, що містить опорну конструкцію у вальцетокарній майстерні (2) для прийому робочих валків (7, 8) прокатної кліті, який відрізняється тим, що опорна конструкція (26) має перевальний візок (31), причому на верхній стороні (29) опорної конструкції (26) виконані рейки (30), на які спирається перевальний візок (31) з можливістю переміщування у бічному напрямку для зміни комплектів робочих валків (7, 8), при цьому перевальний візок (31) виконаний з пристроями (32) для прийому комплектів (7, 8, 22) робочих валків.
2. Пристрій за п. 1, який відрізняється тим, що пристрої (32) для прийому комплектів (7, 8, 22) робочих валків розташовані на нижній стороні перевального візка (31) і виконані із забезпеченням можливості введення робочих валків (7, 8) в пристрій (32) і опори робочих валків (7, 8) в пристрої (32).
3. Пристрій за п. 1 або п. 2, який відрізняється тим, що опорна конструкція (26) має ліву частину (27) на лівому боці перевальної ями (10) і праву частину (28) на правому боці перевальної ями (10), причому зона над перевальною ямою (10) вільна для проїзду комплекту опорних валків.
4. Пристрій за п. 3, який відрізняється тим, що перевальний візок (31) виконаний з декількома роликами (36) і такої довжини, що можливе звільнення проміжку між лівою частиною (27) і правою частиною (28) опорної конструкції (26) для комплекту (5, 6) опорних валків.
5. Пристрій за будь-яким із пп. 1-4, який відрізняється тим, що в ньому передбачені щонайменше два пристрої (32) для одночасного прийому як спрацьованого, так і нового комплекту (7, 8, 22) робочих валків.
6. Пристрій за будь-яким із пп. 1-5, який відрізняється тим, що в ньому передбачений гідравлічний циліндр (33) з поршневим штоком (34) для бічного переміщування перевального візка (31) з пристроями (32).
7. Пристрій за будь-яким із пп. 3-6, який відрізняється тим, що перевальна яма (10) з'єднує вальцетокарну майстерню (2) з прокатним цехом (1), в якому стоїть прокатна кліть (4), причому в перевальній ямі (10) розташований з можливістю переміщування локомотив (9) для транспортування комплекту (7, 8, 22) робочих валків або комплекту (5, 6) опорних валків з прокатної кліті у вальцетокарну майстерню (2) або, відповідно, в прокатну кліть (4).
8. Пристрій за будь-яким із пп. 1-7, який відрізняється тим, що перевальна яма (10) розділена на верхню зону (17) і нижню зону (16), причому верхня зона (17) виконана ширшою за нижню зону (16), а нижня зона (16) виконана ширшою за локомотив (9).
9. Пристрій за будь-яким із пп. 3-8, який відрізняється тим, що перевальна яма (10) у верхній зоні (17) на своїх обох краях (18, 19) має відкидні платформи (20), на верхній стороні яких встановлені напрямні рейки (21), при цьому платформи (20) виконані з можливістю відкидання уверх для транспортування опорних валків (5, 6) і відкидання вниз у горизонтальне положення для транспортування робочих валків (7, 8), причому платформи (20) розташовані на відстані одна від одної.
10. Пристрій за п. 9, який відрізняється тим, що платформи виконані у вигляді зварених стальних конструкцій і для сприйняття навантаження спираються по боках на фундамент (11).
11. Спосіб маніпулювання/транспортування робочих валків у вальцетокарній майстерні з опорною конструкцією для прийому робочих валків, який відрізняється тим, що робочі валки (7, 8) тягнуть/переміщують за допомогою локомотива (9) з прокатної кліті (4) в прокатному цеху (1) у вальцетокарну майстерню (2), причому локомотив (9) переміщують в перевальній ямі (10), і вводять спрацьовані робочі валки (7, 8) у вальцетокарній майстерні (2) в один із щонайменше двох пристроїв (32) для прийому робочих валків (7, 8), причому пристрої (32) з'єднані з перевальним візком (31), виконаним з можливістю бічного переміщування по верхній стороні (29) опорної конструкції (26).
12. Спосіб за п. 11, який відрізняється тим, що використовують два пристрої (32) для одночасного прийому як спрацьованого, так і нового комплекту (7, 8, 22) робочих валків, причому оброблений/новий комплект (22) робочих валків, який вже знаходиться в правому з обох пристроїв (32), зсувають ліворуч на одну лінію з локомотивом (9), при цьому новий комплект (22) робочих валків потім опускають на платформи (20) з рейками (21) над перевальною ямою (10) і всувають в прокатну кліть (4).
13. Спосіб маніпулювання/транспортування опорних валків (5, 6) у вальцетокарній майстерні з опорною конструкцією (26) для прийому робочих валків (7, 8, 22), при цьому опорна конструкція (26) має ліву частину (27) на лівому боці перевальної ями (10) і праву частину (28) на правому боці перевальної ями (10), а зона над перевальною ямою (10) вільна для проїзду комплекту (5, 6) опорних валків, при здійсненні якого спрацьовані опорні валки (5, 6) тягнуть/переміщують за допомогою локомотива (9) з прокатної кліті в проміжок між лівою частиною (27) і правою частиною (28) опорної конструкції (26), при цьому локомотив переміщують в перевальній ямі (10).
14. Спосіб за п. 13, який відрізняється тим, що спрацьовані опорні валки (5, 6) підіймають за допомогою крана з перевальної ями (10) у вальцетокарній майстерні (2).
15. Спосіб за п. 14, який відрізняється тим, що новий комплект опорних валків встановлюють в перевальну яму (10) і переміщують його за допомогою локомотива (9) в прокатну кліть (4).
Текст
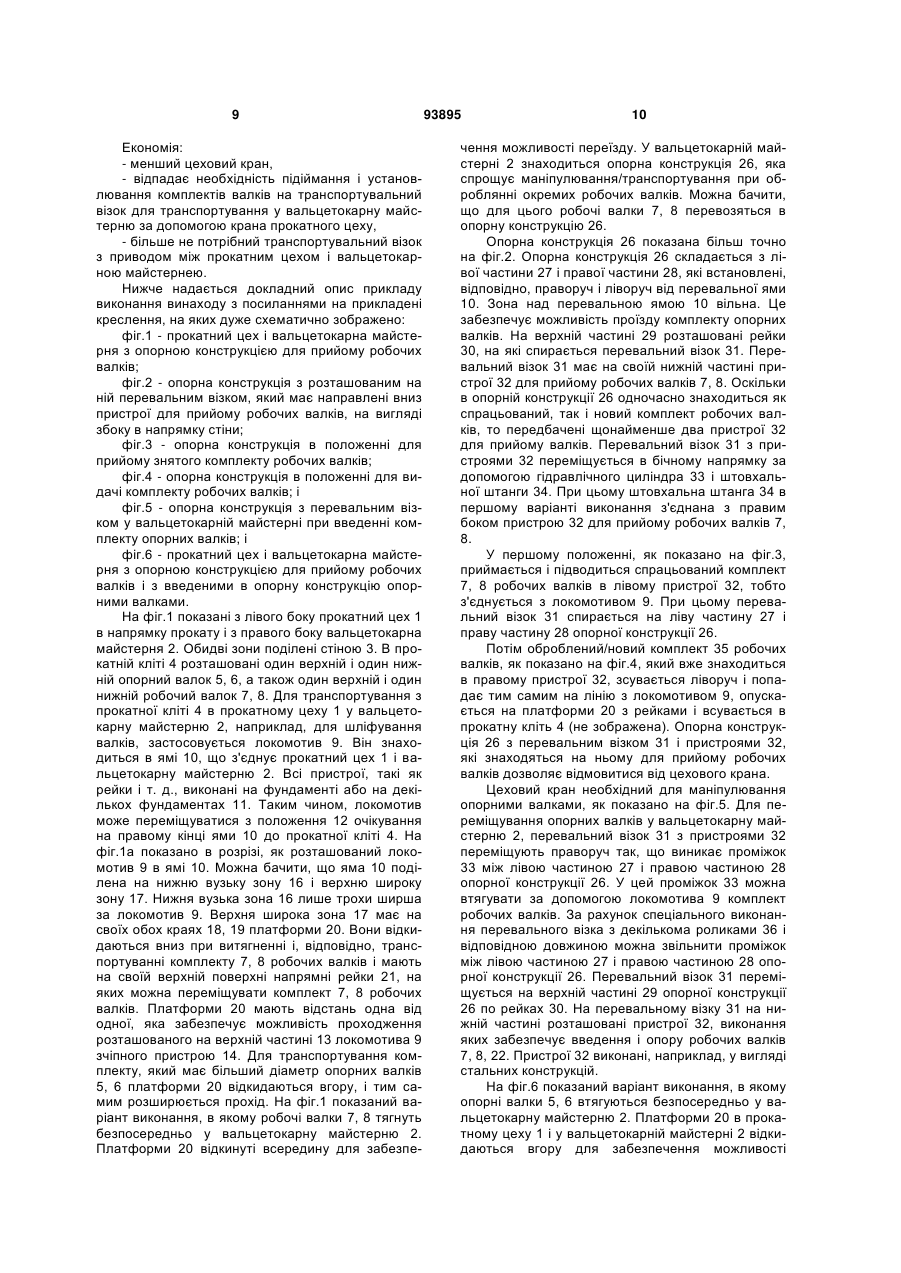
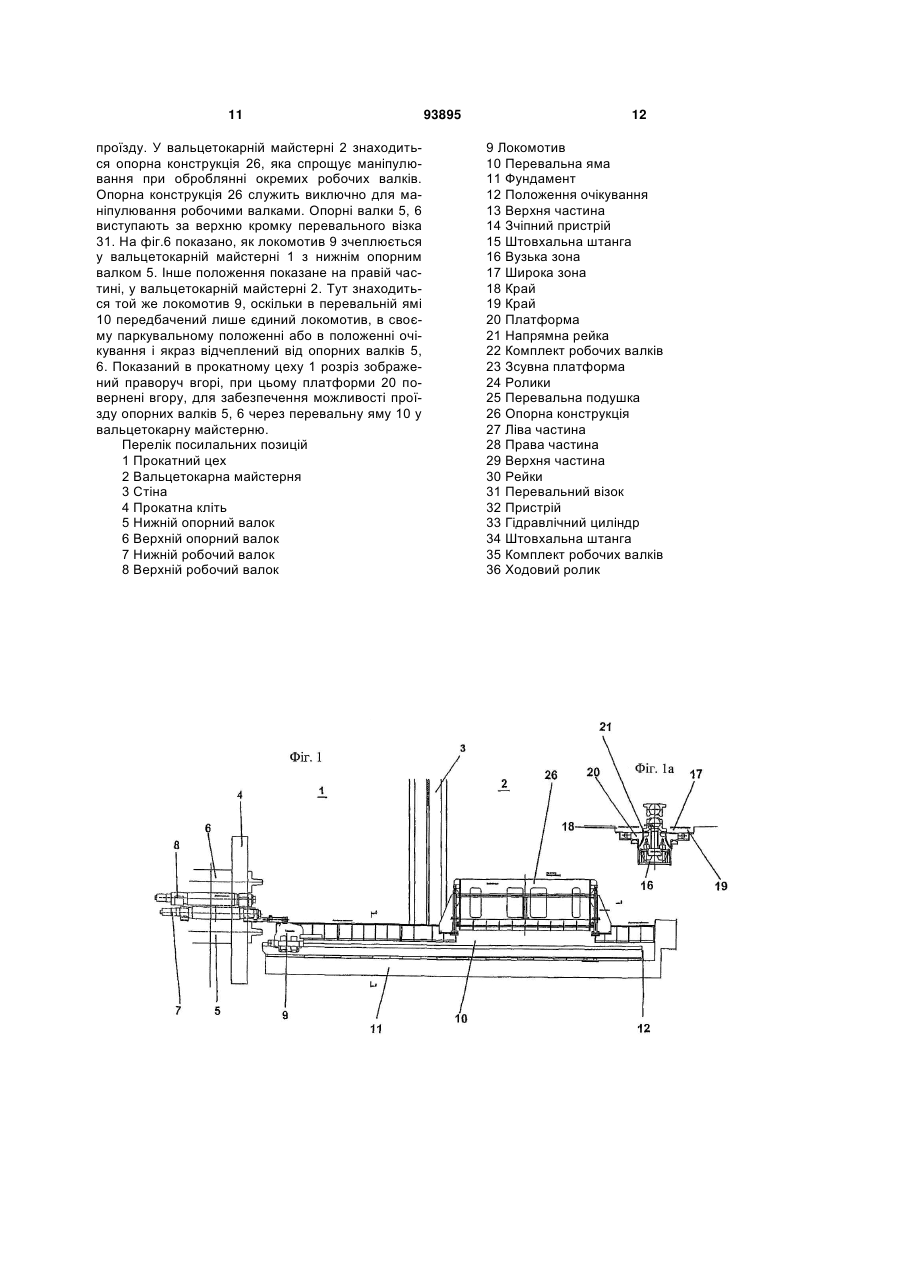
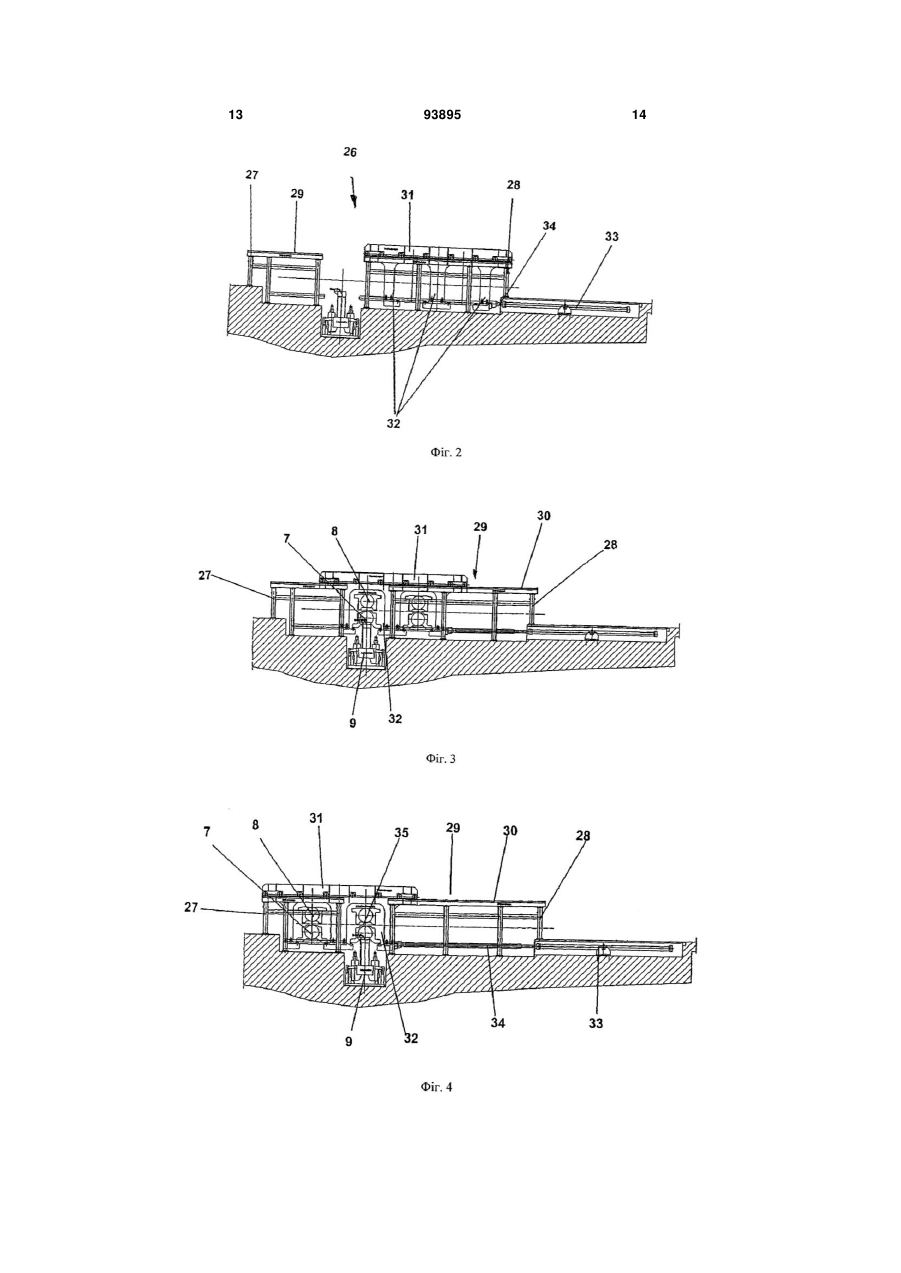
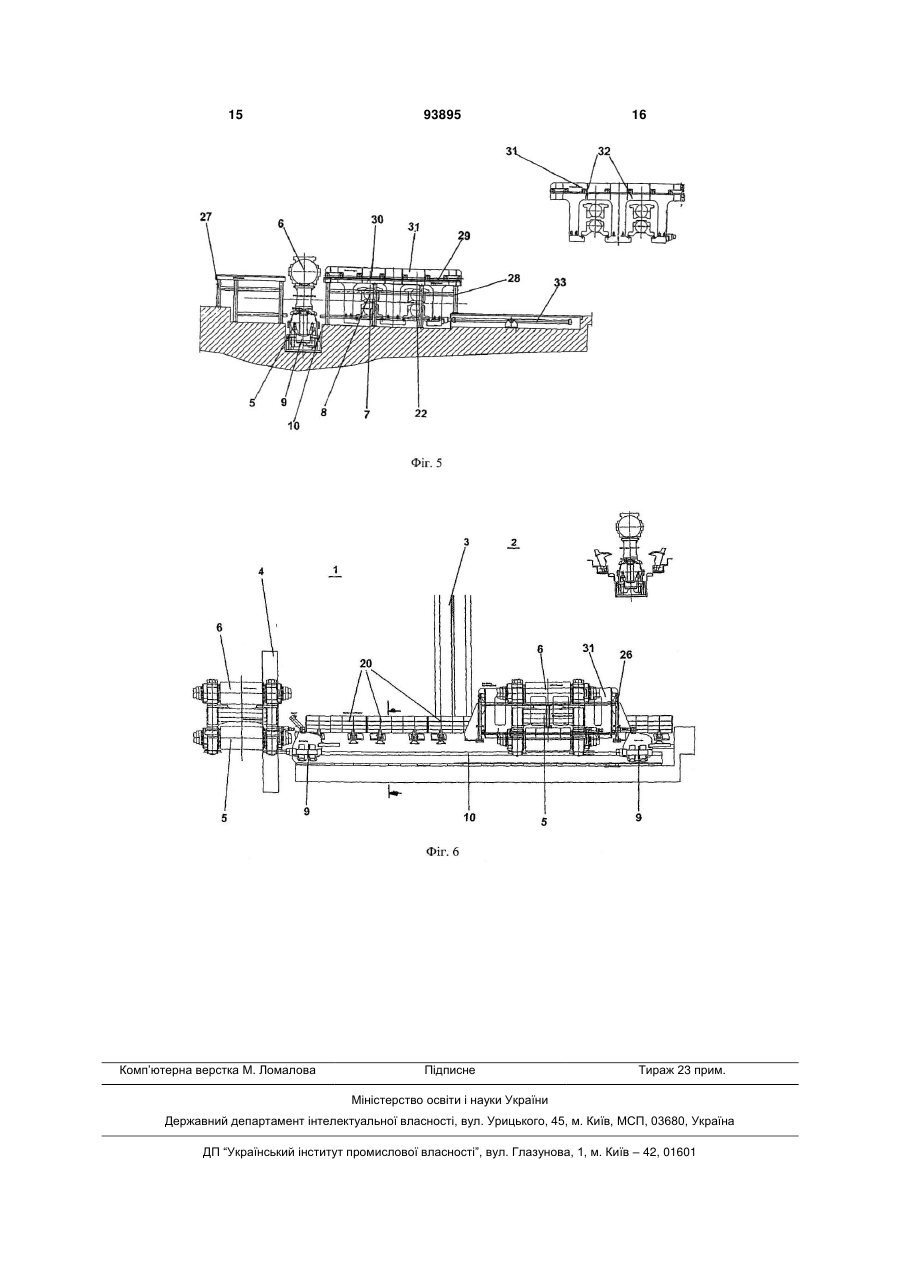
1. Пристрій для маніпулювання/транспортування робочих (7, 8) і/або опорних (5, 6) валків, що містить опорну конструкцію у вальцетокарній майстерні (2) для прийому робочих валків (7, 8) прокатної кліті, який відрізняється тим, що опорна конструкція (26) має перевальний візок (31), причому на верхній стороні (29) опорної конструкції (26) виконані рейки (30), на які спирається перевальний візок (31) з можливістю переміщування у бічному напрямку для зміни комплектів робочих валків (7, 8), при цьому перевальний візок (31) виконаний з пристроями (32) для прийому комплектів (7, 8, 22) робочих валків. 2. Пристрій за п. 1, який відрізняється тим, що пристрої (32) для прийому комплектів (7, 8, 22) робочих валків розташовані на нижній стороні перевального візка (31) і виконані із забезпеченням можливості введення робочих валків (7, 8) в пристрій (32) і опори робочих валків (7, 8) в пристрої (32). 2 (19) 1 3 93895 4 вання робочих валків (7, 8), причому платформи (20) розташовані на відстані одна від одної. 10. Пристрій за п. 9, який відрізняється тим, що платформи виконані у вигляді зварених стальних конструкцій і для сприйняття навантаження спираються по боках на фундамент (11). 11. Спосіб маніпулювання/транспортування робочих валків у вальцетокарній майстерні з опорною конструкцією для прийому робочих валків, який відрізняється тим, що робочі валки (7, 8) тягнуть/переміщують за допомогою локомотива (9) з прокатної кліті (4) в прокатному цеху (1) у вальцетокарну майстерню (2), причому локомотив (9) переміщують в перевальній ямі (10), і вводять спрацьовані робочі валки (7, 8) у вальцетокарній майстерні (2) в один із щонайменше двох пристроїв (32) для прийому робочих валків (7, 8), причому пристрої (32) з'єднані з перевальним візком (31), виконаним з можливістю бічного переміщування по верхній стороні (29) опорної конструкції (26). 12. Спосіб за п. 11, який відрізняється тим, що використовують два пристрої (32) для одночасного прийому як спрацьованого, так і нового комплекту (7, 8, 22) робочих валків, причому оброблений/новий комплект (22) робочих валків, який вже знаходиться в правому з обох пристроїв (32), зсувають ліворуч на одну лінію з локомотивом (9), при цьому новий комплект (22) робочих валків потім опускають на платформи (20) з рейками (21) над перевальною ямою (10) і всувають в прокатну кліть (4). 13. Спосіб маніпулювання/транспортування опорних валків (5, 6) у вальцетокарній майстерні з опорною конструкцією (26) для прийому робочих валків (7, 8, 22), при цьому опорна конструкція (26) має ліву частину (27) на лівому боці перевальної ями (10) і праву частину (28) на правому боці перевальної ями (10), а зона над перевальною ямою (10) вільна для проїзду комплекту (5, 6) опорних валків, при здійсненні якого спрацьовані опорні валки (5, 6) тягнуть/переміщують за допомогою локомотива (9) з прокатної кліті в проміжок між лівою частиною (27) і правою частиною (28) опорної конструкції (26), при цьому локомотив переміщують в перевальній ямі (10). 14. Спосіб за п. 13, який відрізняється тим, що спрацьовані опорні валки (5, 6) підіймають за допомогою крана з перевальної ями (10) у вальцетокарній майстерні (2). 15. Спосіб за п. 14, який відрізняється тим, що новий комплект опорних валків встановлюють в перевальну яму (10) і переміщують його за допомогою локомотива (9) в прокатну кліть (4). Винахід належить до опорної конструкції у вальцетокарній майстерні для прийому робочих валків прокатної кліті, до способу маніпулювання/транспортування робочих валків у вальцетокарній майстерні з опорною конструкцією для прийому робочих валків, і до способу маніпулювання опорними валками у вальцетокарній майстерні з опорною конструкцією для прийому робочих валків. У JP 60196211 А розкрита перевальна яма для зміни валків, що з'єднує прокатний цех з вальцетокарною майстернею. Для переміщування валків використовується локомотив, який знаходиться в перевальній ямі. У JP 05115908 А показана вальцетокарна майстерня, в якій зберігається велика кількість валків. З WO 03/099479 А1 відомий пристрій для зміни валків, пар робочих валків і/або пар опорних валків в прокатних клітях, в якому опорні валки і робочі валки проводяться в вставках, що підіймаються або опускаються в рамі станини, при цьому пара робочих валків, яка спирається на вставки висувається за допомогою прямолінійного штовхального приводу. Пара опорних валків висувається і всувається за допомогою і колеса нижнього валка, що спирається на напрямний шлях і перевальної подушки, яка спирається на нього з верхнім опорним валком, що спирається на неї. При цьому пару робочих валків можна з'єднувати на привідному боці прокатної кліті з гідравлічним циліндропоршневим приводом, що має довжину ходу у відповідності зі шляхом висування або всування і від'єднувати від нього на відстані висування. Крім того, всунута в положенні по висоті між опорними валками перевальна подушка призначена для з'єднання з тим же циліндропоршневим приводом, і пару опорних валків можна висувати або знов всувати після опори верхнього опорного валка і перевальної подушки на нижній опорний валок. Звідси ж відомий також відповідний спосіб. З WO 2004/039512 А1 відома тягова машина, за допомогою якої комплекти валків тягнуться у вальцетокарну майстерню або, відповідно, переміщуються з неї назад. Тягова машина перемішується за рахунок зчеплення зубчастих коліс тягової машини із зубчастими рейками. З DE 4321663 А1 відомий прокатний цех з передбаченими на боці обслуговування клітей опорними плитами, що спираються на відповідні візки і призначеними для зсування упоперек осей валків, які забезпечені щонайменше двома розташованими поруч одна з одною парами рейок, передбаченими для прийому комплектів валків, що спираються на ролики, і з розташованими перед клітями ямами, дно яких забезпечене виїзними рейками для комплектів опорних валків. При цьому ями між клітями і опорними плитами перекриваються по довжині кришкою, що повертається з її вихідного положення в положення перевалки опорних валків і при цьому кришки забезпечені пристроєм для висування комплектів робочих валків і переведення їх на одну з пар рейок відповідних опорних плит. З WO 03/015949 А1 відомий пристрій для зміни робочих і опорних валків стрічкопрокатного це 5 ху, при цьому за допомогою зсувного упоперек прокатної кліті перевального візка, який приймає старі комплекти валків, що витягуються, забезпечується можливість зміни їх на нові комплекти валків. Пристрій складається з розташованого нерухомо на висоті підлоги металургійного цеху перевального циліндра, поршневий шток якого призначений для всування і висування упоперек прокатної кліті, витяжного візка, який розташований на передньому кінці поршневого штоку перевального циліндра, на якій можна зсувати перевальні візки і з'єднувати з ними так, що витяжний візок разом з перевальним візком зсувається за допомогою перевального циліндра упоперек прокатної кліті. Крім того, передбачений розташований в перевальному візку стіл для поперечного зсуву, який за допомогою незалежного від перевального візка зсувного циліндра зсувається упоперек напрямку руху перевального візка і за допомогою якого підлягаючі зміні комплекти валків можна переміщувати в перевальне положення, що знаходиться на одній лінії з серединою кліті. Крім того, наданий опис відповідного способу. У WO 2005/089972 А1 наданий опис способу заміни комплектів валків в прокатних клітях прокатного цеху з декількома прокатними клітями, які мають відповідні комплекти опорних і робочих валків, за рахунок опори один на одного і подальшого висунення в осьовому напрямку комплекту робочих валків або комплекту опорних валків на боці обслуговування у вальцетокарну майстерню і подальшого переміщування назад і установлювання нових комплектів валків. При цьому транспортовані на боці обслуговування на окремих візках, що поперечно зсуваються, кількість яких відповідає кількості прокатних клітей, зношені комплекти робочих валків перевозяться за допомогою єдиного локомотива один за одним по єдиній з'єднувальній рейковій дорозі у вальцетокарну майстерню, і звідти повертаються комплекти робочих валків і з перевальними відстанями встановлюються на відповідні візки, що поперечно зсуваються між прокатними клітями, і при цьому після звільнення боку обслуговування за допомогою візків, що поперечно зсуваються, після відповідного знятого зношеного комплекту робочих валків вивозяться зношені комплекти опорних валків і переносяться за допомогою крана у вальцетокарну майстерню, оброблюються, транспортуються назад і знов встановлюються у відповідні прокатні кліті. Крім того, наданий опис відповідного пристрою. Опорна конструкція у вальцетокарній майстерні для прийому робочих валків прокатної кліті розкрита в JP 05123719 А. В основу винаходу встановлена задача створення альтернативної опорної конструкції для вальцетокарної майстерні для прийому робочих валків, а також альтернативного способу для маніпулювання робочими валками і опорними валками у вальцетокарній майстерні з такою опорною конструкцією. Ця задача вирішується згідно з винаходом тим, що опорна конструкція згідно з обмежувальною частиною пункту 1 формули винаходу, характеризується тим, що опорна конструкція має пере 93895 6 вальний візок, причому на верхній частині опорної конструкції встановлені рейки, на які спирається перевальний візок з можливістю переміщування, при цьому перевальний візок виконаний з пристроями для прийому комплектів робочих валків. Інші варіанти виконання пристрою виходять з відповідних залежних пунктів формули винаходу. Крім того, винахід належить до способу маніпулювання/транспортування робочих валків у вальцетокарній майстерні з опорною конструкцією для прийому робочих валків, в якому тягнуть/переміщують робочі валки за допомогою локомотива з прокатної кліті в прокатному цеху у вальцетокарну майстерню, всувають спрацьовані робочі валки у вальцетокарній майстерні щонайменше в один з двох пристроїв для прийому робочих валків, при цьому пристрій з'єднаний з перевальним візком, який перемішується по верхній частині опорної конструкції. Додатково до цього, винахід належить до способу маніпулювання/транспортування опорних валків у вальцетокарній майстерні з опорною конструкцією для прийому робочих валків, при цьому опорна конструкція має ліву частину на лівому боці перевальної ями і праву частину на правому боці перевальної ями, причому зона над перевальною ямою вільна для переміщування комплекту опорних валків, в якому тягнуть/переміщують спрацьовані опорні валки за допомогою локомотива з прокатної кліті в проміжок між лівою частиною і правою частиною опорної конструкції. Обидва способи переважно є дуже гнучкими. Інші варіанти виконання способів виходять з відповідних залежних пунктів формули винаходу. Перевага цього способу полягає в тому, що робочими валками і, відповідно, комплектами робочих валків і/або опорними валками і, відповідно, комплектами опорних валків необхідно маніпулювати лише у вальцетокарній майстерні. У прокатному цеху відбувається лише установлювання або, відповідно, знімання робочих валків або комплектів робочих валків і/або опорних валків або комплектів опорних валків. Інші дії здійснюються повністю у вальцетокарній майстерні. Передбачена для цього опорна конструкція з перевальним візком дозволяє передбачати також тут менший кран. Перевага цього пристрою полягає в тому, що робочі валки або, відповідно, комплекти робочих валків і/або опорні валки або, відповідно, комплекти опорних валків переміщуються/транспортуються безпосередньо з прокатного цеху у вальцетокарну майстерню без підняття в прокатному цеху за допомогою крана і без транспортування або, відповідно, переміщування за допомогою окремого транспортувального візка з прокатного цеху у вальцетокарну майстерню. У прокатному цеху можна обійтися меншим краном. Все транспортування комплектів валків здійснюється за допомогою лише одного гідравлічного перевального локомотива. Всі комплекти валків транспортуються з прокатної кліті у вальцетокарну майстерню і, відповідно, в прокатну кліть. 7 Зміна робочих валків шляхом поперечного зсуву Перевальний пристрій для робочих валків знаходиться на боці обслуговування прокатної установки. Задача перевального пристрою для робочих валків складається у витягненні спрацьованих комплектів робочих валків з прокатної кліті і, наприклад, подальшому транспортуванню у вальцетокарну майстерню, або ж нових відшліфованих комплектів робочих валків з вальцетокарної майстерні в прокатну кліть. Розташовані по обидва боки платформи, на яких транспортуються комплекти робочих валків, є звареними стальними конструкціями і служать як основа переміщування при зміні валків. На цих платформах комплекти робочих валків переміщуються для попадання з прокатної кліті у вальцетокарну майстерню або назад в прокатну кліть. На цих платформах пригвинчені планки ковзання/рейки ковзання, які служать як шляхи ковзання для тягової штанги з підвішеним комплектом робочих валків. Платформи одночасно перекривають зону перевальної ями. Вони виконані відкидними і втримуються в поворотній точці. Для прийому вантажу вони спираються по боках на фундамент. Такі платформи забезпечують можливість зміни робочих валків за допомогою гідравлічного перевального локомотива, який розташований в нижній зоні перевальної ями. Спрацьовані комплекти робочих валків тепер транспортуються за допомогою перевального локомотива з прокатної кліті у вальцетокарну майстерню, або ж нові комплекти робочих валків в прокатну кліть. Використовуваний в цей час для зміни робочих валків локомотив більше не потрібний. Економія в порівнянні із звичайною зміною робочих валків Весь локомотив для зміни робочих валків зі всіма його пристроями, такими як: - 4 електродвигуна по 50 кВт, - 4 зубчасті передачі, - 4 шестерні, - 2 кабельних барабана з кабелем, - вся електроніка/електроциліндр, - обробка постачальниками енергоустаткування, - монтаж і т. д. Переваги для споживачів - менше витрат на технічне обслуговування, - немає необхідності у виконанні крана в прокатному цеху для ваги комплектів опорних валків. Транспортувальний візок для транспортування комплектів валків з прокатного цеху у вальцетокарну майстерню або назад в прокатний цех більше не потрібний. У платформах забезпечується зменшення ваги приблизно на 50%. Крім того, більше не потрібні 30 т зубчастих рейок з кріпильним матеріалом і призматичними шпонками. Відпадає складне обробляння на платформах для кріплення зубчастих рейок. При підготовці до зміни опорних валків цеховий кран необхідний лише для розкривання або 93895 8 закривання платформ. Розкриті платформи не створюють перешкод роботі цехового крана внаслідок їх невеликої висоти (ширини). Видалення платформ за допомогою цехового крана не потрібне. Не потрібне також місце для зберігання платформ в цехах. Звідси економія часу. Зміна опорних валків Перевальний пристрій для зміни опорних валків розташований в нижній зоні перевальної ями. Задачею перевального пристрою для робочих валків складається в транспортуванні спрацьованих комплектів опорних валків з прокатної кліті у вальцетокарну майстерню або нових комплектів опорних валків з вальцетокарної майстерні в прокатну кліть. Розташовані по обидва боки платформи, на яких транспортуються робочі валки, служать також як основа переміщування для перевальної подушки для зміни опорних валків. На цих платформах перевальну подушку для зміни опорних валків всувають в прокатну кліть за допомогою локомотива. Використовуваний для цього в цей час перевальний локомотив для робочих валків більше не потрібний. Економія при зміні опорних валків Більше не потрібний весь локомотив для робочих валків з всіма його пристроями. Інша економія: - менший цеховий кран в прокатному цеху, - відпадає необхідність підіймання і установлювання комплектів валків на транспортувальний візок для транспортування у вальцетокарну майстерню за допомогою крана прокатного цеху, - більше не потрібний транспортувальний візок з приводом між прокатним цехом і вальцетокарною майстернею. Перевальний локомотив для зміни робочих валків і опорних валків За допомогою перевального локомотива транспортуються комплекти робочих валків і опорних валків з прокатної кліті у вальцетокарну майстерню і/або нові комплекти валків в прокатну кліть. Перевальний локомотив знаходиться в нижній зоні перевальної ями і складається по суті з корпусу (корпусу візка): - 4 гідравлічних двигуна із зубчастою передачею і валом-шестернею, - 2 гідравлічних циліндра, -1 штикового затвора для зміни робочих валків, - 1 штикового затвора для зміни опорних валків. Гідравлічний перевальний локомотив Зміна опорних валків, зміна робочих валків і введення перевальної подушки для опорних валків в прокатну кліть здійснюється за допомогою гідравлічного перевального локомотива. Використовувані в цей час перевальні локомотиви для робочих валків більше не потрібні. Навіть при використанні поперечного всування в прокатному цеху або вальцетокарній майстерні цей локомотив транспортує комплекти опорних валків і комплекти робочих валків у вальцетокарну майстерню або знов назад в прокатну кліть. 9 Економія: - менший цеховий кран, - відпадає необхідність підіймання і установлювання комплектів валків на транспортувальний візок для транспортування у вальцетокарну майстерню за допомогою крана прокатного цеху, - більше не потрібний транспортувальний візок з приводом між прокатним цехом і вальцетокарною майстернею. Нижче надається докладний опис прикладу виконання винаходу з посиланнями на прикладені креслення, на яких дуже схематично зображено: фіг.1 - прокатний цех і вальцетокарна майстерня з опорною конструкцією для прийому робочих валків; фіг.2 - опорна конструкція з розташованим на ній перевальним візком, який має направлені вниз пристрої для прийому робочих валків, на вигляді збоку в напрямку стіни; фіг.3 - опорна конструкція в положенні для прийому знятого комплекту робочих валків; фіг.4 - опорна конструкція в положенні для видачі комплекту робочих валків; і фіг.5 - опорна конструкція з перевальним візком у вальцетокарній майстерні при введенні комплекту опорних валків; і фіг.6 - прокатний цех і вальцетокарна майстерня з опорною конструкцією для прийому робочих валків і з введеними в опорну конструкцію опорними валками. На фіг.1 показані з лівого боку прокатний цех 1 в напрямку прокату і з правого боку вальцетокарна майстерня 2. Обидві зони поділені стіною 3. В прокатній кліті 4 розташовані один верхній і один нижній опорний валок 5, 6, а також один верхній і один нижній робочий валок 7, 8. Для транспортування з прокатної кліті 4 в прокатному цеху 1 у вальцетокарну майстерню 2, наприклад, для шліфування валків, застосовується локомотив 9. Він знаходиться в ямі 10, що з'єднує прокатний цех 1 і вальцетокарну майстерню 2. Всі пристрої, такі як рейки і т. д., виконані на фундаменті або на декількох фундаментах 11. Таким чином, локомотив може переміщуватися з положення 12 очікування на правому кінці ями 10 до прокатної кліті 4. На фіг.1а показано в розрізі, як розташований локомотив 9 в ямі 10. Можна бачити, що яма 10 поділена на нижню вузьку зону 16 і верхню широку зону 17. Нижня вузька зона 16 лише трохи ширша за локомотив 9. Верхня широка зона 17 має на своїх обох краях 18, 19 платформи 20. Вони відкидаються вниз при витягненні і, відповідно, транспортуванні комплекту 7, 8 робочих валків і мають на своїй верхній поверхні напрямні рейки 21, на яких можна переміщувати комплект 7, 8 робочих валків. Платформи 20 мають відстань одна від одної, яка забезпечує можливість проходження розташованого на верхній частині 13 локомотива 9 зчіпного пристрою 14. Для транспортування комплекту, який має більший діаметр опорних валків 5, 6 платформи 20 відкидаються вгору, і тим самим розширюється прохід. На фіг.1 показаний варіант виконання, в якому робочі валки 7, 8 тягнуть безпосередньо у вальцетокарну майстерню 2. Платформи 20 відкинуті всередину для забезпе 93895 10 чення можливості переїзду. У вальцетокарній майстерні 2 знаходиться опорна конструкція 26, яка спрощує маніпулювання/транспортування при оброблянні окремих робочих валків. Можна бачити, що для цього робочі валки 7, 8 перевозяться в опорну конструкцію 26. Опорна конструкція 26 показана більш точно на фіг.2. Опорна конструкція 26 складається з лівої частини 27 і правої частини 28, які встановлені, відповідно, праворуч і ліворуч від перевальної ями 10. Зона над перевальною ямою 10 вільна. Це забезпечує можливість проїзду комплекту опорних валків. На верхній частині 29 розташовані рейки 30, на які спирається перевальний візок 31. Перевальний візок 31 має на своїй нижній частині пристрої 32 для прийому робочих валків 7, 8. Оскільки в опорній конструкції 26 одночасно знаходиться як спрацьований, так і новий комплект робочих валків, то передбачені щонайменше два пристрої 32 для прийому валків. Перевальний візок 31 з пристроями 32 переміщується в бічному напрямку за допомогою гідравлічного циліндра 33 і штовхальної штанги 34. При цьому штовхальна штанга 34 в першому варіанті виконання з'єднана з правим боком пристрою 32 для прийому робочих валків 7, 8. У першому положенні, як показано на фіг.3, приймається і підводиться спрацьований комплект 7, 8 робочих валків в лівому пристрої 32, тобто з'єднується з локомотивом 9. При цьому перевальний візок 31 спирається на ліву частину 27 і праву частину 28 опорної конструкції 26. Потім оброблений/новий комплект 35 робочих валків, як показано на фіг.4, який вже знаходиться в правому пристрої 32, зсувається ліворуч і попадає тим самим на лінію з локомотивом 9, опускається на платформи 20 з рейками і всувається в прокатну кліть 4 (не зображена). Опорна конструкція 26 з перевальним візком 31 і пристроями 32, які знаходяться на ньому для прийому робочих валків дозволяє відмовитися від цехового крана. Цеховий кран необхідний для маніпулювання опорними валками, як показано на фіг.5. Для переміщування опорних валків у вальцетокарну майстерню 2, перевальний візок 31 з пристроями 32 переміщують праворуч так, що виникає проміжок 33 між лівою частиною 27 і правою частиною 28 опорної конструкції 26. У цей проміжок 33 можна втягувати за допомогою локомотива 9 комплект робочих валків. За рахунок спеціального виконання перевального візка з декількома роликами 36 і відповідною довжиною можна звільнити проміжок між лівою частиною 27 і правою частиною 28 опорної конструкції 26. Перевальний візок 31 переміщується на верхній частині 29 опорної конструкції 26 по рейках 30. На перевальному візку 31 на нижній частині розташовані пристрої 32, виконання яких забезпечує введення і опору робочих валків 7, 8, 22. Пристрої 32 виконані, наприклад, у вигляді стальних конструкцій. На фіг.6 показаний варіант виконання, в якому опорні валки 5, 6 втягуються безпосередньо у вальцетокарну майстерню 2. Платформи 20 в прокатному цеху 1 і у вальцетокарній майстерні 2 відкидаються вгору для забезпечення можливості 11 проїзду. У вальцетокарній майстерні 2 знаходиться опорна конструкція 26, яка спрощує маніпулювання при оброблянні окремих робочих валків. Опорна конструкція 26 служить виключно для маніпулювання робочими валками. Опорні валки 5, 6 виступають за верхню кромку перевального візка 31. На фіг.6 показано, як локомотив 9 зчеплюється у вальцетокарній майстерні 1 з нижнім опорним валком 5. Інше положення показане на правій частині, у вальцетокарній майстерні 2. Тут знаходиться той же локомотив 9, оскільки в перевальній ямі 10 передбачений лише єдиний локомотив, в своєму паркувальному положенні або в положенні очікування і якраз відчеплений від опорних валків 5, 6. Показаний в прокатному цеху 1 розріз зображений праворуч вгорі, при цьому платформи 20 повернені вгору, для забезпечення можливості проїзду опорних валків 5, 6 через перевальну яму 10 у вальцетокарну майстерню. Перелік посилальних позицій 1 Прокатний цех 2 Вальцетокарна майстерня 3 Стіна 4 Прокатна кліть 5 Нижній опорний валок 6 Верхній опорний валок 7 Нижній робочий валок 8 Верхній робочий валок 93895 12 9 Локомотив 10 Перевальна яма 11 Фундамент 12 Положення очікування 13 Верхня частина 14 Зчіпний пристрій 15 Штовхальна штанга 16 Вузька зона 17 Широка зона 18 Край 19 Край 20 Платформа 21 Напрямна рейка 22 Комплект робочих валків 23 Зсувна платформа 24 Ролики 25 Перевальна подушка 26 Опорна конструкція 27 Ліва частина 28 Права частина 29 Верхня частина 30 Рейки 31 Перевальний візок 32 Пристрій 33 Гідравлічний циліндр 34 Штовхальна штанга 35 Комплект робочих валків 36 Ходовий ролик 13 93895 14 15 Комп’ютерна верстка М. Ломалова 93895 Підписне 16 Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for handling/transporting rolls and/or supports rolls
Автори англійськоюBlecher Gerhard
Назва патенту російськоюСпособ манипулирования/транспортировки рабочих валков и/или опорных валков
Автори російськоюБлехер Герхард
МПК / Мітки
МПК: B21B 31/00, B21B 28/00
Мітки: робочих, опорних, валків, пристрій, спосіб
Код посилання
<a href="https://ua.patents.su/8-93895-sposib-i-pristrijj-dlya-manipulyuvannya-transportuvannya-robochikh-valkiv-i-abo-opornikh-valkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб і пристрій для маніпулювання/транспортування робочих валків і/або опорних валків</a>
Спосіб заміни робочих та опорних валків прокатних клітей кварто та пристрій для його здійснення
Номер патенту: 12946
Опубліковано: 28.02.1997
Автори: Ільїн Володимир Петрович, Плугатар Віктор Семенович, Тіунов Володимир Миколайович
МПК: B21B 31/00
Мітки: здійснення, валків, пристрій, кварто, заміни, прокатних, клітей, спосіб, робочих, опорних
Формула / Реферат:
(57) 1.Способ замены рабочих и опорних валков прокатных клетей кварто, включающий вывалку изношенных рабочих валков из клети на тележку боковой сдвижки, подвижную вдоль оси прокатки, первое перемещение этой тележки в положение приема из клети изношенных опорных валков, завалку в клеть вставки для перевалки верхнего опорного валка, вывалку изношенных опорных валков из клети на тележку боковой сдвижки, второе перемещение этой теліжки до...
Пристрій інформаційний для захисту опорних валків кліті прокатного стана
Номер патенту: 28494
Опубліковано: 10.12.2007
Автори: Тесля Михайло Дмитрович, Кирильченко Петро Миколайович, Джансиз Віктор Євгенович, Івашина Володимир Володимирович, Тростянецький Олег Брониславович, Єрмашов Ігор Олександрович, Климанчук Владислав Владиславович, Бєляєв Олексій Миколайович, Сидоров Сергій Михайлович, Скляренко Віталій Олексійович
МПК: B21B 33/00
Мітки: опорних, пристрій, кліті, валків, інформаційний, прокатного, захисту, стана
Формула / Реферат:
Пристрій інформаційний для захисту опорних валків кліті прокатного стана, що містить гвинт натискний, підп'ятник, стакан, кільце запобіжне, опору, який відрізняється тим, що всередині кільця запобіжного, в його нижній третині у глухому отворі, що фрезерований в опорі, встановлено датчик відстані для вимірювання поточної висоти кільця запобіжного.
Пристрій інформаційний для захисту опорних валків кліті прокатного стана
Номер патенту: 88046
Опубліковано: 10.09.2009
Автори: Джансиз Віктор Євгенович, Тесля Михайло Дмитрович, Кирильченко Петро Миколайович, Бєляєв Олексій Миколайович, Скляренко Віталій Олексійович, Сидоров Сергій Михайлович, Климанчук Владислав Владиславович, Івашина Володимир Володимирович, Єрмашов Ігор Олександрович, Тростянецький Олег Брониславович
МПК: B21B 33/00
Мітки: кліті, захисту, прокатного, опорних, стана, інформаційний, пристрій, валків
Формула / Реферат:
Пристрій інформаційний для захисту опорних валків кліті прокатного стана, що містить послідовно сполучені гвинт натискний, підп'ятник, стакан, кільце запобіжне, опору, який відрізняється тим, що частково всередині кільця запобіжного, в його нижній третині, та частково у глухому отворі, що фрезерований в опорі, встановлено датчик відстані для вимірювання поточної висоти кільця запобіжного.
Подушки робочих валків листового стана
Номер патенту: 4221
Опубліковано: 17.01.2005
Автор: Ніколаєв Віктор Олександрович
МПК: B21B 31/00
Мітки: листового, робочих, стана, валків, подушки
Формула / Реферат:
Подушки робочих валків листового стана, які включають підшипники кочення, плунжери гідравлічних пристроїв, котрі встановлено у подушках нижнього робочого валка, а бокові поверхні подушок робочих валків на частки висоти виконано з нахилом на кут φ = 3-45 град. проти напрямку обертання робочих валків, які відрізняються тим, що подушки робочих валків виконано з двох частин і при цьому складову частину з поверхнею, яка має нахил, переміщують...
Спосіб і пристрій для заміни комплектів валків в робочих клітях прокатного стана
Номер патенту: 87677
Опубліковано: 10.08.2009
Автор: Раккель Харальд
МПК: B21B 31/00
Мітки: спосіб, клітях, комплектів, пристрій, заміни, валків, прокатного, стана, робочих
Формула / Реферат:
1. Спосіб заміни комплектів (5, 6) валків у робочих клітях (2, 3, 4) прокатного стана (1) з робочими клітями (2, 3, 4), що включають відповідно комплекти (5, 6) опорних і робочих валків, при якому валки спираються один на одного і потім комплект (6) робочих валків або комплект (5) опорних валків викочують в осьовому напрямку на стороні (1b) обслуговування і передають в токарний цех (20), а потім доставляють і встановлюють нові комплекти (5,...
Попередній патент: Гіпоалергенні різновиди головного алергену пилку betula verrucosa
Наступний патент: Спосіб очищення дифузійного соку зі зниженим споживанням вапна
Випадковий патент: Газотурбінна силова установка