Спосіб контактного стикового зварювання оплавленням
Номер патенту: 365
Опубліковано: 30.04.1993
Автори: Ротару Іон Теодорович, Грабчев Борис Леонідович, Бєляєв Данило Іванович, Мальцев Віктор Миколайович, Богорський Михайло Володимирович, Бондарук Андрій Всеволодович, Кучук-Яценко Сергій Іванович, Череднічок Віталій Тимофійович, Тільга Степан Сергійович

Формула / Реферат
1. Способ контактной стыковой сварки оплавлением, при котором при оплавлении задают скорость подачи подвижной плиты в зависимости и от величины сигнала, пропорционального сварочному току, осуществляют останов подвижной плиты при сварочном токе, соответствующем экстремуму электрической мощности, выделяющейся в стыке, а затем скорость подачи восстанавливают отличающийся тем, что с целью повышения производительности путем интенсификации нагрева свариваемых деталей, перед восстановлением скорости подачи с момента останова подвижной плиты измеряют амплитудные значения сварочного тока в каждом полупериоде, определяют отношения измеренных амплитудных значений к амплитудному значению сварочного тока при останове и осуществляют разведение свариваемых деталей до достижения величиной отношения заданного значения, при котором отсутствуют перерывы в протекании сварочного тока.
2. Способ по п. 1 отличающийся тем, что при сварке стальных деталей с компактным сечением скорость подачи восстанавливают при значении отношения измеренного амплитудного значения к амплитудному значению сварочного тока при останове, равном 0,5.
3. Способ по п. 1 отличающийся тем, что при сварке стальных деталей с развитым сечением скорость подачи восстанавливают при значении отношения измеренного амплитудного значения к амплитудному значению сварочного тока при останове, равном 0,7.
Текст
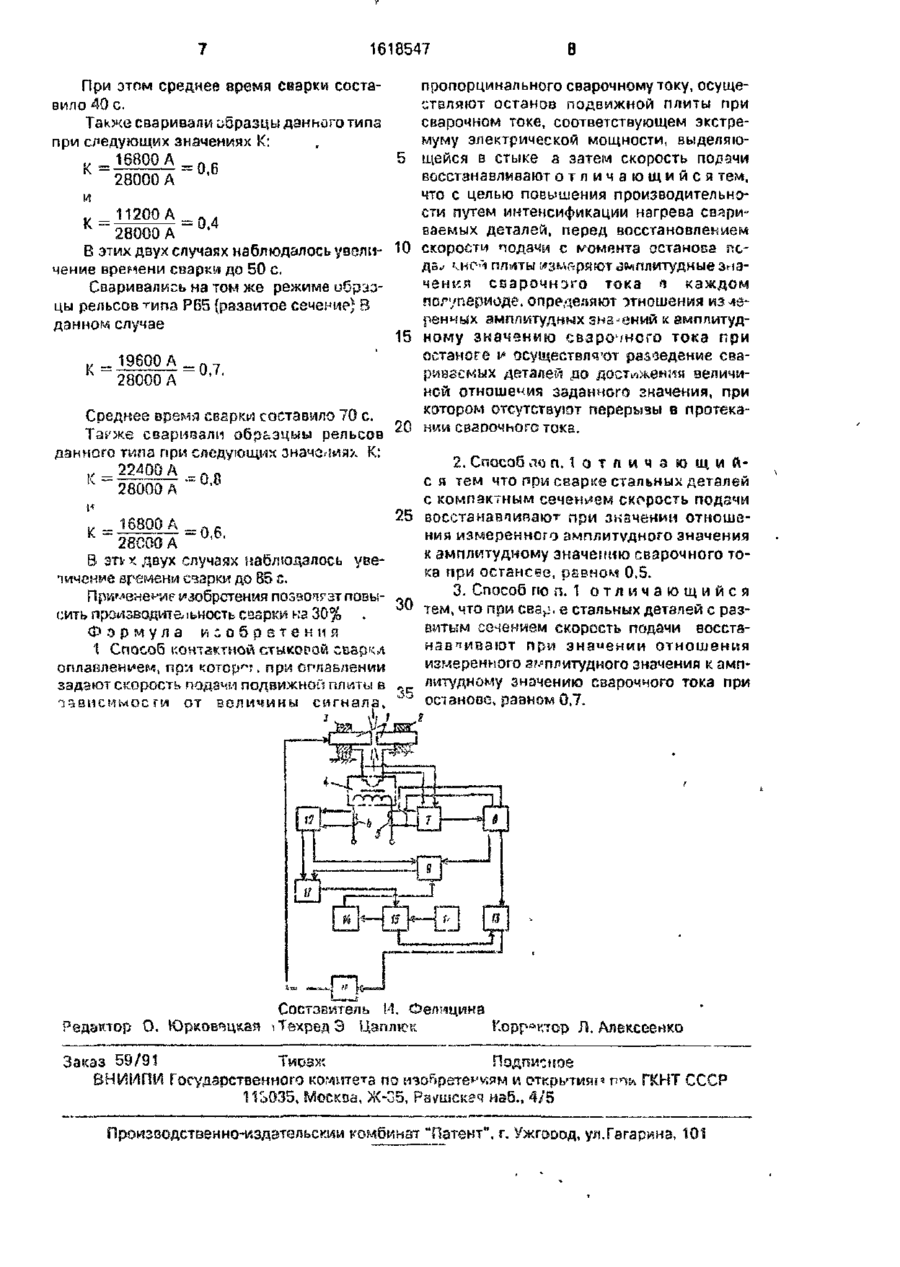
СОЮЗ СОВЕТСКИХ СОЦИАЛИСТИЧЕСКИХ РЕСПУБЛИК (5і)5 В 23КШ04 ГОСУДАРСТВЕННЫЙ КОМИТЕТ ПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМ ПРИ ГКНТ СССР b К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ 1 (21)4475273/27 (22)17.08.88 (46) 07.01.91.Бюл. №1 (71) Институт электросварки им. Е.О.Пэтона и Криворожский мета/^уріический комбинат "Криоорожстапь" им.В.И Ленина (72) С.И.Кучук-Яценко, В.Т.Чередничок С.С.Тильгэ, И.Т.Ротару. Д,И.Беляев, М.В.Богородский, А.В.Бочларук, Б.Л.Грабчев и В Н.Мальцев (53)621.791.762(088.8) (56) Авторское свидетельство СССР Ьк 903026, кл. В 23 К 11/04, 1980. (54) СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ сть подачи подвижной плиты в зависимости от величины сигнала, пропорционального сварочному току. При токе, соответствующем экстремуму электрической мощности выделяющейся в стыке осуществляют останов подвижной плиты. С момента останова измеряют амплитудные значения сварочного тока в каждом полулериоде. Определяют отношения измеренных амплитудных значений к амплитудному значению сварочного тока при останове и осуществляют разведение свариваемых деталгй до снижения величины отношения до заданного значения, при котором отсутствуют перерывы в проте* кании сварочного тока, после чего скорость подачи восстанавливают. При сварке стапьных изделий с компактным сечением скорость подачи восстанавливают при значении отношения измеренного амплитудного значения к амплитудному значению сварочного тока при останове,равном 0,5. При сварко стальных деталей с развитым сечением скорость подачи восстанавливают при значении отношения измеренного амплитудного значения к амплитудному значению сварочного тока при останове, равном 0,7. 2 з.п, (57) Изобретение относится к способам контактной сть'ковой сварки оплавлением и может быть использовзно преимущественно для соединения деталей с болшшми поперечными свариваемыми сечениями на стыкосварочном оборудовании с ограниченной электрической мощностью, Цель изобретения - повышение производитепыюсти путем интенсификации нагрева свариваемых деталей. При оплавлении задаютскоро ф-ЛЫ, Изобретение относится к области контактной стыковой сварки оплавлением и может быть использовано для соединения деталей с большими поперечными сечениями на стыкосварочном оборудовании с ограниченной электрической мощностью. Целью изобретения является повышение производительности сварки путем интенсификации нагрева свариваемых деталей. На чертеже представлена блок-схема устройства для реализации способа. На схеме обозначены свариваемые детали 1, неподвижная колонна 2, подвижная колона 3 , сварочный трансформатор 4, трансформаторы 5 м 6 тока, блок 7 измерения мощности, блок 8 нахождения экстремума, запоминающее устройство 9, устройство 10 измерены^ амплитудного значения тока, делительное устройство^і. 1 ИЛ. -, sf • 1618547 Задающее устройство 12 служит для формирования заданного сигнала, пропорционального отношению амплитудного значения сварочного тока при разведении деталей к амплитудному зн-ачению сварочного тока при останове, соответствующего моменту восстановления скорости подачи Выход задающего устройства 12 соединен с входом блока 15 сравнения. Командное /стоойство 13 предгазі
ДивитисяДодаткова інформація
Автори англійськоюKuchuk-Yatsenko Serhii Ivanovych, Cherednichok Vitalii Tymofiiovych, Tilha Stepan Serhiiovych, Rotary Ion Teodorovych, Bieliaiev Danylo Ivanovych, Bohorskyi Mykhailo Volodymyrovych, Bondaruk Andrii Vsevolodovych
Автори російськоюКучук-Яценко Сергей Иванович, Чередничок Виталий Тимофеевич, Тильга Степан Сергеевич, Ротару Ион Теодорович, Беляев Даниил Иванович, Богорский Михаил Владимирович, Бондарук Андрей Всеволодович
МПК / Мітки
МПК: B23K 11/04
Мітки: спосіб, контактного, стикового, зварювання, оплавленням
Код посилання
<a href="https://ua.patents.su/4-365-sposib-kontaktnogo-stikovogo-zvaryuvannya-oplavlennyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб контактного стикового зварювання оплавленням</a>
Спосіб контактного стикового зварювання оплавленням

Номер патенту: 317
Опубліковано: 30.04.1993
Автори: Богорський Михайло Володимирович, Кучук-Яценко Сергій Іванович, Самотрясов Сергій Михайлович
МПК: B23K 11/04
Мітки: стикового, оплавленням, спосіб, зварювання, контактного
Формула / Реферат:
Формула изобретения1. Способ контактной стыковой сварки оплавлением, при котором во время сварки скорость оплавления задают равной скорости перемещения подвижной колонны сварочной машины и воздействуют на нее обратной отрицательной связью по параметру, характеризующему процесс оплавления, например сварочному току, при этом в процессе сварки изменяют воздействие обратной отрицательной связи, отличающийся тем, что, с целью повышения...
Машина для контактного стикового зварювання оплавленням

Номер патенту: 396
Опубліковано: 30.04.1993
Автори: Кривенко Валерій Георгійович, Кучук-Яценко Сергій Іванович, Добровольський Станіслав Дмитрович, Галян Борис Опанасович, Сахарнов Василь Олексійович, Лебедєв Володимир Костянтинович, Череднічок Віталій Тимофійович
МПК: B23K 11/04
Мітки: оплавленням, машина, стикового, зварювання, контактного
Формула / Реферат:
Формула изобретенияМашина для контактной стыковой сварки оплавлением с h -параллельными сварочными цепями, содержащая датчики сварочного тока, включенные в каждую сварочную цепь, программирующее устройство управления, соединенное с приводом перемещения и осадки, отличающаяся тем, что, с целью повышения качества сварного соединения и уменьшения припуска на оплавление, в устройство введен пороговый элемент совпадения, к входам которого...
Пристрій управління машиною для контактного стикового зварювання оплавленням

Номер патенту: 314
Опубліковано: 30.04.1993
Автори: Богорський Михайло Володимирович, Кучук-Яценко Сергій Іванович, Горишняков Олексій Іванович, Кривенко Валерій Георгійович, Лазебний Іван Леонтійович
МПК: B23K 11/04
Мітки: управління, зварювання, машиною, пристрій, контактного, оплавленням, стикового
Формула / Реферат:
(57) Устройство управления машиной для контактной стыковой сварки оплавлением, содержащее сварочный трансформатор, в его первичную обмотку включен датчик сварочного тока, соединенный с электрогидравлическим приводом перемещения плиты машины через блок управления приводом, отличающееся тем, что, с целью повышения производительности процесса сварки за счет сокращения времени на его протекание и повышения качества сварного соединения за счет...
Пристрій для управління процесом контактного стикового зварювання оплавленням
Номер патенту: 490
Опубліковано: 30.04.1993
Автори: Кучук-Яценко Сергій Іванович, Семенов Леонід Олександрович, Горишняков Олексій Іванович, Кривенко Валерій Георгійович, Добровольський Станіслав Дмитрович
МПК: B23K 11/04, B23K 11/25
Мітки: стикового, зварювання, оплавленням, пристрій, управління, процесом, контактного
Формула / Реферат:
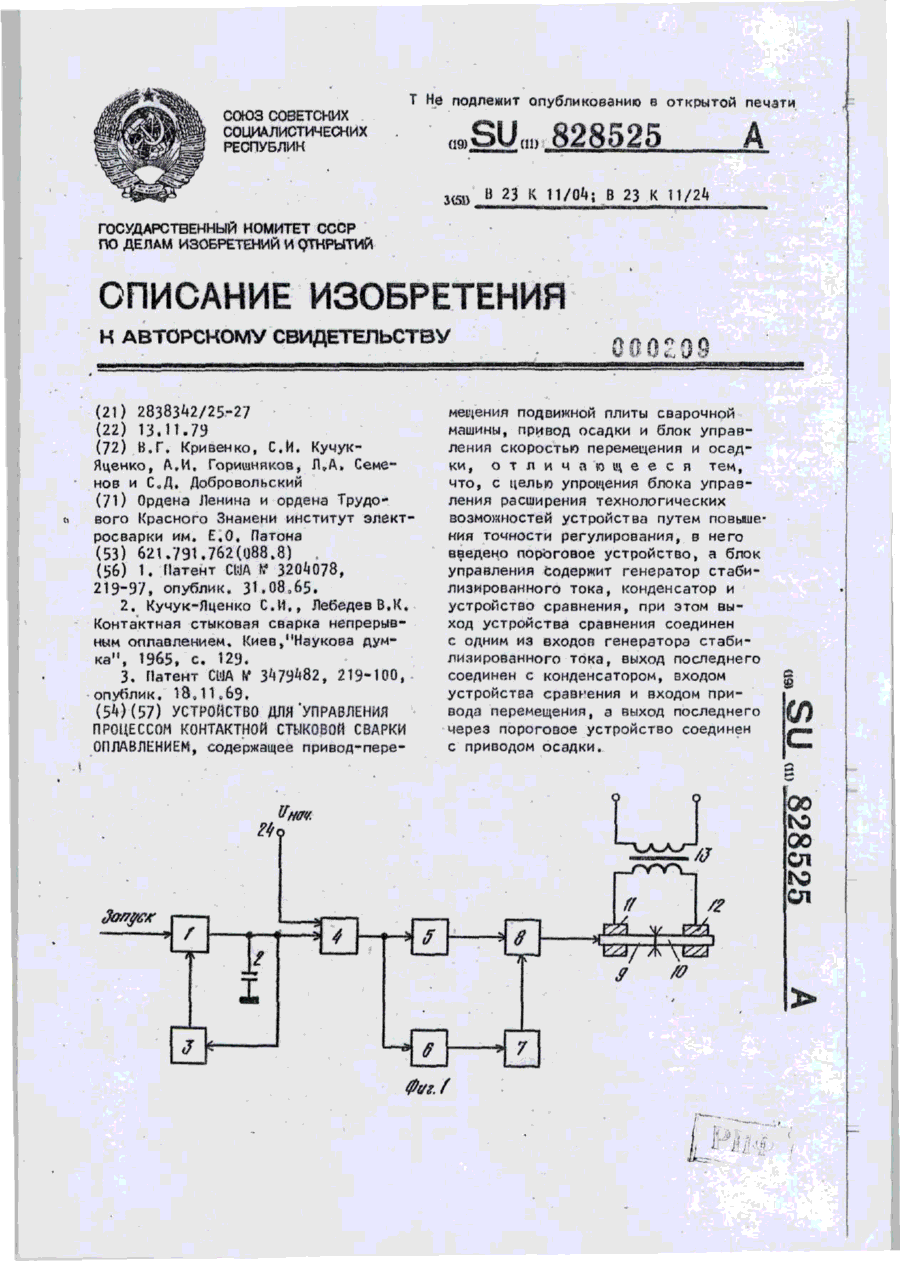
Устройство для управления процессом контактной стыковой сварки оплавлением, содержащее привод перемещения подвижной плиты сварочной машины, привод осадки и блок управления скоростью перемещения и осадки, отличающееся тем, что с целью упрощения блока управления расширения технологических возможностей устройства путем повышения точности регулирования, в него введено пороговое устройство, а блок управления содержит генератор стабилизированного...
Спосіб контактного стикового зварювання оплавленням

Номер патенту: 310
Опубліковано: 30.04.1993
Автори: Богорський Михайло Володимирович, Кривенко Валерій Георгійович, Кучук-Яценко Сергій Іванович, Беляєв Данило Іванович, Самотрясов Сергій Михайлович
МПК: B23K 11/04
Мітки: оплавленням, стикового, зварювання, спосіб, контактного
Формула / Реферат:
Способ контактной стыковой сварки оплавлением, при котором скорость перемещения свариваемых деталей изменяют в зависимости от разности измеренной и заданной величин параметра процесса сварки, отличающийся тем, что, с целью повышения производительности процесса сварки за счет сокращения времени, необходимого для ведения процесса сварки, в качестве параметра процесса выбирают суммарное сопротивление элементарных контактов, а в качестве...
Попередній патент: Спосіб контактного стикового зварювання оплавленням
Наступний патент: Спосіб механічної обробки заготовки прокатного виробу
Випадковий патент: Спосіб одержання сцинтиляційного напівпровідникового матеріалу на основі халькогенідів цинку