Спосіб контактного стикового зварювання імпульсним оплавленням
Формула / Реферат
Способ контактной стыковой сварки импульсным оплавлением, при котором в процессе оплавлення с изменяющейся скоростью подвижной части свариваемого изделия сообщают колебания с регулируемой амплитудой вдоль направления движения, а затем производят осадку, отличающийся тем, что, с целью улучшения качества сварки, интенсификации нагрева, снижения потребляемой мощности и повышения производительности, с началом нарастания скорости оплавлення амплитуду колебаний снижают по заданной программе, достигая нулевого значения на заданном участке нарастания скорости оплавлення, но не позднее момента начала осадки.
Текст
СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИМПУЛЬСНЫМ ОПЛАВЛЕНИЕМ, при котором в процессе оплавления с изменяющейся скоростью подвижной части свариваемого изделия сообщают колебания с регулируемой амплитудой вдоль направления движения, а затем производят осадку, о т л и ч а ю щ и й с я тем, что, с целью улучшения качества сварки, интенсификации нагрева, снижения потребляемой мощности и повышения производительности, с началом нарастания скорости оплавления амплитуду колебаний снижают по заданной программе, достигая нулевого значения на заданном участке нарастания скорости оплавления, но не позднее момента начала осадки. СЛ 1 1075533 с вибрацией до начала форсировки Изобретение относится к области (нарастания скорости оплавления песварки и может быть использовано при ред осадкой) , и с вибрацией до моконтактной стыковой сварке непрерывмента осадки. ным оплавлением с наложением на В первом случае возможен нежелапередвижение подвижной части изделия 5 тельный перерыв процесса оплавления колебательных движений вдоль направпри несовпадении направления полупеления движения. риода колебательного движения с осНаиболее успешно изобретение моновным движением перемещения свариважет быть использовано в строительной, машиностроительной и др, отрас- 10 емого изделия. Во втором случае при таком несовлях промышленности при сварке армападении значительно снижается скотуры, режущего инструмента, сортоворость осадки. го проката для машин малой и средней И в том, и в другом случае ухудшамощности с усилием осадки до 50 т. Известен способ контактной стыко- 15 ется качество сварного соединения. При импульсном оплавлении с постовой сварки непрерывным оплавлением, янной амплитудой скорость перемещепри котором скорость оплавления ния подвижной колонны выражается закратковременно повышается через раввисимостью ные промежутки времени fl 1* При резком повышении скорости количество 20 элементарных контактов резко увелиV = V чивается, а когда скорость уменьша™ заданная скорость перемещегде ется, количество одновременно суния подвижной колонны сваществующих контактов некоторое время рочной машины; остается прежним. 25 V m - амплитуда периодической Повышение скорости оплавления составляющей скорости; корректируют специальным экстремальf - частота колебаний; ным регулятором, благодаря чему не t - время в сек. происходит короткого замыкания торПоскольку в процессе форсировки цов. Однако, даже применение регуля- зо скорость нарастает только за счет изменения скорости V o (по заданной торов скоростей оплавления не позвопрограмме) а импульсное оплавление ляет в необходимой мере избавиться протекает с постоянной амплитудой, от таких недостатков этого способа то это приводит к увеличению энергосварки, как сравнительно высокая мощзатрат, излишнему перегреву и выброность , большие безвозвратные потери , су металла и обуславливает недоста.металла при оплавлении. точно ровную поверхность торцов Наиболее близким по технической свариваемых изделий в момент осадки. сущности и достигаемому эффекту С целью устранения указанных неявляется способ контактной стыковой достатков в известном способе консварки импульсным оплавлением, при ^о тактной стыковой сварки импульсным котором в процессе оплавления с изоплавлением, при котором в процессе меняющейся скоростью подвижной части нарастания скорости при оплавлении свариваемого изделия сообщают колеподвижной части свариваемого изделия бания с регулируемой амплитудой вдоль сообщают колебания с регулируемой направления движения» а затем про^5 амплитудой вдоль направления движения изводят осадку [2]. с началом нарастания скорости оплавЭтот способ сварки обеспечивает ления амплитуду колебаний снижают по заданной программе и достигает нулеустойчивое оплавление при пониженных вого значения на заданном участке мощностях, увеличение интенсивности | нагрева и производительности. Кроме 50 нарастания скорости оплавления, но не позднее момента начала осадки. того, колебательные движения способствуют выравниванию поверхности опВ лабораторных условиях импульславления, что позволяет сократить ное оплавление исследовалось при припуски на оплавление. Однако, наряду с преимуществами, 55 различной амплитуде колебаний, (при постоянной амплитуде колебаний 0,3:' известный способ имеет и следующие 0,4 мм и при затухающей амплитуде недостатки. Способ осуществляется па колебаний от 0,3 мм в начале оплавледвум схемам: 1075533 ния до 0 в процессе форсировки, но колебаний подвижной части свариване позднее момента начала осадки, емого изделия вдоль направления двипри постоянной скорости оплавления, жения, когда амплитуда колебаний равной 0,2:-2 ,4м/сек и частоте ко0,3 мм с начала нарастания скорости оплавления снижается по заданной лебаний f = 15 ги. Использовались программе и достигает нулевого значеобразцы из малоуглеродистых сталей с ния на заданном участке кривой форплощадью поперечного сечения 1000+ й сировки, но не позднее момента нача2000 м м (арматура 0 40+50 м м ) . ла осадки, с той ке частотой колебаКолебания сообщались вдоль направления движения подвижной части свари-10 ния 15 гц, время оплавления уменьшалось до 1Ь сек, а припуск на сварку ваемого изделия. уменьшился до 5 мм. При импульсном непрерывном оплавТаким образом, предлагаемый споссгб лении арматуры 0 40 мм с частотой контактной стыковой сварки позволяет 15 гц и постоянной амплитудой колеуменьшить припуски металла на осадку^ баний, равной 0,3:-0,4 мм, требуемой интенсифицировать нагрев металла и для качественной сварки нагрев (вреуменьшить энергозатраты при сварке. мя оплавления) можно получить за 20 сек, а припуск за сварку составлял Данным способом сварены изделия до 8' мм. в лабораторных условиях на контактВ то же время, по предлагаемому 2Q ной стыковой машине К 724 конструк—' ции ИЭС им. Е. О, Патона. Установлеспособу при сварке импульсным оплавно, что энергозатраты уменьшились в лением арматуры 0 40 мм с той же 1,3 раза, а время сварки сократилось скоростью оплавления 0,2:-2 мм/сек в 1,2-1,3 раза. с сообщением в процессе оплавления Редактор А. Козлова Составитель В. Габуркин Техред М.Надь Корректоре. Черни Заказ 4714/ДСП Тираж 760 Подписное ВНИИПИ Государственного комитета СССР по депам изобретений и открытий 113035, Москва, ЗК-35, Раушская наб., д. 4/5 Филиал ПГШ "Патент", г. Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of resistance butt welding by pulse flashing
Автори англійськоюKuchuk-Yatsenko Serhii Ivanovych, Chvertko Petro Mykolaievych, Zelenskyi Volodymyr Pylypovych, Tyshura Volodymyr Ivanovych, Bohorskyi Mykhailo Volodymyrovych, Fridman Oleksandr Mykhailovych, Cherednichok Vitalii Tymofiiovych, Horshkov Oleksandr Pavlovych
Назва патенту російськоюСпособ контактной стыковой сварки импульсным оплавлением
Автори російськоюКучук-Яценко Сергей Иванович, Чвертко Петр Николаевич, Зеленский Владимир Филиппович, Тишура Владимир Иванович, Богорский Михаил Владимирович, Фридман Александр Михайлович, Чередничок Виталий Тимофеевич, Горшков Александр Павлович
МПК / Мітки
МПК: B23K 11/00
Мітки: спосіб, зварювання, стикового, оплавленням, імпульсним, контактного
Код посилання
<a href="https://ua.patents.su/4-11741-sposib-kontaktnogo-stikovogo-zvaryuvannya-impulsnim-oplavlennyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб контактного стикового зварювання імпульсним оплавленням</a>
Спосіб контактного стикового зварювання імпульсним оплавленням
Номер патенту: 6110
Опубліковано: 29.12.1994
Автори: Кучук-Яценко Сергій Іванович, Самотрясов Сергій Михайлович, Богорський Михайло Володимирович
МПК: B23K 11/04
Мітки: оплавленням, контактного, стикового, імпульсним, спосіб, зварювання
Формула / Реферат:
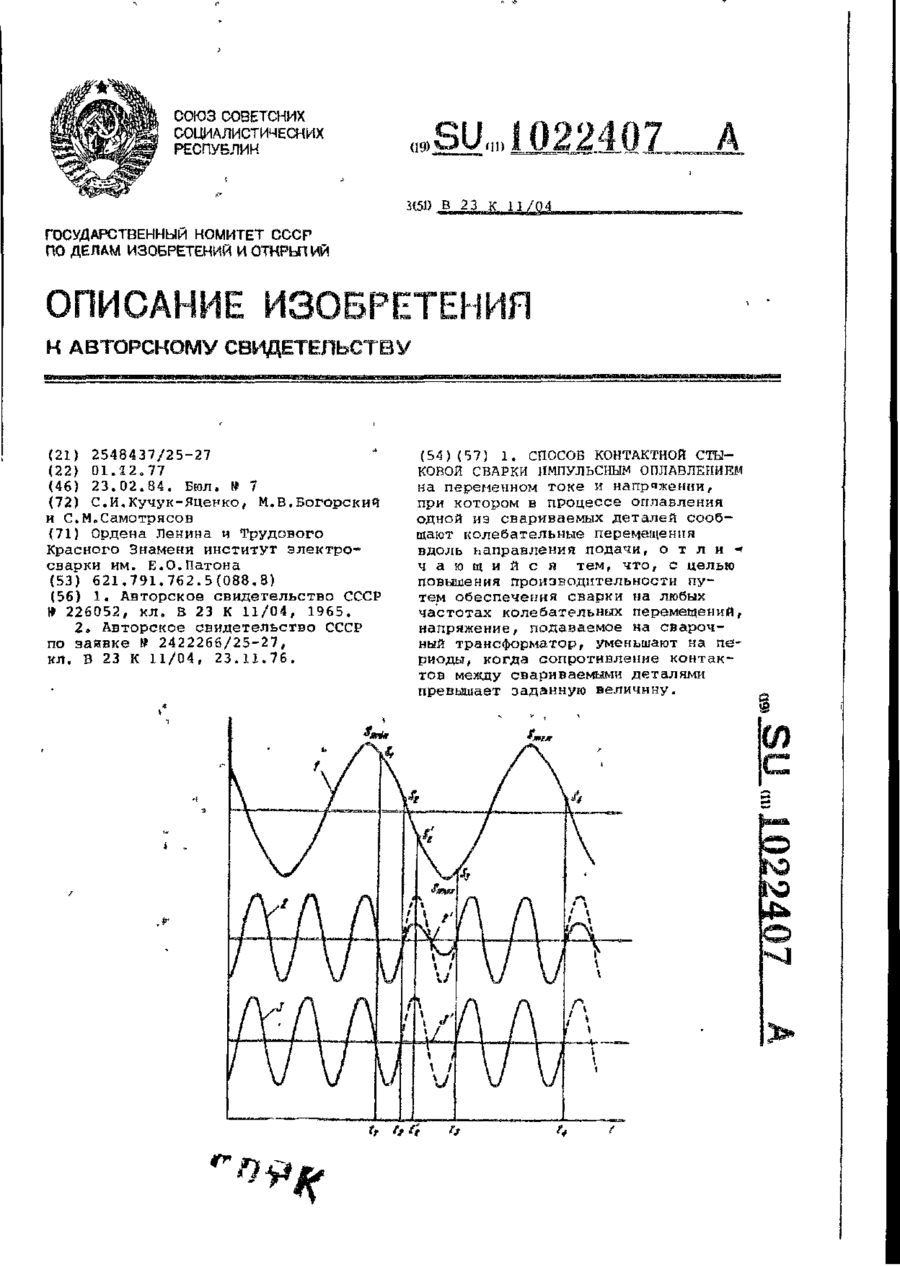
1. Способ контактной стыковой сварки импульсным оплавлением на переменном токе и напряжении, при котором в процессе оплавлення одной из свариваемых деталей сообщают колебательные перемещения вдоль направления подачи, отличающийся тем, что, с целью повышения производительности за счет обеспечения сварки на любых частотах колебательных перемещений, напряжение, подаваемое на сварочный трансформатор, уменьшают на периоды, когда...
Спосіб контактного стикового зварювання безперервним оплавленням
Номер патенту: 401
Опубліковано: 30.04.1993
Автори: Кучук-Яценко Сергій Іванович, Богорський Михайло Володимирович, Череднічок Віталій Тимофійович, Лебедєв Володимир Костянтинович, Кривенко Валерій Георгійович, Сахарнов Василь Олексійович, Толдін Анатолій Андрійович
МПК: B23K 11/04
Мітки: контактного, оплавленням, зварювання, безперервним, стикового, спосіб
Формула / Реферат:
Формула изобретения1. Способ контактной стыковой сварки непрерывным оплавлением, при котором одной из деталей в процессе оплавления сообщают колебания вдоль направления движения деталей с регулируемой амплитудой и частотой и производят осадку, отличающийся тем, что, с целью повышения производительности, снижения потребляемой мощности путем увеличения скорости нагрева свариваемых деталей, колебания одной из свариваемых деталей сообщают...
Спосіб контактного стикового зварювання оплавленням з осадком
Номер патенту: 3724
Опубліковано: 27.12.1994
Автори: Зяхор Ігор Васильович, Казимов Борис Іванович, Мосендз Ігор Миколайович, Швець Юрій Васильйович, Шкурко Віктор Григорович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: осадком, контактного, стикового, оплавленням, спосіб, зварювання
Формула / Реферат:
Способ контактной стыковой сварки оплавлением с осадкой, при котором в процессе осадки удаляют грат установленными на зажимах сварочной машины формирующими устройствами с режущими кромками, расстояние между которыми перед началом оплавления устанавливают равным припуску на оплавление и осадку, отличающийся тем, что, с целью упрощения сварочного оборудования путем снижения усилия осадки, расстояние между одной из режущих кромок и торцом...
Спосіб контактного стикового зварювання оплавленням

Номер патенту: 317
Опубліковано: 30.04.1993
Автори: Богорський Михайло Володимирович, Кучук-Яценко Сергій Іванович, Самотрясов Сергій Михайлович
МПК: B23K 11/04
Мітки: контактного, спосіб, стикового, зварювання, оплавленням
Формула / Реферат:
Формула изобретения1. Способ контактной стыковой сварки оплавлением, при котором во время сварки скорость оплавления задают равной скорости перемещения подвижной колонны сварочной машины и воздействуют на нее обратной отрицательной связью по параметру, характеризующему процесс оплавления, например сварочному току, при этом в процессе сварки изменяют воздействие обратной отрицательной связи, отличающийся тем, что, с целью повышения...
Спосіб управління процесом контактного стикового зварювання оплавленням

Номер патенту: 397
Опубліковано: 30.04.1993
Автори: Кривенко Валерій Георгійович, Богорський Михайло Володимирович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: стикового, оплавленням, зварювання, процесом, контактного, спосіб, управління
Формула / Реферат:
Формула изобретенияСпособ управления процессом контактной стыковой сварки оплавлением, при котором сигналом на выдачу команды управления служит скорость оплавления, отличающийся тем, что, с целью повышения стабильности нагрева свариваемых деталей, качества сварных соединений и производительности процесса сварки, при достижении скорости оплавления определенного, наперед заданного значения изменяют сварочное напряжение.
Попередній патент: Спосіб підземного буріння шпурів
Наступний патент: Спосіб стикового зварювання тиском
Випадковий патент: Спосіб гідропневматичної очистки поверхонь та пристрій для його здійснення