Спосіб контактного стикового зварювання оплавленням
Номер патенту: 317
Опубліковано: 30.04.1993
Автори: Богорський Михайло Володимирович, Кучук-Яценко Сергій Іванович, Самотрясов Сергій Михайлович

Формула / Реферат
Формула изобретения
1. Способ контактной стыковой сварки оплавлением, при котором во время сварки скорость оплавления задают равной скорости перемещения подвижной колонны сварочной машины и воздействуют на нее обратной отрицательной связью по параметру, характеризующему процесс оплавления, например сварочному току, при этом в процессе сварки изменяют воздействие обратной отрицательной связи, отличающийся тем, что, с целью повышения производительности сварки путем интенсификации нагрева свариваемых деталей и уменьшения припуска на оплавление, по мере нагрева свариваемых деталей уменьшают воздействие обратной отрицательной связи.
2. Способ по п.1, отличающийся тем, что уменьшают воздействие обратной отрицательной связи путем уменьшения коэффициента обратной отрицательной связи.
3. Способ по п.1, отличающийся тем, что уменьшают воздействие обратной отрицательной связи путем увеличения скорости перемещения подвижной колонны машины.
4. Способ по п.1, отличающийся тем, что о нагреве свариваемых деталей судят по времени оплавления и уменьшают воздействие обратной отрицательной связи с течением времени оплавления.
5. Способ по п.1, отличающийся тем, что о нагреве свариваемых деталей судят по величине оплавления их и уменьшают воздействие обратной отрицательной связи по мере увеличения величины оплавления деталей.
6. Способ по п.1, отличающийся тем, что о нагреве свариваемых деталей судят по величине фактической скорости оплавления деталей и уменьшают воздействие обратной отрицательной связи тогда, когда фактическая скорость оплавления превышает заданную скорость оплавления.
7. Способ по п.1, отличающийся тем, что воздействие обратной отрицательной связи уменьшают на величину, пропорциональную величине расходуемой электрической энергии в процессе оплавления.
Текст
Изобретение относится к сварке и может быть применено для получения неразъемных соединений для различных .металлов и сплавов. Изобретение по вышает производительность сварки, интенсифицирует нагрев деталей и позволяет уменьшить припуск на оплавление. Для этого скорость оплавления задают перемещением подвижной колонны машины и воздействием на нее обратной отрицательной связи по параметру, характеризующему процесс оплавления, например сварочному току. Воздействие уменьшают по мере нагрева свариваемых деталей. 0 нагревсі судят по времени оплавления или по величине оплавления. Способ предусматривает уменьшение начальной величины обратной отрицательной связи на величину, пропорциональную величине расходуемой электрической энергии. Способ позволяет сократить, например время сварки одного стыка рельса типа Р 65 с 200 до 80 с, а припуск на оплавление его с 30-35 до 12 мм. 6 з.п. ф-лы. СЛ 1278154 Изобретение относится к сварке, а колонны при оплавлении зависит от более конкретно к способам контактсварочного тока (тока оплавления), ной стыковой сварки оплавлением, н причем зависимость эта обратно проможет быть использовано в различных порциональна. Благодаря такому задаотраслях народного хозяйства, где нию устанавливается определенная скоприменяется контактная стыковая сваррость оплавления и сварочный ток. По ка оплавлением. мере нагрева свариваемых деталей сварочный ток уменьшается (для оплавлеЦель изобретения - повышение прония нагретого металла требуется меньизводительности контактной стыковой, 10 шая мощность), а скорость оплавления сварки оплавлением путем интенсифиувеличивается. Увеличение скорости кации нагрева свариваемых деталей и оплавления приводит к увеличению выуменьшение припуска на оплавление. .броса разогретого металла, что сниПри контактной стыковой сварке опжает термический КПД процесса. лавлением предлагаемым способом ско15 При сварке согласно предлагаемому рость оплавления задают величиной способу в процессе оплавления по мескорости перемещения подвижной колонре нагрева свариваемых деталей уменьны машины ї воздействием на нее обї шают воздействие обратной отрицательратной отрицательной связи по параной связи. В этом случае ранее устаметру, характеризующему процесс опновившемуся сварочному току соответлавления, например сварочному току,и ствует большая скорость сближения пов лроцессе сварки изменяют воздейстдвижной колонны, а оплавление с тавие обратной отрицательной связи.Прикой скоростью требует повышенной мощчем воздействие отрицательной обратности. Это приводит к тому, что уменьной связи уменьшают по море нагрева свариваемых деталей. При сварке ком- 25 шается искровой зазор, увеличивается площадь контактов между торцами пактных сечений воздействие обратной деталей, увеличивается сварочный ток отрицательной связи уменьшают путем и снижается скорость оплавления. Неуменьшения коэффициента обратной отсмотря на то, что увеличивается ток, рицательной связи. При еварче тонкостенных деталей воздействие обратной 30 а следовательно, и мощность, удельный сварочный ток в контактах (сваотрицательной связи уменьшают путем рочный ток, отнесенный к суммарной • увеличения задания величины скорости площади реапьно существующих контакперемещения подвижной колонны машитов) снижается. Таким образом,уменьны. О нагреве свариваемых деталей сушая воздействие обратной отрицательдят по времени оплавления и уменьша35 ной связи, значительно повышают терют воздействие обратной отрицательмический КПД процесса, что приводит ной 'связи с течением времени оплавлек интенсификации нагрева и повышения или по величине оплавления детанию производительности. лей и уменьшают воздействие обратной Предлагаемый способ контактной отрицательной связи с увеличением оп- 40 стыковой сварки оплавлением апробилавления детален. Кроне того, способ рован в лабораторных условиях при предусматривает уменьшение воздейстсварке рельсов и колец. вия обратной отрицательной связи, когда фактическая скорость оплавлеНа машине Кб 17 свариваются кольния превышает заданную скорость опце ца диаметром 400 мм со свариваемым лавления. Способ также предусматрисечением 2800 мм . Напряжение сварвает уменьшение начальной величины ки устанавливают 7,6 В. ••обратной отрицательной связи па веВеличину сигнала, задающего сколичину пропорциональную величине расрость перемещения, устанавливают таходуемой электрической энергии. ^° ким, чтобы скорость перемещения поПри сварке согласно предлагаемому движной колонны машины была равной способу в начале процесса оплавления 3 мм/с, используют обратную отрицаскорость перемещения подвижной колонтельную связь по току. Коэффициент ны машины и коэффициент обратной отобратной отрицательной связи выбира-' рицательной связи устанавливают оп55 ют опытным путем таким образом, чтотимальными из условий устойчивости бы при сварочном токе, равном 1 3000 А, процесса оплавления. При таком заскорость сближения подвижной колонны дании скорость перемещения подвижной была бы равна нулю. В процессе оплав 1278 і 54 лєиил скорость перемещения (заданную) увеличивают с таким расчетом, чтобы после 6 мм оплавления при сварочном токе,,равном 19000 Л, она была бы равна нулю. Время сварки составляет 20 с. При сварке таких же колец известным способом время сварки составляет 45 с. В предлагаемом способе повышается сварочный ток, а следовательно, и мощность. Скорость 10 оплавления при этом поддерживается via одном уровне (0,25-0,35 м м / с ) . Ф о р м у л а и з о б р е т е н и я 1. Способ контактной стыковой сварки оплавлением, при котором во время сварки скорость оплавления задают равной скорости перемещения подвижной колонны сварочной машины и в о з действуют на нее обратной отрицательнон связью по параметру, характеризующему процесс оплавления, например сварочному току, при этом в процессе сварки изменяют воздействие обратной отрицательной связи, о т л и ч а ю На машине КІ90П сваривают рельсы щ и й с я тем, что» с целью повышетипа Р65. Напряжение сварки устанавния производительности сварки путем ливают 7,8 В. Скорость перемещения интенсификации нагрева свариваемых подвижной колонны машины устанавлидеталей и уменьшения припуска на опвают равной k мм/с, На скорость перелавление, по мере нагрева свариваемещения воздействуют обратной отримых деталей уменьшают воздействие обцательной связью по сварочному току. ратной отрицательной с в я з и . 20 ' Коэффициент обратной отрицательной 2. Способ по п. 1, о т л и ч a toсвязи выбирают таким образом, чтобы rn, и й с я тем, что уменьшают воздейскорость сближения подвижной колонны ствие обратной отрицательной связи была равна нулю при сварочном токе, путем уменьшения коэффициента обратравном 20000 А. Задаются оптимальной ной отрицательной с в я з и . скоростью сближения машины при оплав- 25 лении (средней скоростью оплавления), 3. Способ по п. ^ о т л и ч а которая равна 0,15 мм/с. В процессе ю щ и й с я тем, что уменьшают в о з оплавления измеряют фактическую среддействие обратной отрицательной с в я нюю скорость оплавления. Когда факзи путем увеличения- скорости переметическая средняя скорость оплавления 30 щения подвижной колонны машины. по мере нагрева повышается и стано4. Способ по п. 1, о т л и ч а вится больше заданной, то уменьшают ю щ и й с я тем, что о нагреве с в а коэффициент обратной отрицательной риваемых деталей судят по времени опсвязи. Коэффициент обратной отрицалавления и уменьшают воздействие обтельной связи уменьшают ступенями. 35 ратной отрицательной связи с течением Величина ступени определяет значение времени оплавления. тока, при котором скорость сближения 5 . Способ по п. I , о т л и ч а машины при оплавлении равна нулю.При ю щ и й с я тем, что о нагреве с в а сварке рельсов величина ступени равриваемых деталей судят по величине на 3000 А, т.е. после первого умень- 40 оплавления их и уменьшают воздейстшения коэффициента обратной связи вие обратной отрицательной связи по скорость сближения машины при оплавмере увеличения величины оплавления лении равна нулю, когда сварочный ток деталей. равен 20000 А * 3000 А и т.д. 6. Способ по п. 1, о т л н ч a toВ процессе оплавления сварочный 45 rn, и й с я тем, что о нагреве свариток повышается до 40000 А. Время ваемых деталей судят по величине факсварки 80 с. Припуск на оплавление тической скорости оплавления детален 12 мм. При испытании сварные соедии уменьшают воздействие обратной отнения рельсов показывают удовлетворицательной связи тогда, когда фак50 тическая скорость оплавления превышарительные результаты. Время сварки рельсов типа Р65 известным способом ет заданную скорость оплавления. составляет 200 с, а припуск на оплав7. Способ по п . 1, о т л и ч а толение 30-35 мм. щ и й с я тем, что воздействие обПредлагаемый способ контактной ратной отрицательной связи уменьшают стыковой сварки оплавлением позволя- 55 на величину, пропорциональную велиет экономить на каждом стыке по 2 см чине расходуемой электрической энеррельса. гии в процессе оплавления. , ВНИИПИ Заказ 6793/13 Тираж 1001 Подписное Произв.-полигр. пр-тие, г . Ужгород, ул. Проектная, 4 1 І \
ДивитисяДодаткова інформація
Автори англійськоюKuchuk-Yatsenko Serhii Ivanovych, Bohorskyi Mykhailo Volodymyrovych, Samotriasov Serhii Mykhailovych
Автори російськоюКучук-Яценко Сергей Иванович, Богорский Михаил Владимирович, Самотрясов Сергей Михайлович
МПК / Мітки
МПК: B23K 11/04
Мітки: оплавленням, стикового, контактного, спосіб, зварювання
Код посилання
<a href="https://ua.patents.su/4-317-sposib-kontaktnogo-stikovogo-zvaryuvannya-oplavlennyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб контактного стикового зварювання оплавленням</a>
Спосіб контактного стикового зварювання оплавленням
Номер патенту: 493
Опубліковано: 30.04.1993
Автори: Сахарнов Василь Олексійович, Лебедєв Володимир Костянтинович, Кучук-Яценко Сергій Іванович, Казимов Борис Іванович, Загадарчук Василь Феодосійович, Череднічок Віталій Тимофійович
МПК: B23K 11/04
Мітки: спосіб, контактного, зварювання, оплавленням, стикового
Формула / Реферат:
1. Способ контактной стыковой сварки оплавлением, преимущественно изделий толщиной более 5 мм с развитым сечением, при котором в начальный период оплавление производят с постоянной скоростью перемещения деталей, а перед осадкой скорость перемещения деталей увеличивают до конечной величины скорости оплавления, отличающийся тем, что, с целью повышения качества соединений и стабильности их механических свойств, длительность периода...
Пристрій управління машиною для контактного стикового зварювання оплавленням

Номер патенту: 314
Опубліковано: 30.04.1993
Автори: Горишняков Олексій Іванович, Кривенко Валерій Георгійович, Богорський Михайло Володимирович, Лазебний Іван Леонтійович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: машиною, оплавленням, стикового, пристрій, управління, зварювання, контактного
Формула / Реферат:
(57) Устройство управления машиной для контактной стыковой сварки оплавлением, содержащее сварочный трансформатор, в его первичную обмотку включен датчик сварочного тока, соединенный с электрогидравлическим приводом перемещения плиты машины через блок управления приводом, отличающееся тем, что, с целью повышения производительности процесса сварки за счет сокращения времени на его протекание и повышения качества сварного соединения за счет...
Спосіб контактного стикового зварювання оплавленням

Номер патенту: 310
Опубліковано: 30.04.1993
Автори: Беляєв Данило Іванович, Богорський Михайло Володимирович, Самотрясов Сергій Михайлович, Кучук-Яценко Сергій Іванович, Кривенко Валерій Георгійович
МПК: B23K 11/04
Мітки: контактного, оплавленням, зварювання, стикового, спосіб
Формула / Реферат:
Способ контактной стыковой сварки оплавлением, при котором скорость перемещения свариваемых деталей изменяют в зависимости от разности измеренной и заданной величин параметра процесса сварки, отличающийся тем, что, с целью повышения производительности процесса сварки за счет сокращения времени, необходимого для ведения процесса сварки, в качестве параметра процесса выбирают суммарное сопротивление элементарных контактов, а в качестве...
Машина для контактного стикового зварювання оплавленням

Номер патенту: 396
Опубліковано: 30.04.1993
Автори: Кривенко Валерій Георгійович, Добровольський Станіслав Дмитрович, Галян Борис Опанасович, Лебедєв Володимир Костянтинович, Сахарнов Василь Олексійович, Череднічок Віталій Тимофійович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: стикового, контактного, машина, зварювання, оплавленням
Формула / Реферат:
Формула изобретенияМашина для контактной стыковой сварки оплавлением с h -параллельными сварочными цепями, содержащая датчики сварочного тока, включенные в каждую сварочную цепь, программирующее устройство управления, соединенное с приводом перемещения и осадки, отличающаяся тем, что, с целью повышения качества сварного соединения и уменьшения припуска на оплавление, в устройство введен пороговый элемент совпадения, к входам которого...
Пристрій для управління процесом контактного стикового зварювання оплавленням
Номер патенту: 490
Опубліковано: 30.04.1993
Автори: Семенов Леонід Олександрович, Кривенко Валерій Георгійович, Кучук-Яценко Сергій Іванович, Добровольський Станіслав Дмитрович, Горишняков Олексій Іванович
МПК: B23K 11/25, B23K 11/04
Мітки: управління, процесом, оплавленням, пристрій, зварювання, стикового, контактного
Формула / Реферат:
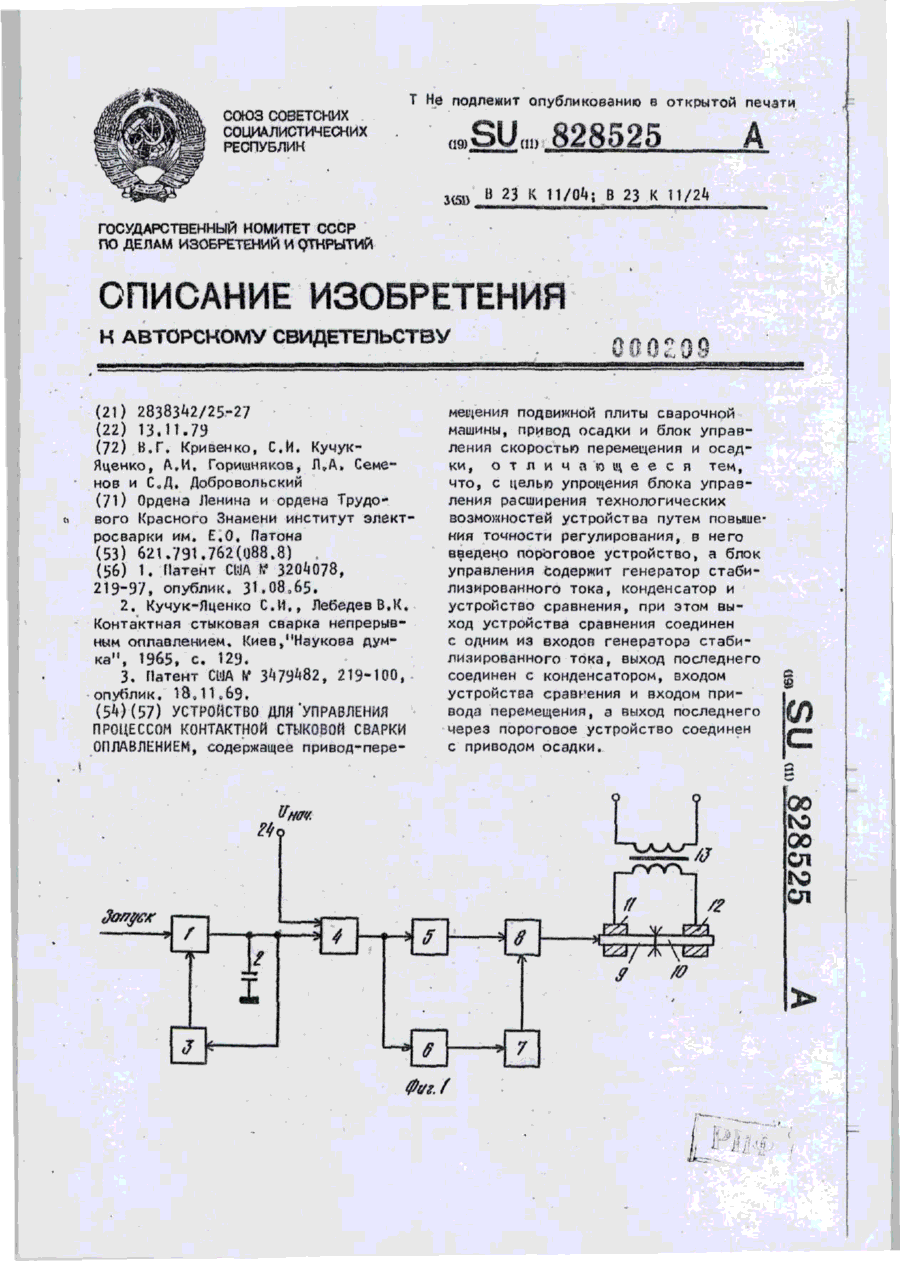
Устройство для управления процессом контактной стыковой сварки оплавлением, содержащее привод перемещения подвижной плиты сварочной машины, привод осадки и блок управления скоростью перемещения и осадки, отличающееся тем, что с целью упрощения блока управления расширения технологических возможностей устройства путем повышения точности регулирования, в него введено пороговое устройство, а блок управления содержит генератор стабилизированного...
Попередній патент: Гвинт сажко
Наступний патент: Спосіб контактного стикового зварювання оплавленням
Випадковий патент: Спосіб одержання харчової добавки