Спосіб ультразвукового контролю пружних характеристик металу тонкостінних виробів хвилями лемба
Номер патенту: 117698
Опубліковано: 10.07.2017
Автори: Плєснецов Сергій Юрійович, Мітін Олександр Володимирович, Сучков Григорій Михайлович
Формула / Реферат
Спосіб ультразвукового контролю пружних характеристик металу тонкостінних виробів хвилями Лемба, який включає калібрування контрольного приладу шляхом зондування зразка заданої товщини з відомими пружними характеристиками металу, збудження в виробі ультразвукових імпульсів хвиль Лемба заданої частоти, реєстрацію імпульсів, які пройшли ділянку виробу, та визначення пружних характеристик металу виробу за результатами аналізу параметрів прийнятих ультразвукових імпульсів, який відрізняється тим, що збудження ультразвукових імпульсів ненульової моди хвиль Лемба виконують одним збуджуючим елементом, а приймання імпульсів, які пройшли вздовж виробу, виконують двома приймальними елементами, розташованими послідовно на одній лінії в напрямку розповсюдження ультразвукових імпульсів від збуджуючого елемента, збуджуючий та приймаючі елементи розташовуються на відстанях, які забезпечують відокремлення в часі зондуючого і прийнятих імпульсів один від одного, фіксують першу різницю часу прийому імпульсів двома приймальними елементами на зразку заданої товщини з відомими пружними характеристиками металу, повторюють операцію контролю на виробі і фіксують другу різницю часу, при відмінності першої та другої різниць часу при контролі виробу змінюють частоту збуджуваних ультразвукових імпульсів до моменту тотожності першої та другої різниць часу, а відповідність пружних характеристик виробу встановленим вимогам визначають по величині різниці частот ультразвукових коливань Лемба, отриманих при контролі зразка та виробу.
Текст
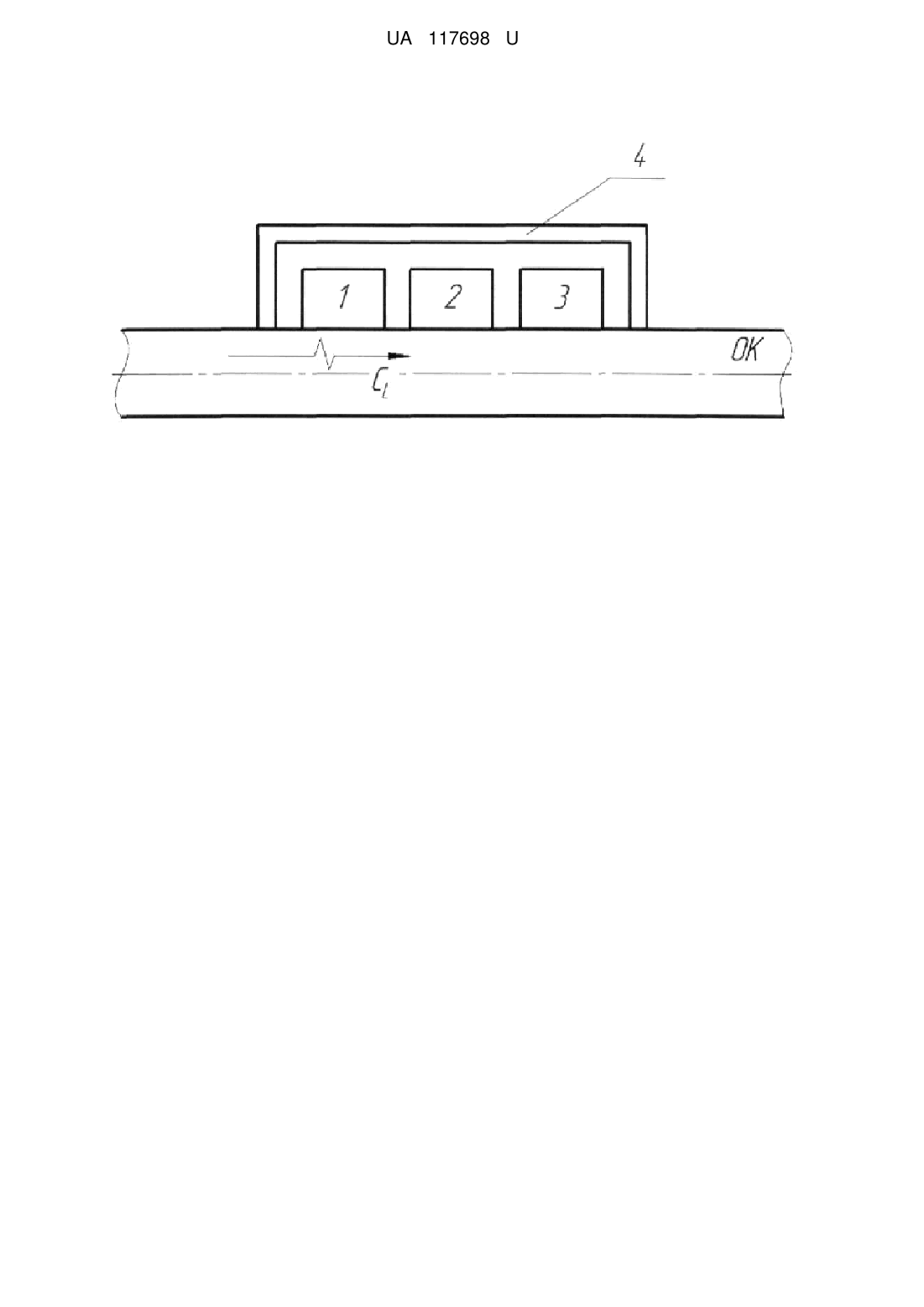
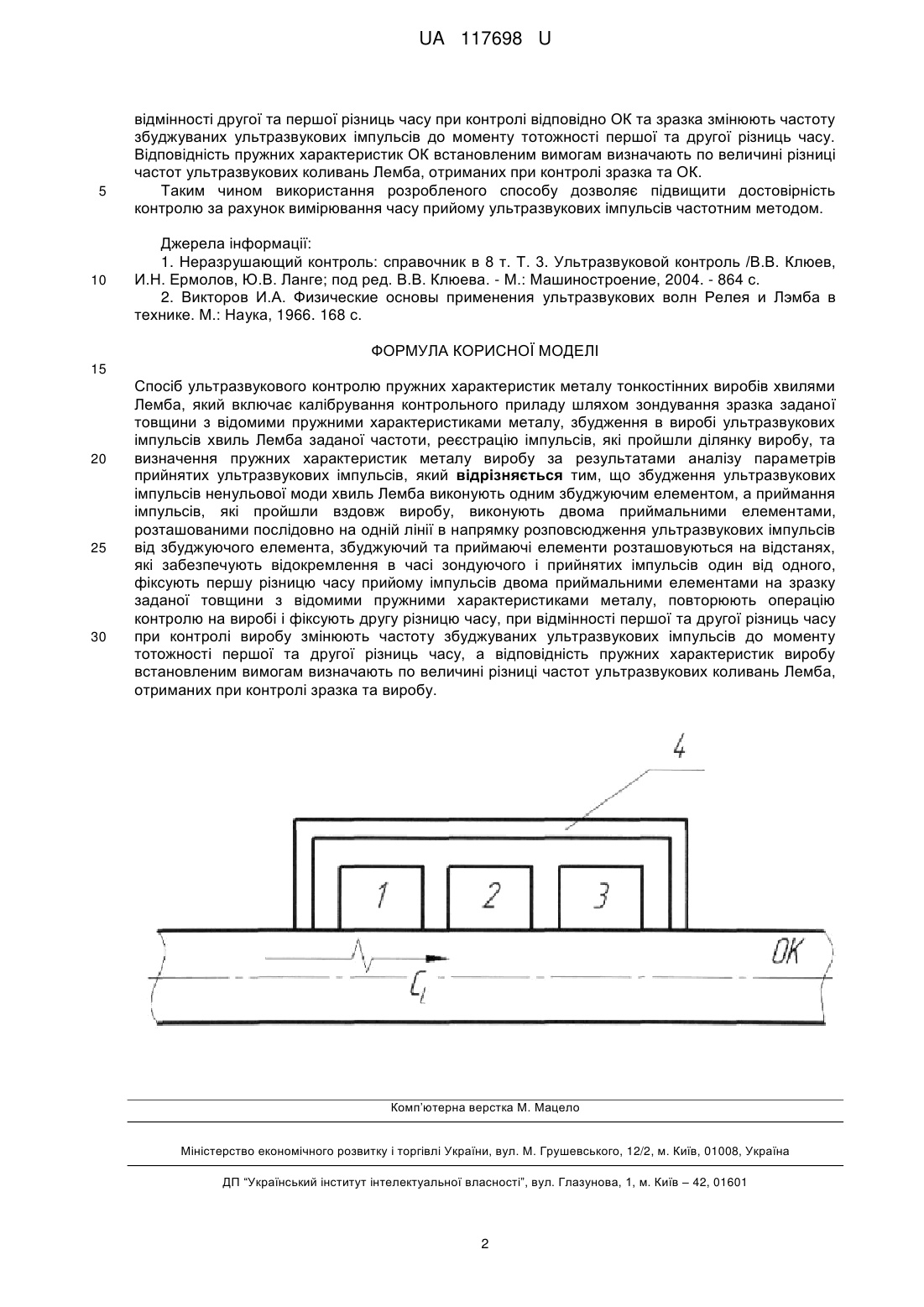
Реферат: Спосіб ультразвукового контролю пружних характеристик металу тонкостінних виробів хвилями Лемба включає калібрування контрольного приладу шляхом зондування зразка заданої товщини з відомими пружними характеристиками металу, збудження в виробі ультразвукових імпульсів хвиль Лемба заданої частоти, реєстрацію імпульсів, які пройшли ділянку виробу, та визначення пружних характеристик металу виробу за результатами аналізу параметрів прийнятих ультразвукових імпульсів. При цьому збудження ультразвукових імпульсів ненульової моди хвиль Лемба виконують одним збуджуючим елементом, а приймання імпульсів, які пройшли вздовж виробу, виконують двома приймальними елементами, розташованими послідовно на одній лінії в напрямку розповсюдження ультразвукових імпульсів від збуджуючого елемента, збуджуючий та приймаючі елементи розташовуються на відстанях, які забезпечують відокремлення в часі зондуючого і прийнятих імпульсів один від одного, фіксують першу різницю часу прийому імпульсів двома приймальними елементами на зразку заданої товщини з відомими пружними характеристиками металу, повторюють операцію контролю на виробі і фіксують другу різницю часу. UA 117698 U (54) СПОСІБ УЛЬТРАЗВУКОВОГО КОНТРОЛЮ ПРУЖНИХ ХАРАКТЕРИСТИК МЕТАЛУ ТОНКОСТІННИХ ВИРОБІВ ХВИЛЯМИ ЛЕМБА UA 117698 U UA 117698 U 5 10 15 20 25 30 35 40 45 50 55 60 Запропонована корисна модель належить до способів неруйнівного контролю та може бути використана для визначення пружних характеристик матеріалів тонкостінних виробів, таких як труби, оболонки, листи тощо. Відомий спосіб ультразвукового контролю, який включає калібрування контрольного приладу з допомогою контрольного взірця, контроль виробу імпульсами ультразвукових коливань, аналіз прийнятих сигналів та оцінку пружних характеристик матеріалу виробу за їх параметрами [1]. Недоліком цього способу є недостатня достовірність контролю, яка обумовлена зміною геометричних характеристик виробу. Найбільш близьким до запропонованого способу є спосіб ультразвукового контролю, який включає калібрування приладу контролю на відомі пружні характеристики матеріалу виробу, збудження імпульсів ультразвукових хвиль Лемба з їх розповсюдженням вздовж тонкостінного виробу, сканування виробу збудженими ультразвуковими імпульсами, реєстрацію амплітуди імпульсів, які пройшли ділянку виробу, та визначення якості виробу за результатами аналізу амплітуди прийнятих ультразвукових імпульсів [2]. Суттєвим недоліком даного способу є недостатня достовірність контролю. Цей недолік обумовлений наявністю структурних особливостей матеріалу виробу та коливаннями розмірів локальних ділянок матеріалу виробу, які впливають на амплітуду прийнятих імпульсів. В основу корисної моделі поставлено задачу створити спосіб ультразвукового контролю пружних характеристик виробу хвилями Лемба, нове виконання якого дозволило б забезпечити підвищення достовірності контролю. Для вирішення поставленої задачі пропонується спосіб ультразвукового контролю пружних характеристик металу тонкостінних виробів хвилями Лемба, який включає калібрування контрольного приладу шляхом зондування зразка заданої товщини з відомими пружними характеристиками металу, збудження в виробі ультразвукових імпульсів хвиль Лемба заданої частоти, реєстрацію імпульсів, які пройшли ділянку виробу та визначення пружних характеристик металу виробу за результатами аналізу параметрів прийнятих ультразвукових імпульсів, при цьому збудження ультразвукових імпульсів ненульової моди хвиль Лемба виконують одним збуджуючим елементом, а приймання імпульсів, які пройшли вздовж виробу, виконують двома приймальними елементами, розташованими послідовно на одній лінії в напрямку розповсюдження ультразвукових імпульсів від збуджуючого елемента, збуджуючий та приймаючі елементи розташовуються на відстанях, які забезпечують відокремлення в часі збудженого і прийнятих імпульсів один від одного, фіксують першу різницю часу прийому імпульсів двома приймальними елементами на зразку заданої товщини з відомими пружними характеристиками металу, повторюють операцію контролю на виробі і фіксують другу різницю часу, при відмінності першої та другої різниць часу при контролі виробу змінюють частоту ультразвукових імпульсів до моменту тотожності першої та другої різниць часу, а відповідність пружних характеристик виробу встановленим вимогам визначають по величині різниці частот ультразвукових коливань Лемба, отриманих при контролі зразка та виробу. На кресленні наведено схему розміщення на ОК перетворювача з ультразвуковими елементами для реалізації способу ультразвукового контролю пружних характеристик металу тонкостінних виробів хвилями Лемба. На кресленні позначені: 1 - збуджуючий перетворювач; 2 і 3 - приймаючі перетворювачі; СL хвиля Лемба, напрямок розповсюдження якої показано стрілкою; 4 - корпус ультразвукового перетворювача; ОК - об'єкт контролю малої товщини. Даний спосіб реалізується наступним чином. Перед початком контролю проводять калібрування контрольного приладу. Для цього на поверхню зразка з відомими пружними характеристиками металу встановлюють ультразвуковий перетворювач зі збуджуючим елементом 1 та двома приймаючими елементами 2 і 3. Елементи 2 і 3 повинні бути закріплені в корпусі 4 ультразвукового перетворювача послідовно на одній лінії в напрямку розповсюдження ультразвукових імпульсів від збуджуючого елемента 1. Збуджуючий 1 та приймаючі елементи 2 і 3 розташовуються на відстанях, які забезпечують відокремлення в часі збуджуючого і прийнятих імпульсів один від одного. Збуджують в зразку з відомими пружними характеристиками імпульси хвиль Лемба ненульової моди. Використання ненульової моди хвиль Лемба обумовлено дисперсією швидкості розповсюдження таких хвиль, яка залежить від пружних властивостей матеріалу та частоти ультразвукових коливань. Раціонально вибирати хвилю Лемба першої моди, оскільки, як правило, її легше збудити і вона має більшу амплітуду. Фіксують першу різницю часу прийому імпульсів двома приймальними елементами 2 і 3. Повторюють операцію контролю на ОК і фіксують другу різницю часу. Якщо перша та друга різниці часу не відрізняються, то зміну частоти імпульсів хвиль Лемба не проводять. При 1 UA 117698 U 5 10 відмінності другої та першої різниць часу при контролі відповідно ОК та зразка змінюють частоту збуджуваних ультразвукових імпульсів до моменту тотожності першої та другої різниць часу. Відповідність пружних характеристик ОК встановленим вимогам визначають по величині різниці частот ультразвукових коливань Лемба, отриманих при контролі зразка та ОК. Таким чином використання розробленого способу дозволяє підвищити достовірність контролю за рахунок вимірювання часу прийому ультразвукових імпульсів частотним методом. Джерела інформації: 1. Неразрушающий контроль: справочник в 8 т. Т. 3. Ультразвуковой контроль /В.В. Клюев, И.Н. Ермолов, Ю.В. Ланге; под ред. В.В. Клюева. - Μ.: Машиностроение, 2004. - 864 с. 2. Викторов И.А. Физические основы применения ультразвукових волн Релея и Лэмба в технике. М.: Наука, 1966. 168 с. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 25 30 Спосіб ультразвукового контролю пружних характеристик металу тонкостінних виробів хвилями Лемба, який включає калібрування контрольного приладу шляхом зондування зразка заданої товщини з відомими пружними характеристиками металу, збудження в виробі ультразвукових імпульсів хвиль Лемба заданої частоти, реєстрацію імпульсів, які пройшли ділянку виробу, та визначення пружних характеристик металу виробу за результатами аналізу параметрів прийнятих ультразвукових імпульсів, який відрізняється тим, що збудження ультразвукових імпульсів ненульової моди хвиль Лемба виконують одним збуджуючим елементом, а приймання імпульсів, які пройшли вздовж виробу, виконують двома приймальними елементами, розташованими послідовно на одній лінії в напрямку розповсюдження ультразвукових імпульсів від збуджуючого елемента, збуджуючий та приймаючі елементи розташовуються на відстанях, які забезпечують відокремлення в часі зондуючого і прийнятих імпульсів один від одного, фіксують першу різницю часу прийому імпульсів двома приймальними елементами на зразку заданої товщини з відомими пружними характеристиками металу, повторюють операцію контролю на виробі і фіксують другу різницю часу, при відмінності першої та другої різниць часу при контролі виробу змінюють частоту збуджуваних ультразвукових імпульсів до моменту тотожності першої та другої різниць часу, а відповідність пружних характеристик виробу встановленим вимогам визначають по величині різниці частот ультразвукових коливань Лемба, отриманих при контролі зразка та виробу. Комп’ютерна верстка М. Мацело Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: G01N 29/04
Мітки: характеристик, металу, ультразвукового, пружних, тонкостінних, лемба, спосіб, виробів, контролю, хвилями
Код посилання
<a href="https://ua.patents.su/4-117698-sposib-ultrazvukovogo-kontrolyu-pruzhnikh-kharakteristik-metalu-tonkostinnikh-virobiv-khvilyami-lemba.html" target="_blank" rel="follow" title="База патентів України">Спосіб ультразвукового контролю пружних характеристик металу тонкостінних виробів хвилями лемба</a>
Спосіб ультразвукового контролю твердості металу протяжного виробу хвилями релея
Номер патенту: 116249
Опубліковано: 10.05.2017
Автори: Сучков Григорій Михайлович, Плєснецов Сергій Юрійович, Мигущенко Руслан Павлович, Юданова Ніна Миколаївна
МПК: G01N 29/04
Мітки: хвилями, протяжного, спосіб, виробу, металу, ультразвукового, контролю, релея, твердості
Формула / Реферат:
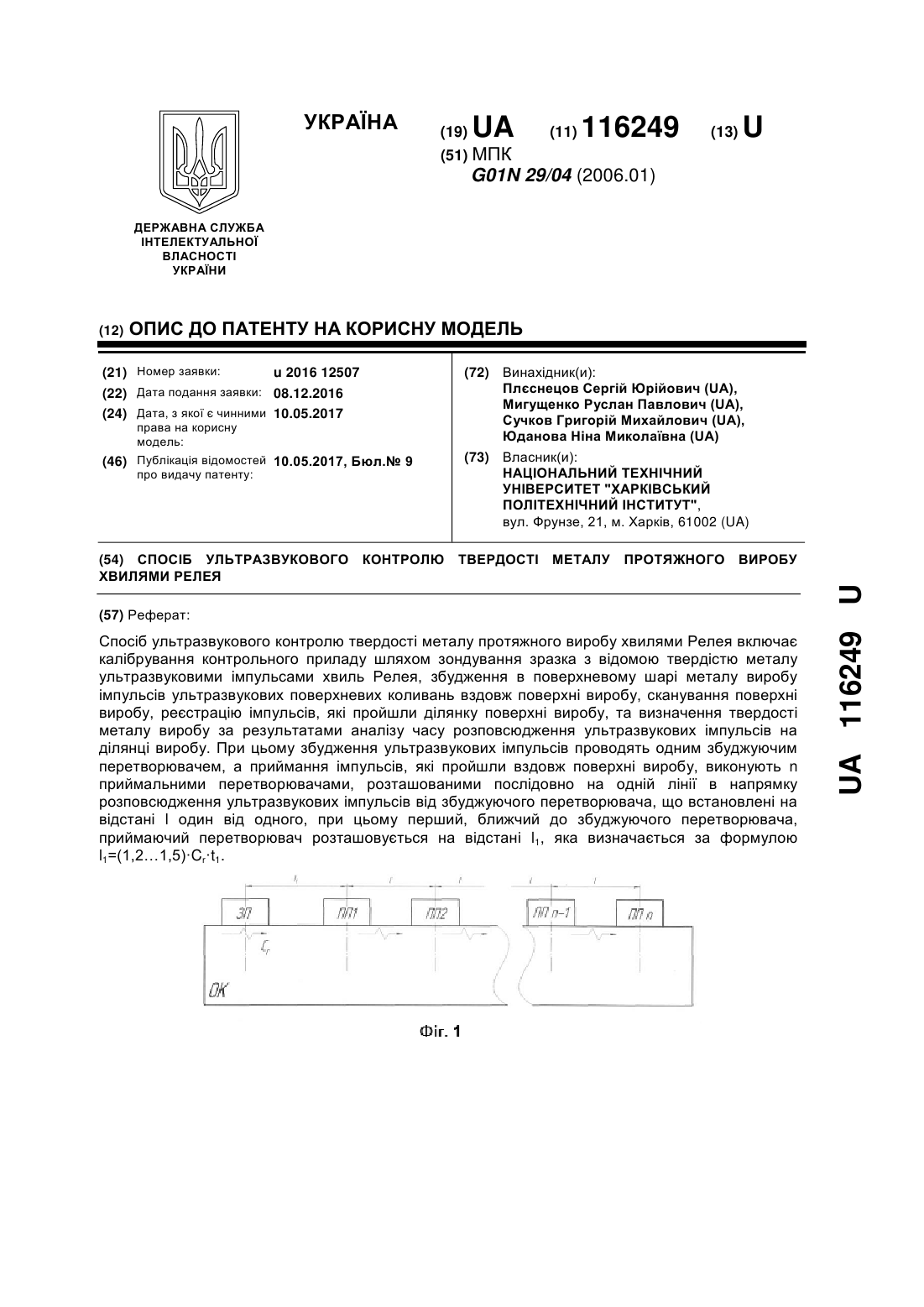
Спосіб ультразвукового контролю твердості металу протяжного виробу хвилями Релея, який включає калібрування контрольного приладу шляхом зондування зразка з відомою твердістю металу ультразвуковими імпульсами хвиль Релея, збудження в поверхневому шарі металу виробу імпульсів ультразвукових поверхневих коливань вздовж поверхні виробу, сканування поверхні виробу, реєстрацію імпульсів, які пройшли ділянку поверхні виробу, та визначення твердості...
Спосіб безконтактного ультразвукового контролю металевих виробів імпульсами поверхневих хвиль
Номер патенту: 71668
Опубліковано: 25.07.2012
Автори: Сучков Григорій Михайлович, Петрищев Олег Миколайович, Хащіна Сергій Володимирович, Глоба Світлана Миколаївна
МПК: G01N 29/00
Мітки: хвиль, металевих, поверхневих, імпульсами, безконтактного, контролю, виробів, спосіб, ультразвукового
Формула / Реферат:
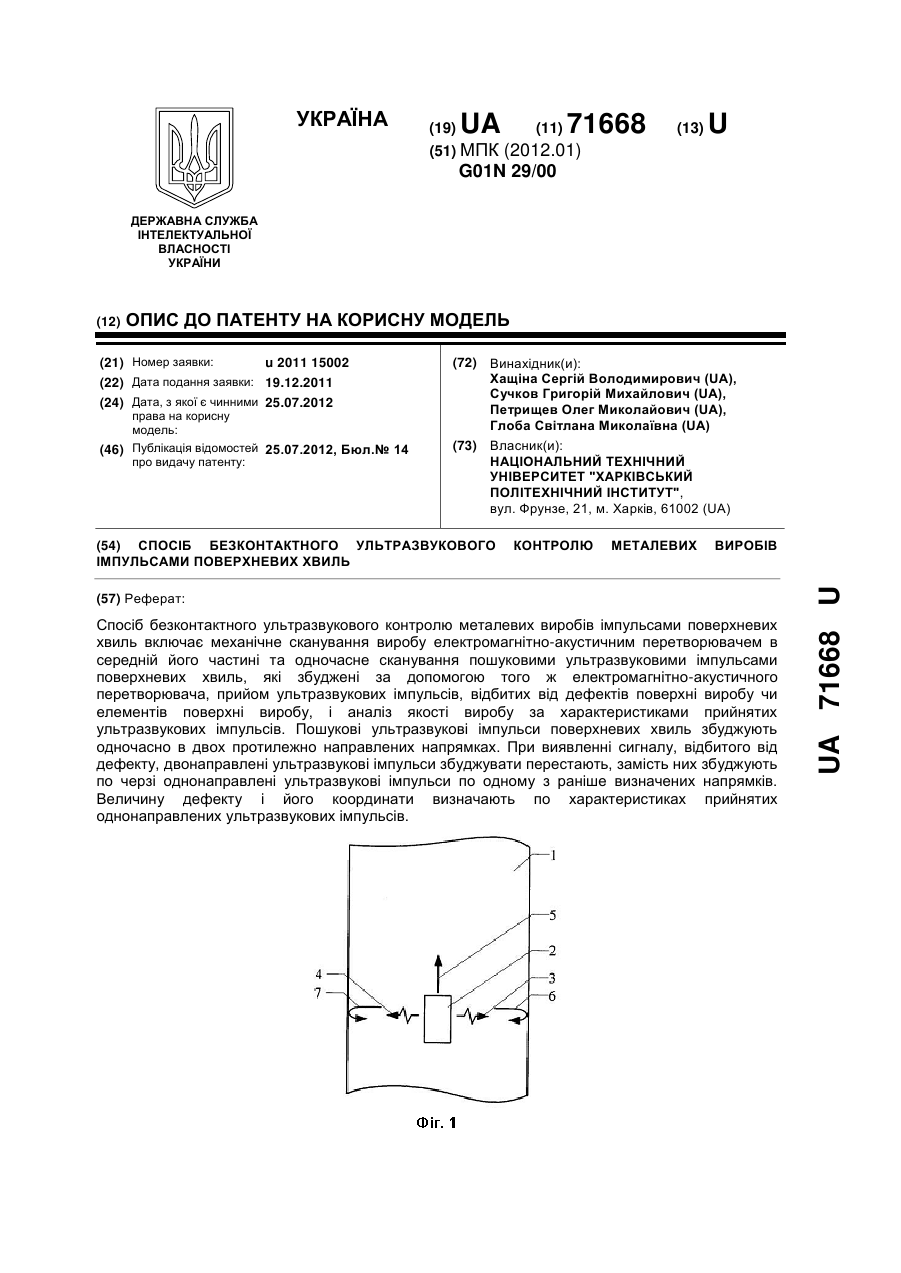
Спосіб безконтактного ультразвукового контролю металевих виробів імпульсами поверхневих хвиль, який включає механічне сканування виробу електромагнітно-акустичним перетворювачем в середній його частині та одночасне сканування пошуковими ультразвуковими імпульсами поверхневих хвиль, які збуджені за допомогою того ж електромагнітно-акустичного перетворювача, прийом ультразвукових імпульсі, відбитих від дефектів поверхні виробу чи елементів...
Спосіб ультразвукового контролю поверхні металічних феромагнітних виробів
Номер патенту: 73444
Опубліковано: 25.09.2012
Автор: Сучков Григорій Михайлович
МПК: G01N 29/04
Мітки: ультразвукового, контролю, виробів, металічних, спосіб, феромагнітних, поверхні
Формула / Реферат:
Спосіб ультразвукового контролю поверхні металічних феромагнітних виробів, що включає збудження поверхневих хвиль шляхом одночасної дії магнітного поля і високочастотного струму на поверхневий шар виробу, прийом відбитих імпульсів поверхневих хвиль від дефектів або елементів виробу, аналіз прийнятих імпульсів, який відрізняється тим, що, при збудженні поверхневих хвиль, діють поляризуючим магнітним полем і імпульсами високочастотного струму...
Спосіб імерсійного ультразвукового контролю розвинених в одному напрямку виробів з перетином у вигляді кола
Номер патенту: 72057
Опубліковано: 10.08.2012
Автори: Юданова Ніна Миколаївна, Сучков Григорій Михайлович, Маслова Марія Сергіївна, Ноздрачова Катерина Леонідівна
МПК: G01N 29/04
Мітки: ультразвукового, виробів, кола, спосіб, контролю, імерсійного, одному, напрямку, розвинених, вигляді, перетином
Формула / Реферат:
Спосіб імерсійного ультразвукового контролю розвинених в одному напрямку виробів з перетином у вигляді кола, який включає розміщення виробу, що контролюється, в імерсійній рідині, одночасне збудження сукупності ультразвукових променів в вигляді імпульсів поздовжніх об'ємних хвиль в напрямку поверхні виробу, реєстрацію сукупності імпульсів відбитих від поверхні виробу, від внутрішніх дефектів виробу та від донної поверхні виробу, прийняття...
Спосіб ультразвукового контролю виробів широкосмуговим електромагнітно-акустичним перетворювачем
Номер патенту: 71700
Опубліковано: 25.07.2012
Автори: Сучков Григорій Михайлович, Хащіна Сергій Володимирович, Ноздрачова Катерина Леонідівна, Глоба Світлана Миколаївна
МПК: G01N 29/04
Мітки: контролю, електромагнітно-акустичним, перетворювачем, виробів, спосіб, ультразвукового, широкосмуговим
Формула / Реферат:
Спосіб ультразвукового контролю, який включає розміщення над поверхнею виробу електромагнітно-акустичного перетворювача, який має джерело магнітного поля і котушку індуктивності, яка живиться імпульсами струму, збудження таким чином у виробі ультразвукових імпульсів, прийом з виробу відбитих ультразвукових імпульсів і прийняття рішення про якість виробу за параметрами прийнятих ультразвукових імпульсів, який відрізняється тим, що імпульси...
Попередній патент: Роздільно-поєднаний електромагнітно-акустичний перетворювач для контролю імпульсами хвиль релея та лемба
Наступний патент: Спосіб уретерокутанеостомії за стаховським
Випадковий патент: Флутамід - засіб для лікування опійної наркоманії