Спосіб ультразвукового контролю поверхні металічних феромагнітних виробів

Формула / Реферат
Спосіб ультразвукового контролю поверхні металічних феромагнітних виробів, що включає збудження поверхневих хвиль шляхом одночасної дії магнітного поля і високочастотного струму на поверхневий шар виробу, прийом відбитих імпульсів поверхневих хвиль від дефектів або елементів виробу, аналіз прийнятих імпульсів, який відрізняється тим, що, при збудженні поверхневих хвиль, діють поляризуючим магнітним полем і імпульсами високочастотного струму на одну і ту ж ділянку кута кромки виробу, при цьому високочастотний струм орієнтують його лінійною частиною вздовж ділянки кута кромки виробу, а контроль поверхні виробу проводять в напрямку перпендикулярному ділянці кромки на якій збуджуються поверхневі хвилі, шляхом переміщення електромагнітно-акустичного перетворювача по куту кромки вздовж периметру виробу або по частині його периметру.
Текст
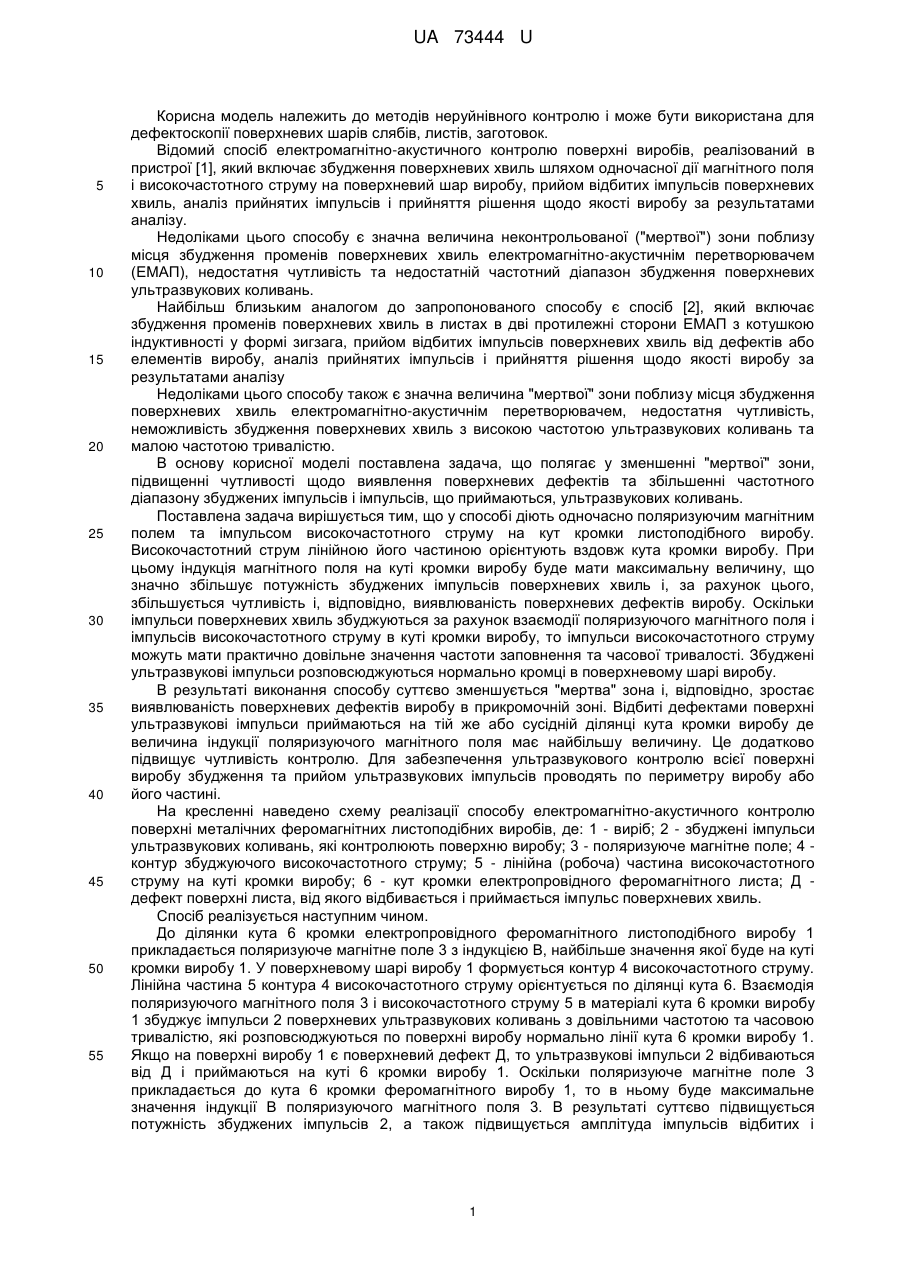
Реферат: Спосіб ультразвукового контролю поверхні металічних феромагнітних виробів включає збудження поверхневих хвиль, прийом відбитих імпульсів поверхневих хвиль від дефектів або елементів виробу та аналіз прийнятих імпульсів. При збудженні поверхневих хвиль діють поляризуючим магнітним полем і імпульсами високочастотного струму на одну і ту ж ділянку кута кромки виробу, а контроль поверхні виробу проводять в напрямку перпендикулярному ділянці кромки. UA 73444 U (54) СПОСІБ УЛЬТРАЗВУКОВОГО КОНТРОЛЮ ПОВЕРХНІ МЕТАЛІЧНИХ ФЕРОМАГНІТНИХ ВИРОБІВ UA 73444 U UA 73444 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до методів неруйнівного контролю і може бути використана для дефектоскопії поверхневих шарів слябів, листів, заготовок. Відомий спосіб електромагнітно-акустичного контролю поверхні виробів, реалізований в пристрої [1], який включає збудження поверхневих хвиль шляхом одночасної дії магнітного поля і високочастотного струму на поверхневий шар виробу, прийом відбитих імпульсів поверхневих хвиль, аналіз прийнятих імпульсів і прийняття рішення щодо якості виробу за результатами аналізу. Недоліками цього способу є значна величина неконтрольованої ("мертвої") зони поблизу місця збудження променів поверхневих хвиль електромагнітно-акустичнім перетворювачем (ЕМАП), недостатня чутливість та недостатній частотний діапазон збудження поверхневих ультразвукових коливань. Найбільш близьким аналогом до запропонованого способу є спосіб [2], який включає збудження променів поверхневих хвиль в листах в дві протилежні сторони ЕМАП з котушкою індуктивності у формі зигзага, прийом відбитих імпульсів поверхневих хвиль від дефектів або елементів виробу, аналіз прийнятих імпульсів і прийняття рішення щодо якості виробу за результатами аналізу Недоліками цього способу також є значна величина "мертвої" зони поблизу місця збудження поверхневих хвиль електромагнітно-акустичнім перетворювачем, недостатня чутливість, неможливість збудження поверхневих хвиль з високою частотою ультразвукових коливань та малою частотою тривалістю. В основу корисної моделі поставлена задача, що полягає у зменшенні "мертвої" зони, підвищенні чутливості щодо виявлення поверхневих дефектів та збільшенні частотного діапазону збуджених імпульсів і імпульсів, що приймаються, ультразвукових коливань. Поставлена задача вирішується тим, що у способі діють одночасно поляризуючим магнітним полем та імпульсом високочастотного струму на кут кромки листоподібного виробу. Високочастотний струм лінійною його частиною орієнтують вздовж кута кромки виробу. При цьому індукція магнітного поля на куті кромки виробу буде мати максимальну величину, що значно збільшує потужність збуджених імпульсів поверхневих хвиль і, за рахунок цього, збільшується чутливість і, відповідно, виявлюваність поверхневих дефектів виробу. Оскільки імпульси поверхневих хвиль збуджуються за рахунок взаємодії поляризуючого магнітного поля і імпульсів високочастотного струму в куті кромки виробу, то імпульси високочастотного струму можуть мати практично довільне значення частоти заповнення та часової тривалості. Збуджені ультразвукові імпульси розповсюджуються нормально кромці в поверхневому шарі виробу. В результаті виконання способу суттєво зменшується "мертва" зона і, відповідно, зростає виявлюваність поверхневих дефектів виробу в прикромочній зоні. Відбиті дефектами поверхні ультразвукові імпульси приймаються на тій же або сусідній ділянці кута кромки виробу де величина індукції поляризуючого магнітного поля має найбільшу величину. Це додатково підвищує чутливість контролю. Для забезпечення ультразвукового контролю всієї поверхні виробу збудження та прийом ультразвукових імпульсів проводять по периметру виробу або його частині. На кресленні наведено схему реалізації способу електромагнітно-акустичного контролю поверхні металічних феромагнітних листоподібних виробів, де: 1 - виріб; 2 - збуджені імпульси ультразвукових коливань, які контролюють поверхню виробу; 3 - поляризуюче магнітне поле; 4 контур збуджуючого високочастотного струму; 5 - лінійна (робоча) частина високочастотного струму на куті кромки виробу; 6 - кут кромки електропровідного феромагнітного листа; Д дефект поверхні листа, від якого відбивається і приймається імпульс поверхневих хвиль. Спосіб реалізується наступним чином. До ділянки кута 6 кромки електропровідного феромагнітного листоподібного виробу 1 прикладається поляризуюче магнітне поле 3 з індукцією В, найбільше значення якої буде на куті кромки виробу 1. У поверхневому шарі виробу 1 формується контур 4 високочастотного струму. Лінійна частина 5 контура 4 високочастотного струму орієнтується по ділянці кута 6. Взаємодія поляризуючого магнітного поля 3 і високочастотного струму 5 в матеріалі кута 6 кромки виробу 1 збуджує імпульси 2 поверхневих ультразвукових коливань з довільними частотою та часовою тривалістю, які розповсюджуються по поверхні виробу нормально лінії кута 6 кромки виробу 1. Якщо на поверхні виробу 1 є поверхневий дефект Д, то ультразвукові імпульси 2 відбиваються від Д і приймаються на куті 6 кромки виробу 1. Оскільки поляризуюче магнітне поле 3 прикладається до кута 6 кромки феромагнітного виробу 1, то в ньому буде максимальне значення індукції В поляризуючого магнітного поля 3. В результаті суттєво підвищується потужність збуджених імпульсів 2, а також підвищується амплітуда імпульсів відбитих і 1 UA 73444 U 5 10 прийнятих від дефекту Д. Підвищення частоти збуджених ультразвукових імпульсів 2 та їх часової тривалості приводить до зменшення "мертвої" зони. Контроль усієї поверхні виробу 1 виконується шляхом переміщення зони збудження і прийому імпульсів ультразвукових поверхневих хвиль вздовж кута 6 кромки по периметру виробу або його частині. Таким чином, спосіб електромагнітно-акустичного контролю поверхні металічних феромагнітних листоподібних виробів, при інших однакових умовах, дає можливість збільшити чутливості виявлення поверхневих дефектів, зменшити "мертву" зону контролю розширити частотний діапазон ультразвукових коливань, що використовуються для неруйнівного контролю. Джерела інформації: 1. Бабкин С.Є, Ильясов Р.С., Комаров В.А. и др. Устройство для бесконтактного возбуждения и приема волн Рэлея в ферромагнетиках.- Дефектоскопия, 1989, № 6. - С. 93-94. 2. Ультразвуковой контроль материалов: Справ, изд. И. Крауткреммер, Г. Крауткреммер; Пер. с нем. - М: Металлургия, 1991.-752 с. 15 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 Спосіб ультразвукового контролю поверхні металічних феромагнітних виробів, що включає збудження поверхневих хвиль шляхом одночасної дії магнітного поля і високочастотного струму на поверхневий шар виробу, прийом відбитих імпульсів поверхневих хвиль від дефектів або елементів виробу, аналіз прийнятих імпульсів, який відрізняється тим, що, при збудженні поверхневих хвиль, діють поляризуючим магнітним полем і імпульсами високочастотного струму на одну і ту ж ділянку кута кромки виробу, при цьому високочастотний струм орієнтують його лінійною частиною вздовж ділянки кута кромки виробу, а контроль поверхні виробу проводять в напрямку перпендикулярному ділянці кромки, на якій збуджуються поверхневі хвилі, шляхом переміщення електромагнітно-акустичного перетворювача по куту кромки вздовж периметру виробу або по частині його периметру. Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for ultrasonic control of surfaces of metal ferromagnetic articles
Автори англійськоюSuchkov Hryhorii Mykhailovych
Назва патенту російськоюСпособ ультразвукового контроля поверхности металлических ферромагнитных изделий
Автори російськоюСучков Григорий Михайлович
МПК / Мітки
МПК: G01N 29/04
Мітки: поверхні, виробів, спосіб, феромагнітних, ультразвукового, металічних, контролю
Код посилання
<a href="https://ua.patents.su/4-73444-sposib-ultrazvukovogo-kontrolyu-poverkhni-metalichnikh-feromagnitnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб ультразвукового контролю поверхні металічних феромагнітних виробів</a>
Спосіб безконтактного ультразвукового контролю металевих виробів імпульсами поверхневих хвиль
Номер патенту: 71668
Опубліковано: 25.07.2012
Автори: Глоба Світлана Миколаївна, Сучков Григорій Михайлович, Петрищев Олег Миколайович, Хащіна Сергій Володимирович
МПК: G01N 29/00
Мітки: контролю, імпульсами, поверхневих, металевих, виробів, хвиль, спосіб, ультразвукового, безконтактного
Формула / Реферат:
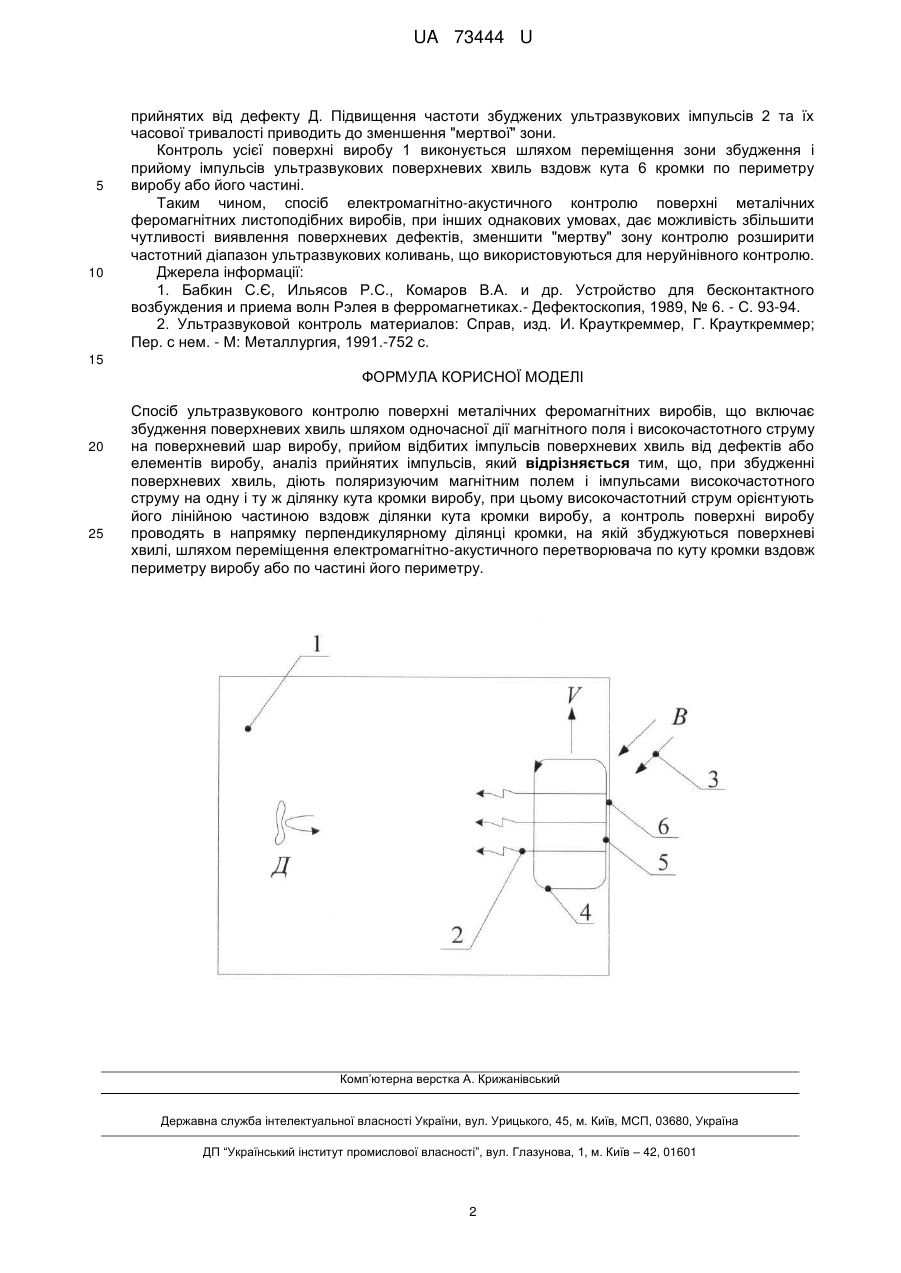
Спосіб безконтактного ультразвукового контролю металевих виробів імпульсами поверхневих хвиль, який включає механічне сканування виробу електромагнітно-акустичним перетворювачем в середній його частині та одночасне сканування пошуковими ультразвуковими імпульсами поверхневих хвиль, які збуджені за допомогою того ж електромагнітно-акустичного перетворювача, прийом ультразвукових імпульсі, відбитих від дефектів поверхні виробу чи елементів...
Спосіб імерсійного ультразвукового контролю розвинених в одному напрямку виробів з перетином у вигляді кола
Номер патенту: 72057
Опубліковано: 10.08.2012
Автори: Сучков Григорій Михайлович, Юданова Ніна Миколаївна, Маслова Марія Сергіївна, Ноздрачова Катерина Леонідівна
МПК: G01N 29/04
Мітки: імерсійного, кола, напрямку, спосіб, вигляді, розвинених, перетином, контролю, одному, виробів, ультразвукового
Формула / Реферат:
Спосіб імерсійного ультразвукового контролю розвинених в одному напрямку виробів з перетином у вигляді кола, який включає розміщення виробу, що контролюється, в імерсійній рідині, одночасне збудження сукупності ультразвукових променів в вигляді імпульсів поздовжніх об'ємних хвиль в напрямку поверхні виробу, реєстрацію сукупності імпульсів відбитих від поверхні виробу, від внутрішніх дефектів виробу та від донної поверхні виробу, прийняття...
Спосіб ультразвукового контролю виробів широкосмуговим електромагнітно-акустичним перетворювачем
Номер патенту: 71700
Опубліковано: 25.07.2012
Автори: Глоба Світлана Миколаївна, Сучков Григорій Михайлович, Ноздрачова Катерина Леонідівна, Хащіна Сергій Володимирович
МПК: G01N 29/04
Мітки: виробів, ультразвукового, спосіб, електромагнітно-акустичним, перетворювачем, контролю, широкосмуговим
Формула / Реферат:
Спосіб ультразвукового контролю, який включає розміщення над поверхнею виробу електромагнітно-акустичного перетворювача, який має джерело магнітного поля і котушку індуктивності, яка живиться імпульсами струму, збудження таким чином у виробі ультразвукових імпульсів, прийом з виробу відбитих ультразвукових імпульсів і прийняття рішення про якість виробу за параметрами прийнятих ультразвукових імпульсів, який відрізняється тим, що імпульси...
Спосіб ультразвукового контролю виробів
Номер патенту: 69215
Опубліковано: 16.08.2004
Автори: Саприкін Сергій Олексійович, Гембарський Ігор Іванович, Колбін Ігор Борисович, Волков Юрій Олександрович
МПК: G01N 29/07
Мітки: контролю, виробів, ультразвукового, спосіб
Формула / Реферат:
Спосіб ультразвукового контролю виробів, оснований на використанні прямого та похилого перетворювачів, що підключені до одного дефектоскопа, який відрізняється тим, що перетворювачі працюють одночасно в режимі випромінювання та прийому ультразвукових сигналів, причому за допомогою прямого перетворювача вимірюється товщина стінки виробу в місцях проведення контролю, а за допомогою похилого перетворювача визначається наявність дефектів в цих...
Спосіб ультразвукового контролю шорсткості поверхні
Номер патенту: 26875
Опубліковано: 10.10.2007
Автори: Довгопол Євгенія Олександрівна, Шевченко Вадим Володимирович
МПК: G01N 29/04
Мітки: ультразвукового, шорсткості, контролю, поверхні, спосіб
Формула / Реферат:
Ультразвуковий спосіб контролю шорсткості виробів, що включає випромінювання на контрольовану поверхню імпульсів ультразвукових коливань та приймання відбитих від неї коливань, який відрізняється тим, що використовують когерентне монохромне випромінювання, яке розщеплюють на дві частини, одну з яких приймають як опорний сигнал, а іншу модулюють за фазою ультразвукових коливань, відбитих від досліджуваної поверхні, і шляхом перетворення Фур'є...
Попередній патент: Спосіб одержання водостійкої промислової вибухової речовини
Наступний патент: Спосіб електромагнітної дефектоскопії електропровідних виробів
Випадковий патент: Безкорпусна насадна збірна фреза з самовстановними ножами