Процес ліквідації технологічних отворів у магістральних трубопроводах
Номер патенту: 11796
Опубліковано: 16.01.2006
Автори: Щербак Олександр Вікторович, Дрогомирецький Михайло Миколайович, Педько Борис Іванович, Максимов Сергій Юрійович, Бут Віктор Степанович, Олійник Олег Ігоревич, Ніколаєв Віталій Вікторович, Беккер Михайло Вікторович

Формула / Реферат
1. Процес ліквідації технологічних отворів у магістральних трубопроводах, що включає розсвердлення отвору під чіп у пошкодженій ділянці та встановлення чопа та запірного патрубка на пошкоджену ділянку, який відрізняється тим, що перед встановленням патрубка виконують канавку навколо пошкодженої ділянки, заплавляють канавку у два шари, після чого приварюють патрубок, а до патрубка приварюють заглушку.
2. Процес за п. 1, який відрізняється тим, що після встановлення чопа його обмазують глиною.
Текст
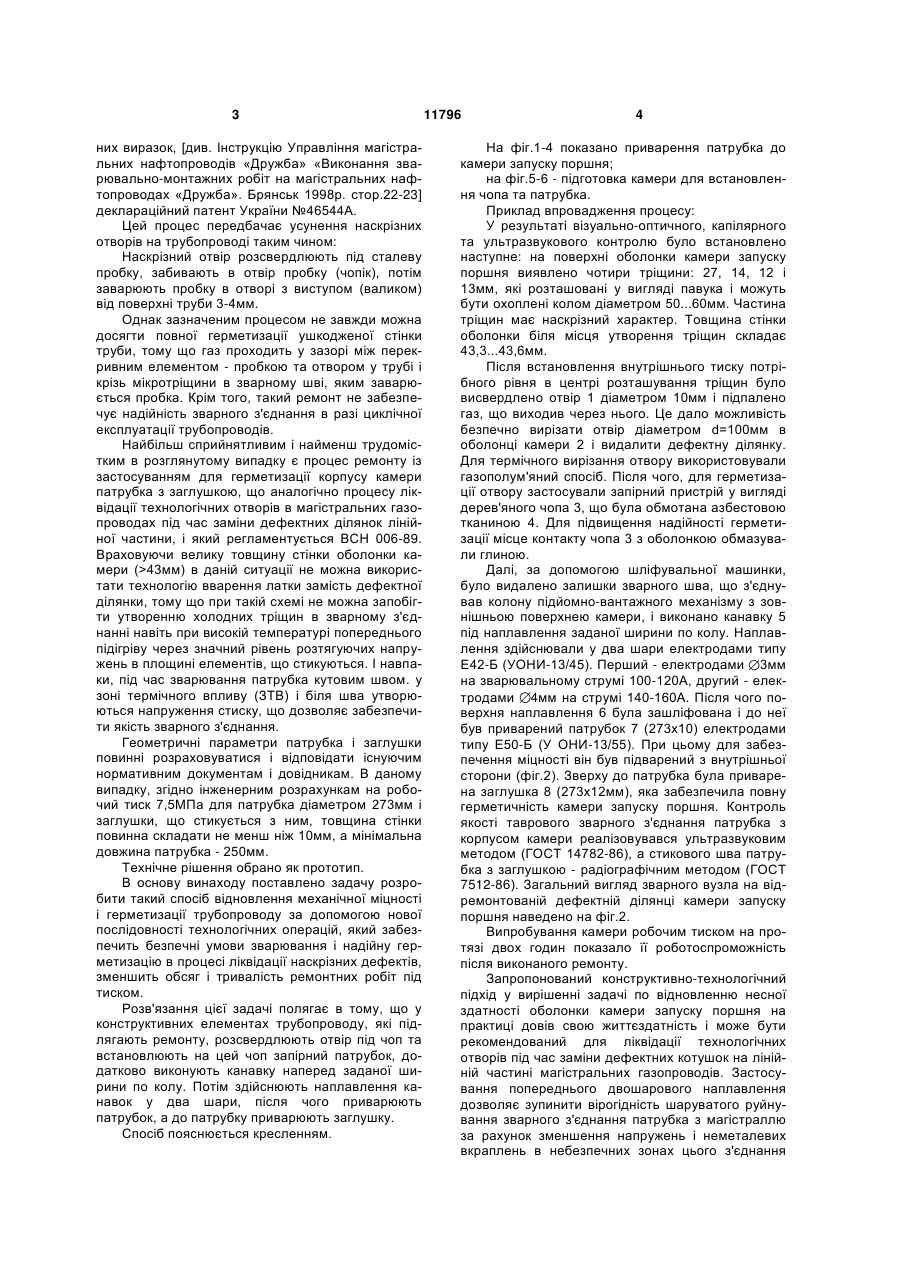
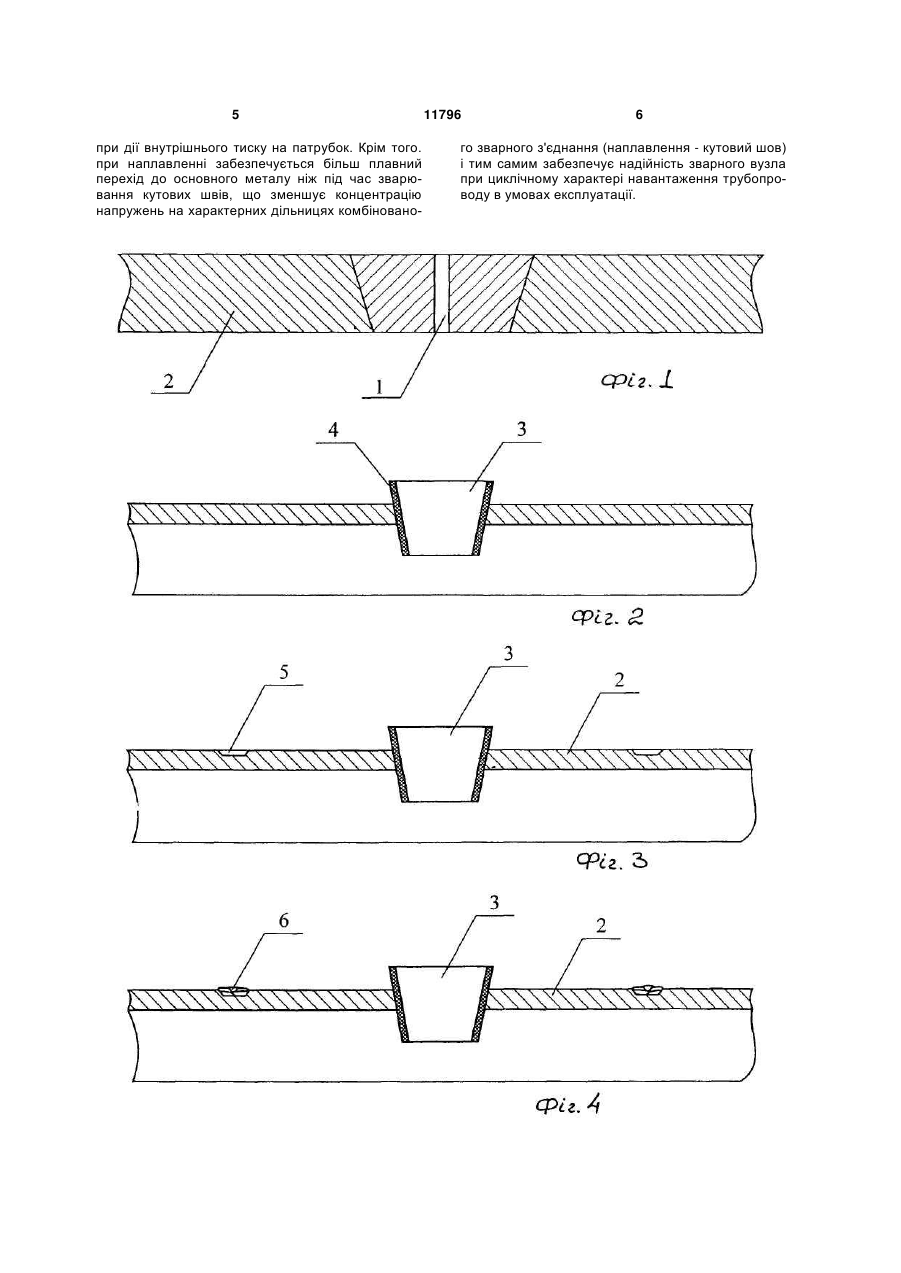
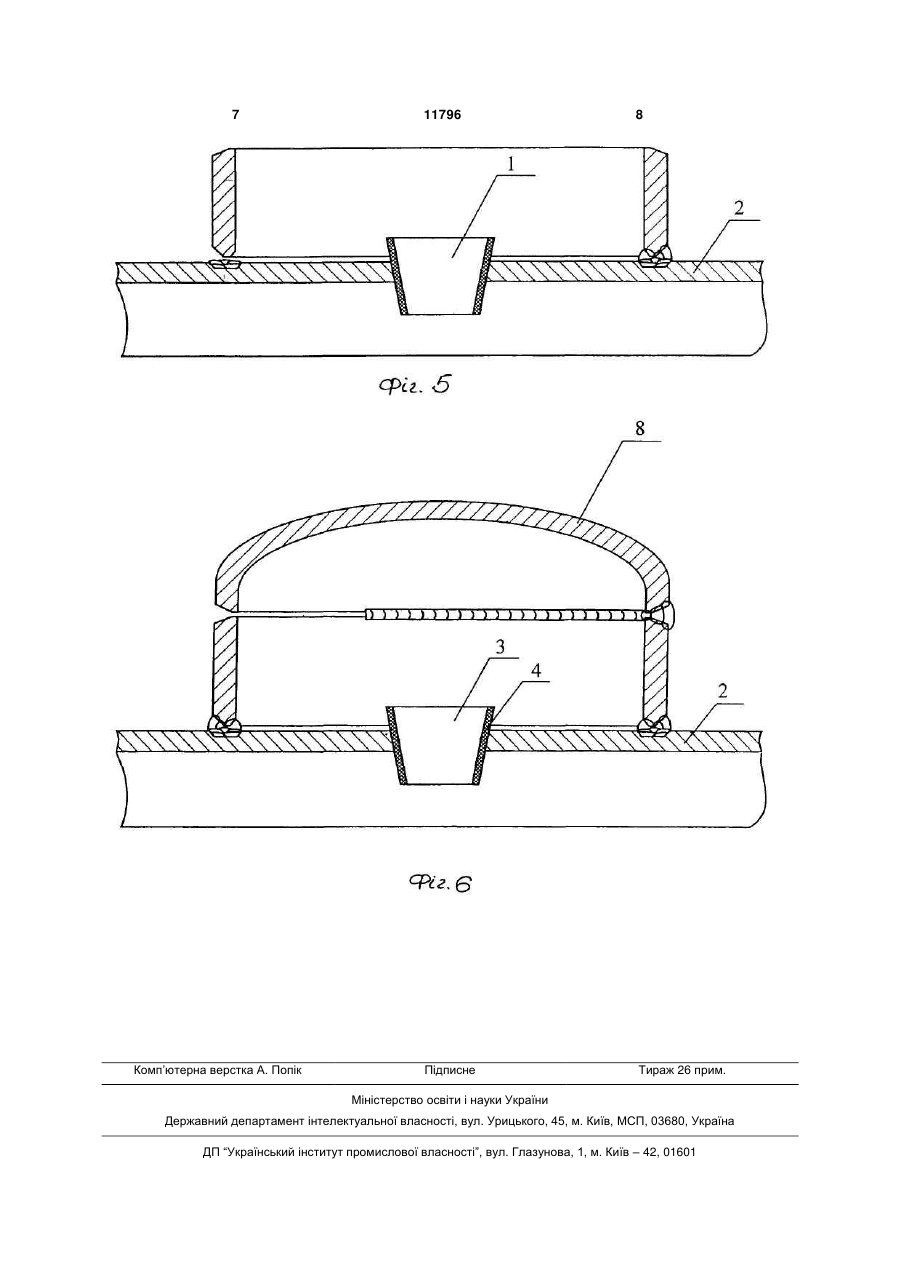
1. Процес ліквідації технологічних отворів у магістральних трубопроводах, що включає розсвердлення отвору під чіп у пошкодженій ділянці та встановлення чопа та запірного патрубка на пошкоджену ділянку, який відрізняється тим, що перед встановленням патрубка виконують канавку навколо пошкодженої ділянки, заплавляють канавку у два шари, після чого приварюють патрубок, а до патрубка приварюють заглушку. 2. Процес за п.1, який відрізняється тим, що після встановлення чопа його обмазують глиною. (19) (21) u200505845 (22) 14.06.2005 (24) 16.01.2006 (46) 16.01.2006, Бюл. № 1, 2006 р. (72) Бут Віктор Степанович, Максимов Сергій Юрійович, Беккер Михайло Вікторович, Дрогомирецький Михайло Миколайович, Педько Борис Іванович, Щербак Олександр Вікторович, Олійник Олег Ігоревич, Ніколаєв Віталій Вікторович (73) ДОЧІРНЯ КОМПАНІЯ "УКРТРАНСГАЗ" 3 них виразок, [див. Інструкцію Управління магістральних нафтопроводів «Дружба» «Виконання зварювально-монтажних робіт на магістральних нафтопроводах «Дружба». Брянськ 1998р. стор.22-23] деклараційний патент України №46544А. Цей процес передбачає усунення наскрізних отворів на трубопроводі таким чином: Наскрізний отвір розсвердлюють під сталеву пробку, забивають в отвір пробку (чопік), потім заварюють пробку в отворі з виступом (валиком) від поверхні труби 3-4мм. Однак зазначеним процесом не завжди можна досягти повної герметизації ушкодженої стінки труби, тому що газ проходить у зазорі між перекривним елементом - пробкою та отвором у трубі і крізь мікротріщини в зварному шві, яким заварюється пробка. Крім того, такий ремонт не забезпечує надійність зварного з'єднання в разі циклічної експлуатації трубопроводів. Найбільш сприйнятливим і найменш трудомістким в розглянутому випадку є процес ремонту із застосуванням для герметизації корпусу камери патрубка з заглушкою, що аналогічно процесу ліквідації технологічних отворів в магістральних газопроводах під час заміни дефектних ділянок лінійної частини, і який регламентується ВСН 006-89. Враховуючи велику товщину стінки оболонки камери (>43мм) в даній ситуації не можна використати технологію вварення латки замість дефектної ділянки, тому що при такій схемі не можна запобігти утворенню холодних тріщин в зварному з'єднанні навіть при високій температурі попереднього підігріву через значний рівень розтягуючих напружень в площині елементів, що стикуються. І навпаки, під час зварювання патрубка кутовим швом. у зоні термічного впливу (ЗТВ) і біля шва утворюються напруження стиску, що дозволяє забезпечити якість зварного з'єднання. Геометричні параметри патрубка і заглушки повинні розраховуватися і відповідати існуючим нормативним документам і довідникам. В даному випадку, згідно інженерним розрахункам на робочий тиск 7,5МПа для патрубка діаметром 273мм і заглушки, що стикується з ним, товщина стінки повинна складати не менш ніж 10мм, а мінімальна довжина патрубка - 250мм. Технічне рішення обрано як прототип. В основу винаходу поставлено задачу розробити такий спосіб відновлення механічної міцності і герметизації трубопроводу за допомогою нової послідовності технологічних операцій, який забезпечить безпечні умови зварювання і надійну герметизацію в процесі ліквідації наскрізних дефектів, зменшить обсяг і тривалість ремонтних робіт під тиском. Розв'язання цієї задачі полягає в тому, що у конструктивних елементах трубопроводу, які підлягають ремонту, розсвердлюють отвір під чоп та встановлюють на цей чоп запірний патрубок, додатково виконують канавку наперед заданої ширини по колу. Потім здійснюють наплавлення канавок у два шари, після чого приварюють патрубок, а до патрубку приварюють заглушку. Спосіб пояснюється кресленням. 11796 4 На фіг.1-4 показано приварення патрубка до камери запуску поршня; на фіг.5-6 - підготовка камери для встановлення чопа та патрубка. Приклад впровадження процесу: У результаті візуально-оптичного, капілярного та ультразвукового контролю було встановлено наступне: на поверхні оболонки камери запуску поршня виявлено чотири тріщини: 27, 14, 12 і 13мм, які розташовані у вигляді павука і можуть бути охоплені колом діаметром 50...60мм. Частина тріщин має наскрізний характер. Товщина стінки оболонки біля місця утворення тріщин складає 43,3...43,6мм. Після встановлення внутрішнього тиску потрібного рівня в центрі розташування тріщин було висвердлено отвір 1 діаметром 10мм і підпалено газ, що виходив через нього. Це дало можливість безпечно вирізати отвір діаметром d=100мм в оболонці камери 2 і видалити дефектну ділянку. Для термічного вирізання отвору використовували газополум'яний спосіб. Після чого, для герметизації отвору застосували запірний пристрій у вигляді дерев'яного чопа 3, що була обмотана азбестовою тканиною 4. Для підвищення надійності герметизації місце контакту чопа 3 з оболонкою обмазували глиною. Далі, за допомогою шліфувальної машинки, було видалено залишки зварного шва, що з'єднував колону підйомно-вантажного механізму з зовнішньою поверхнею камери, і виконано канавку 5 під наплавлення заданої ширини по колу. Наплавлення здійснювали у два шари електродами типу Е42-Б (УОНИ-13/45). Перший - електродами 3мм на зварювальному струмі 100-120А, другий - електродами 4мм на струмі 140-160А. Після чого поверхня наплавлення 6 була зашліфована і до неї був приварений патрубок 7 (273х10) електродами типу Е50-Б (У ОНИ-13/55). При цьому для забезпечення міцності він був підварений з внутрішньої сторони (фіг.2). Зверху до патрубка була приварена заглушка 8 (273х12мм), яка забезпечила повну герметичність камери запуску поршня. Контроль якості таврового зварного з'єднання патрубка з корпусом камери реалізовувався ультразвуковим методом (ГОСТ 14782-86), а стикового шва патрубка з заглушкою - радіографічним методом (ГОСТ 7512-86). Загальний вигляд зварного вузла на відремонтованій дефектній ділянці камери запуску поршня наведено на фіг.2. Випробування камери робочим тиском на протязі двох годин показало її роботоспроможність після виконаного ремонту. Запропонований конструктивно-технологічний підхід у вирішенні задачі по відновленню несної здатності оболонки камери запуску поршня на практиці довів свою життєздатність і може бути рекомендований для ліквідації технологічних отворів під час заміни дефектних котушок на лінійній частині магістральних газопроводів. Застосування попереднього двошарового наплавлення дозволяє зупинити вірогідність шаруватого руйнування зварного з'єднання патрубка з магістраллю за рахунок зменшення напружень і неметалевих вкраплень в небезпечних зонах цього з'єднання 5 при дії внутрішнього тиску на патрубок. Крім того. при наплавленні забезпечується більш плавний перехід до основного металу ніж під час зварювання кутових швів, що зменшує концентрацію напружень на характерних дільницях комбіновано 11796 6 го зварного з'єднання (наплавлення - кутовий шов) і тим самим забезпечує надійність зварного вузла при циклічному характері навантаження трубопроводу в умовах експлуатації. 7 Комп’ютерна верстка А. Попік 11796 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess of liquidation of technological openings in main pipelines
Автори англійськоюBut Viktor Stepanovych, Maksymov Serhii Yuriiovych, Bekker Mykhailo Viktorovych, Drohomyretskyi Mykhailo Mykolaiovych, Ped'ko Borys Ivanovych, Scherbak Oleksandr Viktorovych, Nikolaiev Vitalii Viktorovych
Назва патенту російськоюПроцесс ликвидации технологических отверстий в магистральных трубопроводах
Автори російськоюБут Виктор Степанович, Максимов Сергей Юрьевич, Беккер Михаил Викторович, Дрогомирецкий Михаил Николаевич, Педько Борис Иванович, Щербак Александр Викторович, Николаев Виталий Викторович
МПК / Мітки
МПК: F16L 55/16
Мітки: магістральних, ліквідації, процес, отворів, технологічних, трубопроводах
Код посилання
<a href="https://ua.patents.su/4-11796-proces-likvidaci-tekhnologichnikh-otvoriv-u-magistralnikh-truboprovodakh.html" target="_blank" rel="follow" title="База патентів України">Процес ліквідації технологічних отворів у магістральних трубопроводах</a>
Процес ліквідації міжколонного тиску в газових свердловинах

Номер патенту: 67644
Опубліковано: 15.06.2004
Автори: Третьяков Генадій Володимирович, Строгий Анатолій Якович, Капітанова Зоя Євгеніївна, Соколов Валерій Павлович
МПК: E21B 33/13, E21B 33/00, C09K 8/42, E21B 33/14
Мітки: процес, ліквідації, газових, міжколонного, тиску, свердловинах
Формула / Реферат:
Процес ліквідації міжколонного тиску в газових свердловинах, який включає закачування в затрубний простір тампонуючої суміші, який відрізняється тим, що як тампонуючу суміш закачують 2,5% водний розчин КМЦ, азбестову крихту і порошок крейди, а компоненти беруть у наступному співвідношенні, мас%: 2,5% водний розчин КМЦ 60-75 азбестова крихта 10-30 порошок ...
Спосіб формування протектора магістральних судин шиї у хворих з рецидивними пухлинами, раніш лікованими променевим та комбінованим методами
Номер патенту: 28753
Опубліковано: 16.10.2000
Автор: Пилипюк Микола Віталійович
МПК: A61B 17/322
Мітки: протектора, формування, раніш, судин, ши, лікованими, методами, рецидивними, променевим, хворих, пухлинами, спосіб, магістральних, комбінованим
Формула / Реферат:
Спосіб формування протектора магістральних судин шиї у хворих з рецидивними пухлинами, раніш лікованими та комбінованим променевим методами, що включає шийну лімфоденектомію і створення протектора магістральних судин, який відрізняється тим, що після шийної лімфоденектомії з поширеним висіченням м'яких тканин, викроюють шкіряно-пекторальний клаптик і через підшкірний тунель переміщують в зону дефекту, після чого закривають ним оголені сонну...
Спосіб монтажу трійників на діючих трубопроводах
Номер патенту: 47602
Опубліковано: 15.10.2004
Автори: Гончар Володимир Павлович, Шимановський Роман Васильович, Холодов Віктор Іванович, Капцов Іван Іванович
МПК: F16L 41/00
Мітки: монтажу, трійників, трубопроводах, спосіб, діючих
Формула / Реферат:
Спосіб монтажу трійників на діючих трубопроводах, який включає зачистку труби, підготовку частин трійника, до однієї з яких попередньо приварений відвід, і технологічних кілець, монтаж та зварювання частин трійника між собою поздовжніми швами, монтаж та зварювання між собою поздовжніми швами частин двох технологічних кілець та приварювання їх до трійника з трубою, який відрізняється тим, що трійник і технологічні кільця виготовлені з трьох...
Спосіб хірургічного лікування хворих з транспозицією магістральних судин серця
Номер патенту: 33812
Опубліковано: 15.02.2001
Автор: Ємець Ілля Миколайович
МПК: A61B 17/00
Мітки: спосіб, хворих, судин, магістральних, лікування, серця, транспозицією, хірургічного
Текст:
...– транспозиція Taussig-Bing, ПМША – передня між шлуночкова артерія, ПКА – права коронарна артерія, СВА – артерія синусового вузла, Single KA – одна-єдина коронарна артерія. Запропонованим способом прооперовано 5 хворих. Всі хворі виписані з клініки без ускладнень. Разом з тим операційна летальність по зарубіжним даним при хірургічній корекції даної патології (без застосування даного винаходу) становить 11–38%. great vessels. A...
Пристрій для очистки газу в трубопроводах

Номер патенту: 59660
Опубліковано: 15.09.2003
Автори: Винник Степан Мар'янович, Слесарев Володимир Ананійович, Капцов Іван Іванович, Коляденко Вадим Анатолійович, Братах Михайло Іванович
МПК: B01D 45/08
Мітки: очистки, трубопроводах, пристрій, газу
Формула / Реферат:
Пристрій для очистки газу в трубопроводах, що містить корпус-колектор з патрубками відводу очищеного газу і забруднень, який відрізняється тим, що порожнину корпусу-колектора розділено на секції герметичними по периметру, кільцеподібними діафрагмами з дифузорами, на вході в корпусі-колекторі та у вхідних отворах дифузорів розміщено завихрювачі, при цьому площа перерізу вхідних отворів дифузорів кожної наступної секції пропорційно зменшується,...
Попередній патент: Мікротренажер дихальний “мтд”
Наступний патент: Спосіб пластики пахвинної грижі
Випадковий патент: Високоміцна рейка з перлітової сталі з відмінним поєднанням зносостійкості і опірності поверхневій утомі при розкочуванні