Спосіб монтажу трійників на діючих трубопроводах
Номер патенту: 47602
Опубліковано: 15.10.2004
Автори: Капцов Іван Іванович, Гончар Володимир Павлович, Шимановський Роман Васильович, Холодов Віктор Іванович
Формула / Реферат
Спосіб монтажу трійників на діючих трубопроводах, який включає зачистку труби, підготовку частин трійника, до однієї з яких попередньо приварений відвід, і технологічних кілець, монтаж та зварювання частин трійника між собою поздовжніми швами, монтаж та зварювання між собою поздовжніми швами частин двох технологічних кілець та приварювання їх до трійника з трубою, який відрізняється тим, що трійник і технологічні кільця виготовлені з трьох частин, а після зварювання трійника з трубою і з технологічними кільцями виконують з внутрішньої сторони відводу кільцевий зварювальний шов для приєднання частини трійника з відводом до труби.
Текст
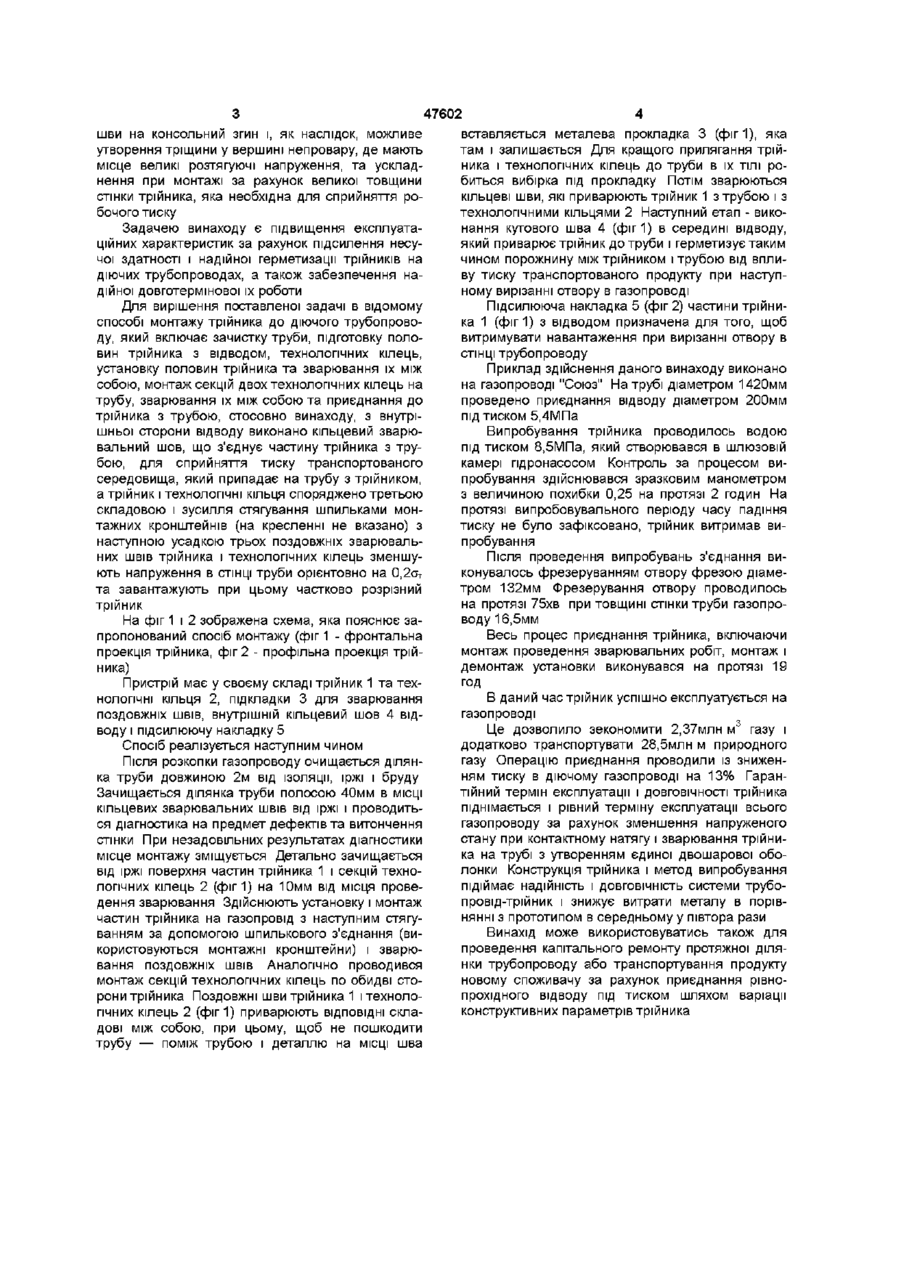
Спосіб монтажу трійників на діючих трубопроводах, який включає зачистку труби, підготовку частин трійника з відводом, технологічних кілець, установлення частин трійника та зварювання їх між собою, монтаж секцій двох технологічних кілець на трубу, зварювання їх між собою та приєднання до трійника з трубою, який відрізняється тим, що з внутрішньої сторони відводу виконують кільцевий зварювальний шов, що з'єднує частину трійника з трубою, а трійник і технологічні кільця споряджено третьою складовою, які стягуються шпильками монтажних кронштейнів з наступним зварюванням трьох поздовжніх швів трійника і технологічних кілець Винахід відноситься до трубопровідного транспорту і може використовуватись у газовій промисловості для приєднання ВІДВОДІВ ДО трубопроводу під тиском продукту без зупинки його перекачування Відомий пристрій для приєднання ВІДВОДІВ ДО трубопроводу (див пат України № 8802 МПК 4 F 16 L 41/04, бюл № 3 від 30 09 96 р), який використовується на газопроводах України Пристрій зв'язаний із магістральним газопроводом за допомогою хомута насадженого на герметик і стягнений фланцевим з'єднанням Недоліком даного вузла є незадовільна надійність герметизації, внаслідок зміни фізико-хімічних властивостей матеріалу ущільнень і епоксидних композицій в процесі експлуатації, а також низька працездатність при наявності великого діапазону зміни тиску та зусиль, які працюють на зріз, і як наслідок, утворення течі Відомий спосіб монтажу трійників з відводами на діючих трубопроводах по а с СССР № 1583700 МПК 5 F 16 L 41/00, пріоритет від 15 02 88 р , пристрій містить дві половини трійника з відводом, чотири пари технологічних кілець, муфти і гільзи Пристрій виконаний роз'ємним - з двох половин трійника, верхній із яких містить патрубок, приварений до обичайки, які зварюються між собою поздовжнім швом і приварюються до проміжних технологічних кілець без підсилення і трубопроводу кільцевим швом Таким чином монтуються і технологічні кільця приварюючись кільцевим швом до проміжних технологічних кілець і труби На корпус трійника монтують муфту, яка складається з двох половин, зварюють між собою і приварюють до технологічних кілець, а на ВІДВОДІ монтують гільзу, яку приварюють до муфти Недоліками даного вузла є ускладнення монтажу за рахунок великої КІЛЬКОСТІ громіздких складових трійника, і значна КІЛЬКІСТЬ зварювальних робіт, які подовжують час монтажу відгалуження Даний вид конструкції, яка сприймає робочий тиск, надто підсилює несучу здатність відгалуження Найбільш близьким способом до запропонованого об'єкту є монтаж перехідного трійника (див Бут Виктор Степанович Присоединение дуговой сваркой отводов к магистральным нефтепроводам под давлением — М ВНИИОЭНГ, 1991, с 50 51), який має дві половини трійника з відводом і дві пари технологічних кілець, які складаються з двох секції Спосіб монтажу включає зачистку ділянки труби, підготовку двох половин трійника з відводом і технологічних кілець, установку двох пар технологічних кілець на трубу і зварювання їх між собою, монтаж корпуса трійника з відводом і зварювання половин трійника між собою поздовжніми швами і кільцевими швами до технологічних кілець Технологічні кільця призначені для зміцнення кутового шва трійника Недоліком даного вузла є те що, робота проводиться під тиском транспортованого середовища, що спонукає працювати кільцеві зварювальні о (О 47602 шви на консольний згин і, як наслідок, можливе утворення тріщини у вершині непровару, де мають місце великі розтягуючі напруження, та ускладнення при монтажі за рахунок великої товщини стінки трійника, яка необхідна для сприйняття робочого тиску Задачею винаходу є підвищення експлуатаційних характеристик за рахунок підсилення несучої здатності і надійної герметизації трійників на діючих трубопроводах, а також забезпечення надійної довготермінової їх роботи Для вирішення поставленої задачі в відомому способі монтажу трійника до діючого трубопроводу, який включає зачистку труби, підготовку половин трійника з відводом, технологічних кілець, установку половин трійника та зварювання їх між собою, монтаж секцій двох технологічних кілець на трубу, зварювання їх між собою та приєднання до трійника з трубою, стосовно винаходу, з внутрішньої сторони відводу виконано кільцевий зварювальний шов, що з'єднує частину трійника з трубою, для сприйняття тиску транспортованого середовища, який припадає на трубу з трійником, а трійник і технологічні кільця споряджено третьою складовою і зусилля стягування шпильками монтажних кронштейнів (на кресленні не вказано) з наступною усадкою трьох поздовжніх зварювальних швів трійника і технологічних кілець зменшують напруження в СТІНЦІ труби орієнтовно на 0,2ат та завантажують при цьому частково розрізний трійник На фіг 1 і 2 зображена схема, яка пояснює запропонований спосіб монтажу (фіг 1 - фронтальна проекція трійника, фіг 2 - профільна проекція трійника) Пристрій має у своєму складі трійник 1 та технологічні кільця 2, підкладки 3 для зварювання поздовжніх швів, внутрішній кільцевий шов 4 відводу і підсилюючу накладку 5 Спосіб реалізується наступним чином Після розкопки газопроводу очищається ділянка труби довжиною 2м від ізоляції, іржі і бруду Зачищається ділянка труби полосою 40мм в МІСЦІ кільцевих зварювальних швів від іржі і проводиться діагностика на предмет дефектів та витончення стінки При незадовільних результатах діагностики місце монтажу зміщується Детально зачищається від іржі поверхня частин трійника 1 і секцій технологічних кілець 2 (фиг 1) на 10мм від місця проведення зварювання Здійснюють установку і монтаж частин трійника на газопровід з наступним стягуванням за допомогою шпилькового з'єднання (використовуються монтажні кронштейни) і зварювання поздовжніх швів Аналогічно проводився монтаж секцій технологічних кілець по обидві сторони трійника Поздовжні шви трійника 1 і технологічних кілець 2 (фіг 1) приварюють ВІДПОВІДНІ складові між собою, при цьому, щоб не пошкодити трубу — поміж трубою і деталлю на МІСЦІ шва вставляється металева прокладка 3 (фіг1), яка там і залишається Для кращого прилягання трійника і технологічних кілець до труби в їх ТІЛІ робиться вибірка під прокладку Потім зварюються кільцеві шви, які приварюють трійник 1 з трубою і з технологічними кільцями 2 Наступний етап - виконання кутового шва 4 (фиг 1) в середині відводу, який приварює трійник до труби і герметизує таким чином порожнину між трійником і трубою від впливу тиску транспортованого продукту при наступному вирізанні отвору в газопроводі Підсилююча накладка 5 (фіг 2) частини трійника 1 (фіг 1) з відводом призначена для того, щоб витримувати навантаження при вирізанні отвору в СТІНЦІ трубопроводу Приклад здійснення даного винаходу виконано на газопроводі "Союз" На трубі діаметром 1420мм проведено приєднання відводу діаметром 200мм під тиском 5,4МПа Випробування трійника проводилось водою під тиском 8,5МПа, який створювався в шлюзовій камері гідронасосом Контроль за процесом випробування здійснювався зразковим манометром з величиною похибки 0,25 на протязі 2 годин На протязі випробовувального періоду часу падіння тиску не було зафіксовано, трійник витримав випробування Після проведення випробувань з'єднання виконувалось фрезеруванням отвору фрезою діаметром 132мм Фрезерування отвору проводилось на протязі 75хв при товщині стінки труби газопроводу 16,5мм Весь процес приєднання трійника, включаючи монтаж проведення зварювальних робіт, монтаж і демонтаж установки виконувався на протязі 19 год В даний час трійник успішно експлуатується на газопроводі Це дозволило зекономити 2,37млн м 3 газу і додатково транспортувати 28,5млн м природного газу Операцію приєднання проводили із зниженням тиску в діючому газопроводі на 13% Гарантійний термін експлуатації і ДОВГОВІЧНОСТІ трійника піднімається і рівний терміну експлуатації всього газопроводу за рахунок зменшення напруженого стану при контактному натягу і зварювання трійника на трубі з утворенням єдиної двошарової оболонки Конструкція трійника і метод випробування підіймає надійність і ДОВГОВІЧНІСТЬ системи трубопровід-трійник і знижує витрати металу в порівнянні з прототипом в середньому у півтора рази Винахід може використовуватись також для проведення капітального ремонту протяжної ділянки трубопроводу або транспортування продукту новому споживачу за рахунок приєднання рівнопрохідного відводу під тиском шляхом варіації конструктивних параметрів трійника 47602 Фіг.1 Фіг.2 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for t-joints installation in operating pipelines
Автори англійськоюHonchar Volodymyr Pavlovych, Kaptsov Ivan Ivanovych, Shymanovskyi Roman Vasyliovych
Назва патенту російськоюСпособ монтажа тройников на действующих трубопроводах
Автори російськоюГончар Владимир Павлович, Капцов Иван Иванович, Шимановский Роман Васильевич
МПК / Мітки
МПК: F16L 41/00
Мітки: спосіб, трійників, трубопроводах, монтажу, діючих
Код посилання
<a href="https://ua.patents.su/3-47602-sposib-montazhu-trijjnikiv-na-diyuchikh-truboprovodakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб монтажу трійників на діючих трубопроводах</a>
Спосіб монтажу трійників з відводами на діючих трубопроводах

Номер патенту: 3134
Опубліковано: 26.12.1994
Автори: Титаренко Володимир Іванович, Зозуляк Юрій Дмитрович, Гумеров Асхат Галімьянович, Бут Віктор Степанович, Іващенко Георгій Антонович, Савич Ігор Маврикійович, Галюк Василь Харитонович
МПК: F16L 41/00
Мітки: спосіб, монтажу, трубопроводах, трійників, відводами, діючих
Формула / Реферат:
Способ монтажа тройников с отводами на действующих трубопроводах, состоящий в зачистке участка трубы, подготовке двух половин тройника с отводом и технологических колец, в установке двух пар технологических колец на трубу и сварке их между собой, монтаж корпуса тройника с отводом и сварка половин тройника между собой продольными швами и кольцевыми швами к технологическим кольцам, установке на отвод задвижки и специальной камеры с...
Ливарна форма для виготовлення трійників з малим кутом розвіду кінців
Номер патенту: 32876
Опубліковано: 15.02.2001
Автори: Бєліков Валерій Григорійович, Смоловік Олександр Олександровіч, Гончаренко Олександр Євгенійович
МПК: B29C 39/26, A61M 5/00
Мітки: виготовлення, розвіду, кутом, ливарна, трійників, малим, форма, кінців
Текст:
...розміщені симетрично площині продольного розрізу трійника. Заявлена сукупність суттєвих прикмет виключає утворення сліду від змикання напівформ на зовнішній поверхні трійника і забезпечує відділення литника від трійника в процесі розкриття форми, а також зняття трійника з бокового знака слідуючим чином: площина роз'єднання напівформ перпендикулярна площині продольного розрізу трійника, і тим самим, виключає утворення сліду від змикання...
Спосіб приєднання відводів до діючих трубопроводів
Номер патенту: 37287
Опубліковано: 15.05.2001
Автори: Немчин Олександр Федорович, Клявлін Валерій Володимирович
МПК: F16L 41/00
Мітки: спосіб, відводів, приєднання, трубопроводів, діючих
Формула / Реферат:
1. Спосіб приєднання відводів до діючих трубопроводів, який включає монтаж на трубопроводі секцій стикувального вузла з патрубком і кріпильними з'єднаннями, ущільнення їх з трубопроводом за допомогою герметизуючих засобів, включаючи клейовий склад, випробування стикувального вузла на міцність і герметичність та виконання в трубопроводі отвору, який відрізняється тим, що секції вузла стягують до утворення на всіх кріпильних з'єднаннях...
Спосіб монтажу підсилюючої муфти на дефектний стик діючого трубопроводу
Номер патенту: 36426
Опубліковано: 17.02.2003
Автори: Педько Борис Іванович, Сидор Михайло Дмитрович, Дрогомирецький Михайло Миколайович, Бут Віктор Степанович, Ковалів Євстахій Осипович, Розгонюк Василь Васильович, Коломєєв Валентин Миколайович
МПК: B23K 31/02, F16L 13/00
Мітки: дефектний, стик, муфти, спосіб, трубопроводу, підсилюючої, монтажу, діючого
Формула / Реферат:
1. Спосіб монтажу підсилюючої муфти на дефектний стик діючого трубопроводу, який включає установку технологічних кілець, які приварюють до трубопроводу з частковим проплавленням його стінки, і розрізної муфти, виготовленої із двох частин і розміщеної на кільцях, заповнення порожнини між трубою і муфтою газонепроникною самотвердіючою масою, який відрізняється тим, що з двох сторін дефектного стику трубопроводу встановлюють по два...
Спосіб утворення нерознімного т – подібного з’єднання труб та трубчатих елементів обмеженої довжини у вигляді трійників за допомогою паяння та зварювання-паяння
Номер патенту: 51677
Опубліковано: 16.12.2002
Автори: Письменний Олександр Семенович, Макаревич Володимир Вікторович, Дубко Андрій Григорович, Письменний Олексій Олександрович, Бондарев В`ячеслав Андрійович, Прокоф`єв Олексій Сергійович
МПК: B23K 1/00
Мітки: труб, подібного, довжини, трійників, спосіб, нерознімного, з'єднання, допомогою, вигляді, зварювання-паяння, обмежено, елементів, утворення, паяння, трубчатих
Формула / Реферат:
Спосіб утворення нерознімного Т-подібного з'єднання труб та трубчатих елементів обмеженої довжини у вигляді трійників за допомогою паяння та зварювання-паяння, який полягає у тому, що у заздалегідь підготовлений отвір у трубі більшого діаметра вводять трубу меншого діаметра з заздалегідь обробленими торцями до зіткнення з раніше встановленим у середині труби більшого діаметра пристроєм-оснащенням, який відрізняється тим, що розташовують...
Попередній патент: Спосіб одержання покритої оболонкою таблетки корглікону
Наступний патент: Напіврідке мастило
Випадковий патент: Система охолодження багатосоплової продувальної фурми