Збірна деформуюча прошивка для обробки отворів з накладенням ультразвукових коливань
Номер патенту: 119067
Опубліковано: 11.09.2017
Автори: Руткевич Володимир Степанович, Турич Валерій Володимирович
Формула / Реферат
Збірна деформуюча прошивка для обробки отворів з накладанням ультразвукових коливань, що містить стержень з розміщеними на ньому деформуючими елементами, дистанційними і затискними втулками, взаємодіючими одна з одною опорними торцями, яка відрізняється тим, що торці деформуючих елементів, дистанційної і затискної втулок виконанні у вигляді зрізаних конусів, менша основа кожного із яких рівна діаметру отвору деформуючих елементів і направлена в сторону заднього торця прошивки, причому кути їх конусності складають 90-170°, а модуль пружності дистанційної і затискної втулки менший модуля деформуючих елементів.
Текст
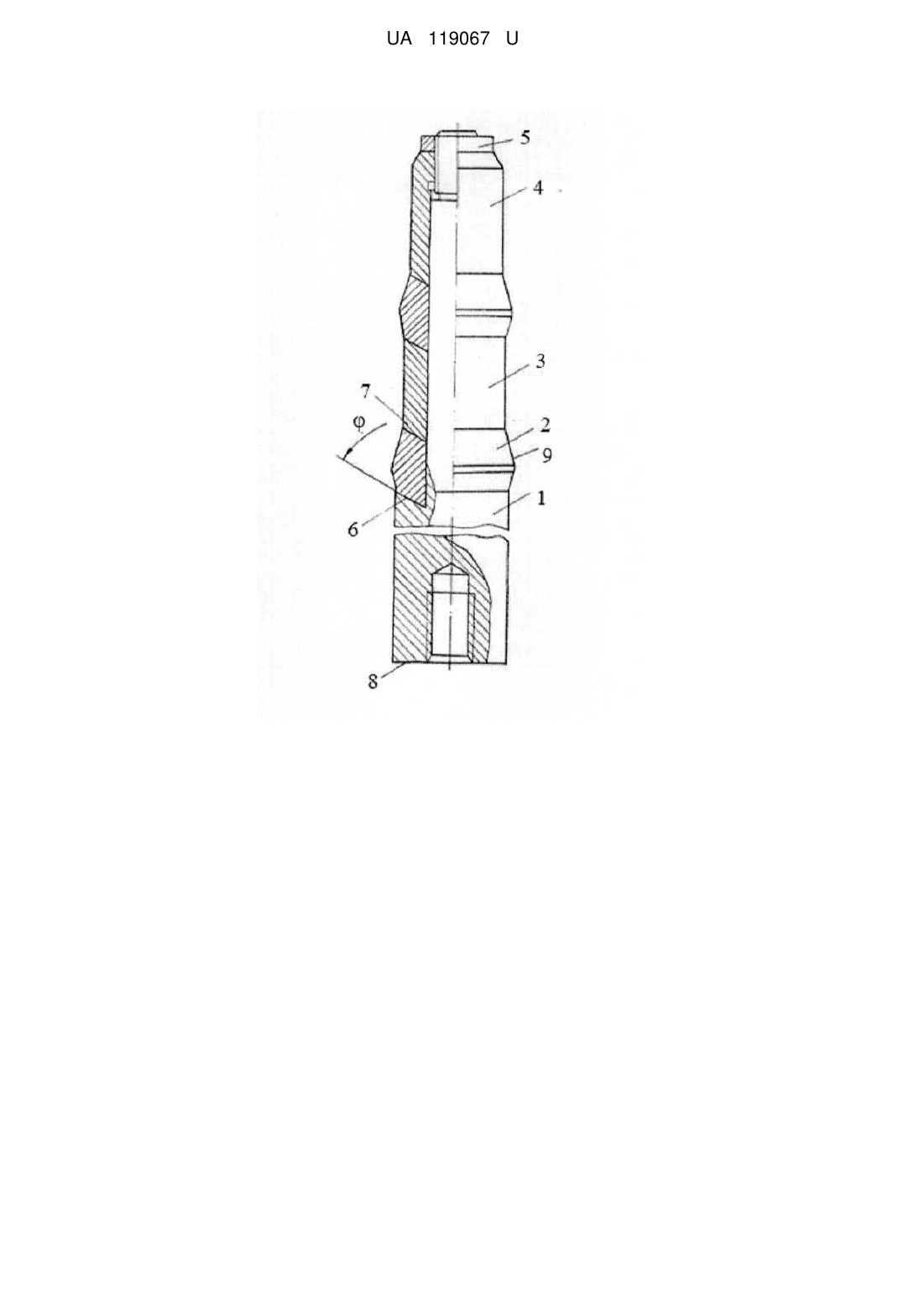
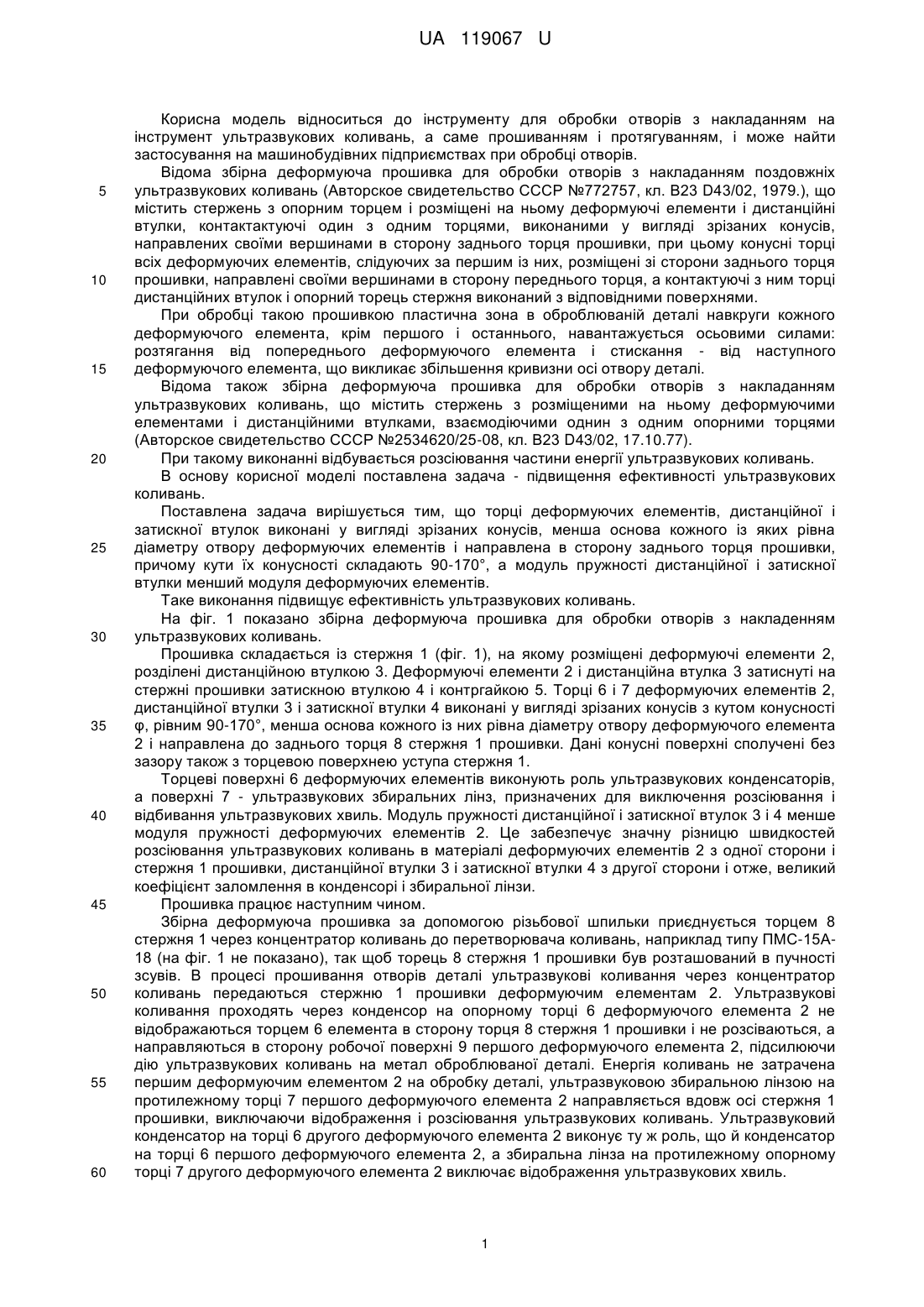
Реферат: UA 119067 U UA 119067 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель відноситься до інструменту для обробки отворів з накладанням на інструмент ультразвукових коливань, а саме прошиванням і протягуванням, і може найти застосування на машинобудівних підприємствах при обробці отворів. Відома збірна деформуюча прошивка для обробки отворів з накладанням поздовжніх ультразвукових коливань (Авторское свидетельство СССР №772757, кл. В23 D43/02, 1979.), що містить стержень з опорним торцем і розміщені на ньому деформуючі елементи і дистанційні втулки, контактактуючі один з одним торцями, виконаними у вигляді зрізаних конусів, направлених своїми вершинами в сторону заднього торця прошивки, при цьому конусні торці всіх деформуючих елементів, слідуючих за першим із них, розміщені зі сторони заднього торця прошивки, направлені своїми вершинами в сторону переднього торця, а контактуючі з ним торці дистанційних втулок і опорний торець стержня виконаний з відповідними поверхнями. При обробці такою прошивкою пластична зона в оброблюваній деталі навкруги кожного деформуючого елемента, крім першого і останнього, навантажується осьовими силами: розтягання від попереднього деформуючого елемента і стискання - від наступного деформуючого елемента, що викликає збільшення кривизни осі отвору деталі. Відома також збірна деформуюча прошивка для обробки отворів з накладанням ультразвукових коливань, що містить стержень з розміщеними на ньому деформуючими елементами і дистанційними втулками, взаємодіючими однин з одним опорними торцями (Авторское свидетельство СССР №2534620/25-08, кл. В23 D43/02, 17.10.77). При такому виконанні відбувається розсіювання частини енергії ультразвукових коливань. В основу корисної моделі поставлена задача - підвищення ефективності ультразвукових коливань. Поставлена задача вирішується тим, що торці деформуючих елементів, дистанційної і затискної втулок виконані у вигляді зрізаних конусів, менша основа кожного із яких рівна діаметру отвору деформуючих елементів і направлена в сторону заднього торця прошивки, причому кути їх конусності складають 90-170°, а модуль пружності дистанційної і затискної втулки менший модуля деформуючих елементів. Таке виконання підвищує ефективність ультразвукових коливань. На фіг. 1 показано збірна деформуюча прошивка для обробки отворів з накладенням ультразвукових коливань. Прошивка складається із стержня 1 (фіг. 1), на якому розміщені деформуючі елементи 2, розділені дистанційною втулкою 3. Деформуючі елементи 2 і дистанційна втулка 3 затиснуті на стержні прошивки затискною втулкою 4 і контргайкою 5. Торці 6 і 7 деформуючих елементів 2, дистанційної втулки 3 і затискної втулки 4 виконані у вигляді зрізаних конусів з кутом конусності φ, рівним 90-170°, менша основа кожного із них рівна діаметру отвору деформуючого елемента 2 і направлена до заднього торця 8 стержня 1 прошивки. Дані конусні поверхні сполучені без зазору також з торцевою поверхнею уступа стержня 1. Торцеві поверхні 6 деформуючих елементів виконують роль ультразвукових конденсаторів, а поверхні 7 - ультразвукових збиральних лінз, призначених для виключення розсіювання і відбивання ультразвукових хвиль. Модуль пружності дистанційної і затискної втулок 3 і 4 менше модуля пружності деформуючих елементів 2. Це забезпечує значну різницю швидкостей розсіювання ультразвукових коливань в матеріалі деформуючих елементів 2 з одної сторони і стержня 1 прошивки, дистанційної втулки 3 і затискної втулки 4 з другої сторони і отже, великий коефіцієнт заломлення в конденсорі і збиральної лінзи. Прошивка працює наступним чином. Збірна деформуюча прошивка за допомогою різьбової шпильки приєднується торцем 8 стержня 1 через концентратор коливань до перетворювача коливань, наприклад типу ПМС-15А18 (на фіг. 1 не показано), так щоб торець 8 стержня 1 прошивки був розташований в пучності зсувів. В процесі прошивання отворів деталі ультразвукові коливання через концентратор коливань передаються стержню 1 прошивки деформуючим елементам 2. Ультразвукові коливання проходять через конденсор на опорному торці 6 деформуючого елемента 2 не відображаються торцем 6 елемента в сторону торця 8 стержня 1 прошивки і не розсіваються, а направляються в сторону робочої поверхні 9 першого деформуючого елемента 2, підсилюючи дію ультразвукових коливань на метал оброблюваної деталі. Енергія коливань не затрачена першим деформуючим елементом 2 на обробку деталі, ультразвуковою збиральною лінзою на протилежному торці 7 першого деформуючогоелемента 2 направляється вдовж осі стержня 1 прошивки, виключаючи відображення і розсіювання ультразвукових коливань. Ультразвуковий конденсатор на торці 6 другого деформуючого елемента 2 виконує ту ж роль, що й конденсатор на торці 6 першого деформуючого елемента 2, а збиральна лінза на протилежному опорному торці 7 другого деформуючого елемента 2 виключає відображення ультразвукових хвиль. 1 UA 119067 U 5 Основною перевагою прошивки є значне зменшення втрат енергії ультразвукових коливань на розсіювання і нагрів прошивки, що дозволяє підвищити ефективність дії ультразвукових коливань на оброблювану деталь. Запропонована прошивка дозволяє зменшити на 40-70 % остаточні напруження в стінці деталі, зменшити на 20-40 % силу протягування і на 1-2 класи зменшити шорсткість оброблюваної поверхні. Значне зменшення остаточних напружень в стінці деталі при обробці такою прошивкою дозволить застосувати високопродуктивний процес деформуючого протягування для обробки отворів деталі. 10 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 Збірна деформуюча прошивка для обробки отворів з накладанням ультразвукових коливань, що містить стержень з розміщеними на ньому деформуючими елементами, дистанційними і затискними втулками, взаємодіючими одна з одною опорними торцями, яка відрізняється тим, що торці деформуючих елементів, дистанційної і затискної втулок виконанні у вигляді зрізаних конусів, менша основа кожного із яких рівна діаметру отвору деформуючих елементів і направлена в сторону заднього торця прошивки, причому кути їх конусності складають 90-170°, а модуль пружності дистанційної і затискної втулки менший модуля деформуючих елементів. Комп’ютерна верстка О. Рябко Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23D 43/02
Мітки: збірна, прошивка, деформуюча, накладенням, отворів, коливань, ультразвукових, обробки
Код посилання
<a href="https://ua.patents.su/4-119067-zbirna-deformuyucha-proshivka-dlya-obrobki-otvoriv-z-nakladennyam-ultrazvukovikh-kolivan.html" target="_blank" rel="follow" title="База патентів України">Збірна деформуюча прошивка для обробки отворів з накладенням ультразвукових коливань</a>
Збірна деформуюча прошивка для обробки отворів з накладенням поздовжніх ультразвукових коливань
Номер патенту: 89285
Опубліковано: 10.04.2014
Автори: Турич Валерій Володимирович, Руткевич Володимир Степанович
МПК: B23D 43/00
Мітки: деформуюча, збірна, поздовжніх, обробки, отворів, коливань, накладенням, прошивка, ультразвукових
Формула / Реферат:
Збірна деформуюча прошивка для обробки отворів з накладанням поздовжніх ультразвукових коливань, що містить стержень з опорним торцем і розміщені на ньому деформівні елементи і дистанційні втулки, контактуючі один з одним торцями, виконаними у вигляді зрізаних конусів, направлених своїми вершинами в сторону заднього торця прошивки, при цьому конусні торці всіх деформівних елементів, наступних за першим із них, розташовані зі сторони заднього...
Збірна прошивка
Номер патенту: 101965
Опубліковано: 12.10.2015
Автори: Турич Валерій Володимирович, Руткевич Володимир Степанович
МПК: B23D 43/02
Формула / Реферат:
Збірна прошивка, корпус якої виконаний складовим зі стержнів і обробних елементів, з'єднаних кріпильними елементами, яка відрізняється тим, що кріпильні елементи виконані у вигляді втулок, що охоплюють поверхню обробних елементів і стержнів, причому втулки виконані з звукопоглинального матеріалу або виконані двошаровими, що складаються з розташованих одна в іншій концентричних втулок, внутрішня з яких виконана з звукопоглинального матеріалу,...
Протяжка для обробки переривчастих отворів
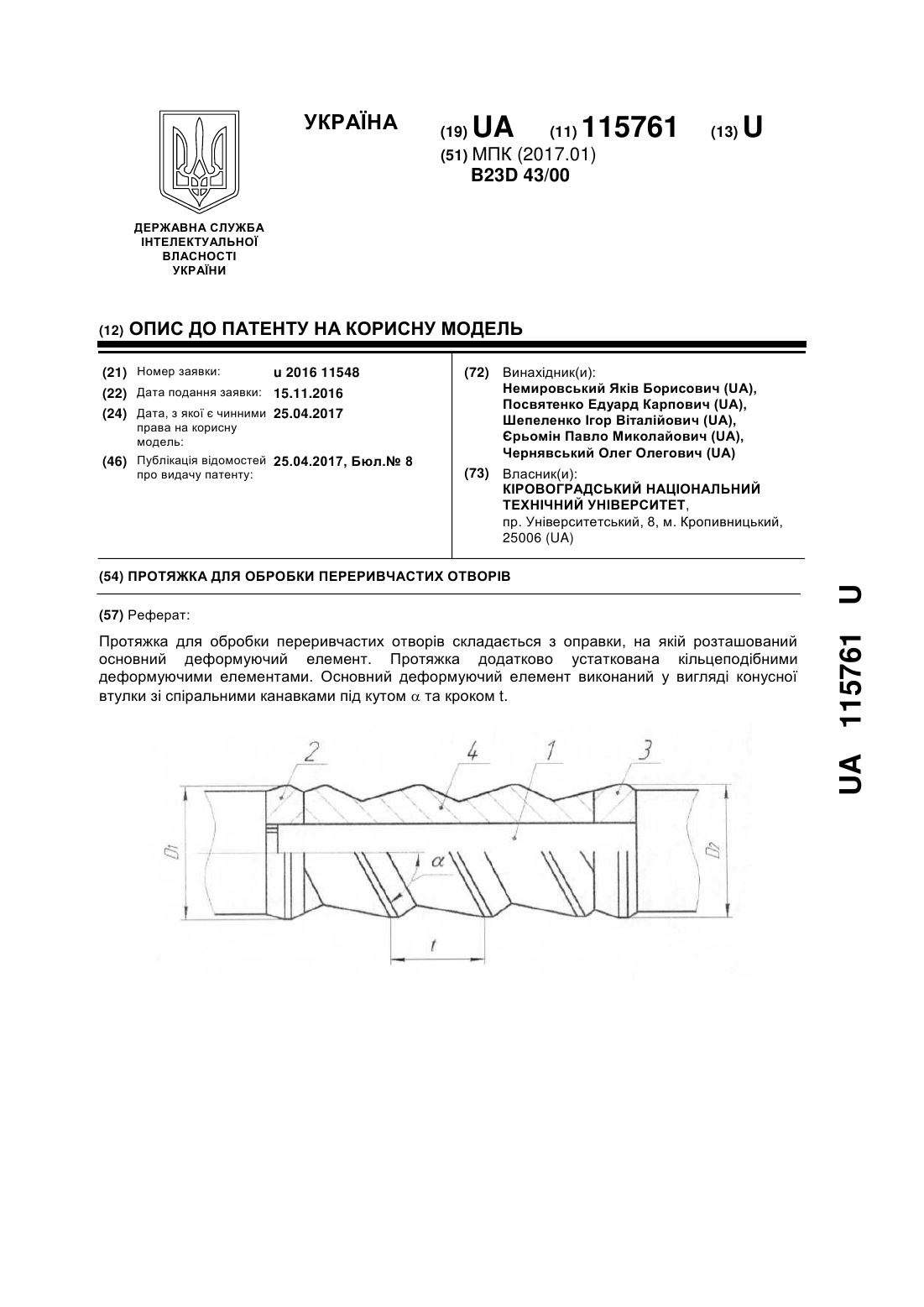
Номер патенту: 115761
Опубліковано: 25.04.2017
Автори: Чернявський Олег Олегович, Немировський Яків Борисович, Шепеленко Ігор Віталійович, Єрьомін Павло Миколайович, Посвятенко Едуард Карпович
МПК: B23D 43/00
Мітки: отворів, переривчастих, обробки, протяжка
Формула / Реферат:
Протяжка для обробки переривчастих отворів, що складається з оправки, на якій розташований основний деформуючий елемент, яка відрізняється тим, що протяжка додатково устаткована кільцеподібними деформуючими елементами, а основний деформуючий елемент виконаний у вигляді конусної втулки зі спіральними канавками під кутом a та кроком t.
Прошивка
Номер патенту: 16737
Опубліковано: 15.08.2006
Автори: Людвиченко Петро Герасимович, Виноградова Олена Петрівна, Свешніков Ігор Аркадійович, Богданов Роберт Костянтинович, Майстренко Анатолій Львович
МПК: B26B 19/00
Мітки: прошивка
Формула / Реферат:
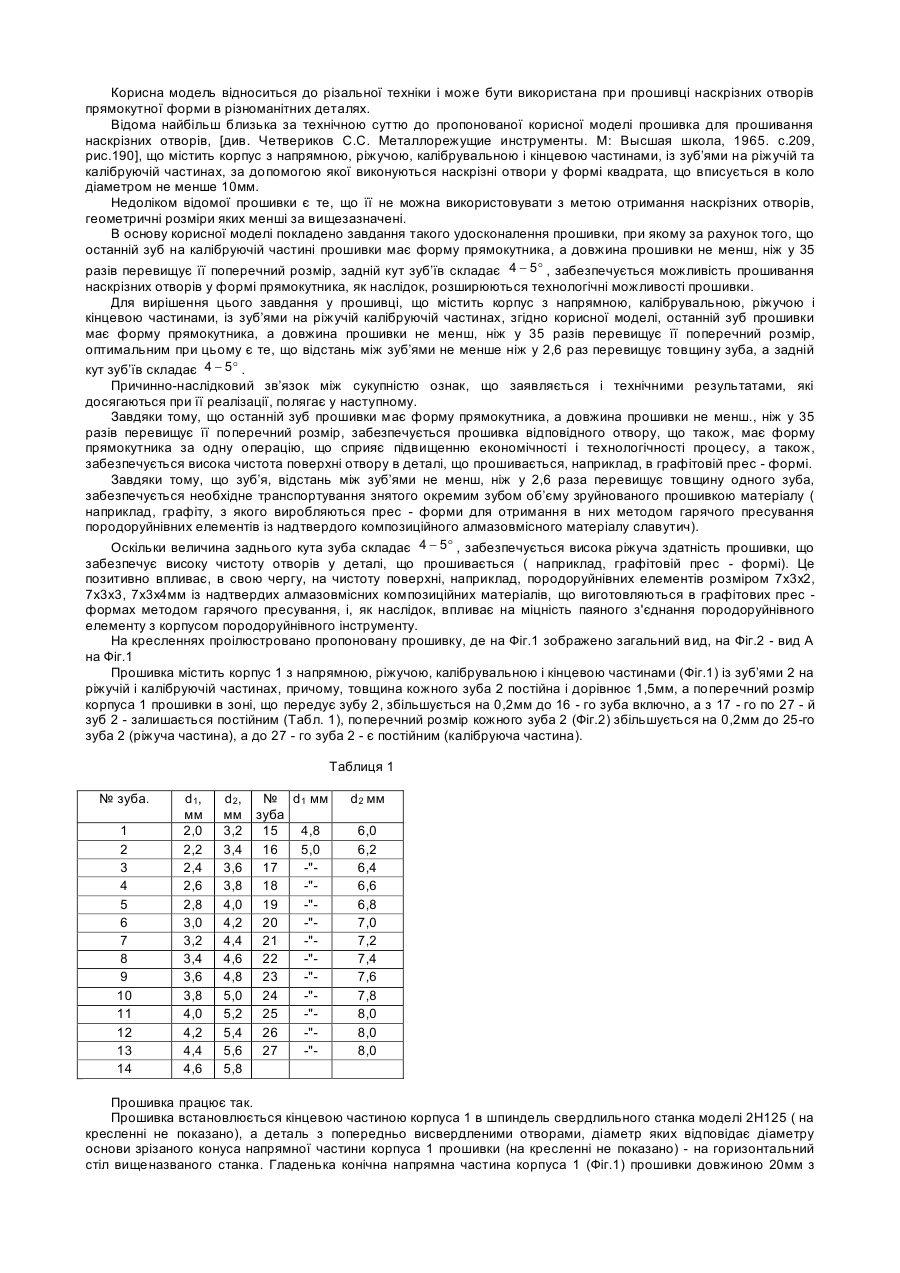
1. Прошивка, що містить корпус з напрямною, калібрувальною, різальною і кінцевою частинами із зубами на різальній і калібрувальній частинах, яка відрізняється тим, що останній зуб на калібрувальній частині прошивки має форму прямокутника, а довжина прошивки перевищує не менше, ніж у 35 разів її поперечний розмір.2. Прошивка за п. 1, яка відрізняється тим, що відстань між зубами не менше, ніж у 2,6 раза перевищує товщину зуба.3....
Прошивка
Номер патенту: 23969
Опубліковано: 11.06.2007
Автори: Майстренко Анатолій Львович, Людвиченко Петро Герасимович, Богданов Роберт Костянтинович, Виноградова Олена Петрівна, Свешніков Ігор Аркадійович
МПК: B21B 19/00
Мітки: прошивка
Формула / Реферат:
1. Прошивка, що містить корпус з напрямною, калібрувальною, різальною і кінцевою частинами із зуб'ями на різальній і калібрувальній частинах, яка відрізняється тим, що останній зуб на калібрувальній частині прошивки має форму прямокутника, а довжина прошивки перевищує її поперечний розмір не менше ніж у 35 разів.2. Прошивка за п. 1, яка відрізняється тим, що відстань між зуб'ями перевищує товщину зуба не менше ніж у 2,6...
Попередній патент: Установка для розколювання горіхів
Наступний патент: Електротеплогенератор
Випадковий патент: Пристрій виміру сил, що діють на колесо транспортного засобу