Прошивка
Номер патенту: 23969
Опубліковано: 11.06.2007
Автори: Людвиченко Петро Герасимович, Виноградова Олена Петрівна, Богданов Роберт Костянтинович, Майстренко Анатолій Львович, Свешніков Ігор Аркадійович
Формула / Реферат
1. Прошивка, що містить корпус з напрямною, калібрувальною, різальною і кінцевою частинами із зуб'ями на різальній і калібрувальній частинах, яка відрізняється тим, що останній зуб на калібрувальній частині прошивки має форму прямокутника, а довжина прошивки перевищує її поперечний розмір не менше ніж у 35 разів.
2. Прошивка за п. 1, яка відрізняється тим, що відстань між зуб'ями перевищує товщину зуба не менше ніж у 2,6 разу.
3. Прошивка за п. 1, яка відрізняється тим, що задній кут зуб'їв складає 4-5°.
Текст
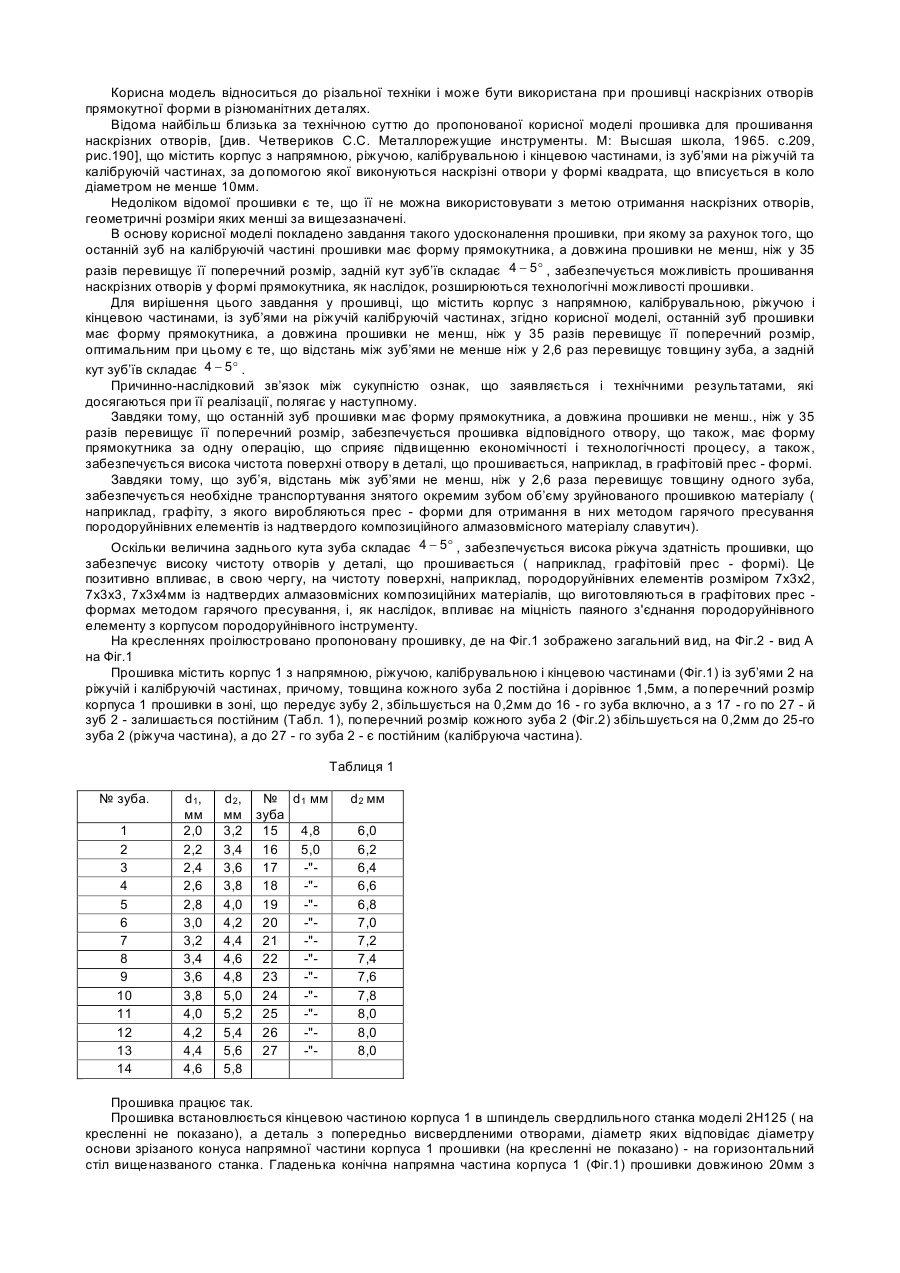
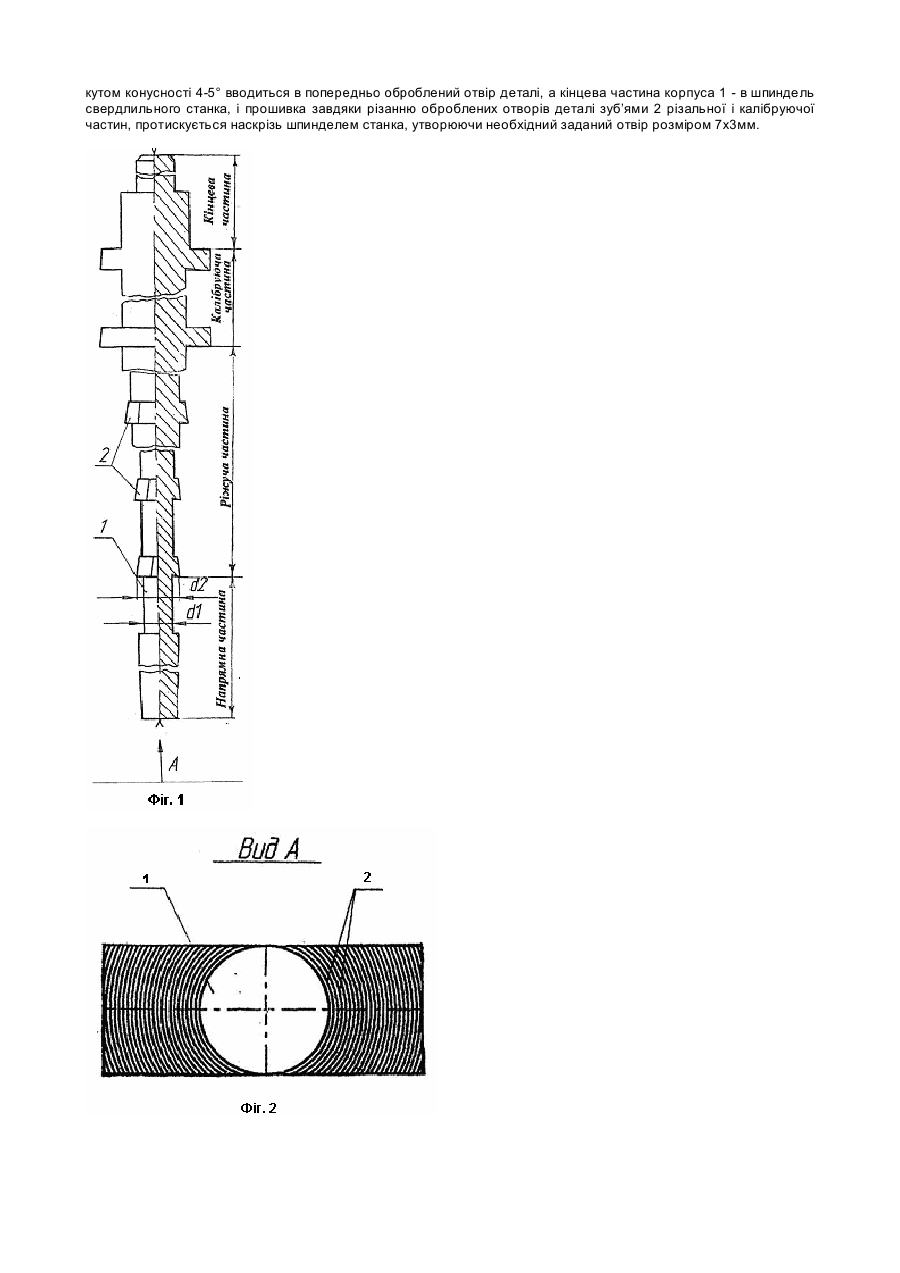
Корисна модель відноситься до різальної техніки і може бути використана при прошивці наскрізних отворів прямокутної форми в різноманітних деталях. Відома найбільш близька за технічною суттю до пропонованої корисної моделі прошивка для прошивання наскрізних отворів, [див. Четвериков С.С. Металлорежущие инструменты. М: Высшая школа, 1965. с.209, рис.190], що містить корпус з напрямною, ріжучою, калібрувальною і кінцевою частинами, із зуб’ями на ріжучій та калібруючій частинах, за допомогою якої виконуються наскрізні отвори у формі квадрата, що вписується в коло діаметром не менше 10мм. Недоліком відомої прошивки є те, що її не можна використовувати з метою отримання наскрізних отворів, геометричні розміри яких менші за вищезазначені. В основу корисної моделі покладено завдання такого удосконалення прошивки, при якому за рахунок того, що останній зуб на калібруючій частині прошивки має форму прямокутника, а довжина прошивки не менш, ніж у 35 разів перевищує її поперечний розмір, задній кут зуб’їв складає 4 - 5 ° , забезпечується можливість прошивання наскрізних отворів у формі прямокутника, як наслідок, розширюються технологічні можливості прошивки. Для вирішення цього завдання у прошивці, що містить корпус з напрямною, калібрувальною, ріжучою і кінцевою частинами, із зуб’ями на ріжучій калібруючій частинах, згідно корисної моделі, останній зуб прошивки має форму прямокутника, а довжина прошивки не менш, ніж у 35 разів перевищує її поперечний розмір, оптимальним при цьому є те, що відстань між зуб’ями не менше ніж у 2,6 раз перевищує товщину зуба, а задній кут зуб’їв складає 4 - 5 ° . Причинно-наслідковий зв’язок між сукупністю ознак, що заявляється і технічними результатами, які досягаються при її реалізації, полягає у наступному. Завдяки тому, що останній зуб прошивки має форму прямокутника, а довжина прошивки не менш., ніж у 35 разів перевищує її поперечний розмір, забезпечується прошивка відповідного отвору, що також, має форму прямокутника за одну операцію, що сприяє підвищенню економічності і технологічності процесу, а також, забезпечується висока чистота поверхні отвору в деталі, що прошивається, наприклад, в графітовій прес - формі. Завдяки тому, що зуб’я, відстань між зуб’ями не менш, ніж у 2,6 раза перевищує товщину одного зуба, забезпечується необхідне транспортування знятого окремим зубом об’єму зруйнованого прошивкою матеріалу ( наприклад, графіту, з якого виробляються прес - форми для отримання в них методом гарячого пресування породоруйнівних елементів із надтвердого композиційного алмазовмісного матеріалу славутич). Оскільки величина заднього кута зуба складає 4 - 5 ° , забезпечується висока ріжуча здатність прошивки, що забезпечує високу чистоту отворів у деталі, що прошивається ( наприклад, графітовій прес - формі). Це позитивно впливає, в свою чергу, на чистоту поверхні, наприклад, породоруйнівних елементів розміром 7x3x2, 7x3x3, 7x3x4мм із надтвердих алмазовмісних композиційних матеріалів, що виготовляються в графітових прес формах методом гарячого пресування, і, як наслідок, впливає на міцність паяного з'єднання породоруйнівного елементу з корпусом породоруйнівного інструменту. На кресленнях проілюстровано пропоновану прошивку, де на Фіг.1 зображено загальний вид, на Фіг.2 - вид А на Фіг.1 Прошивка містить корпус 1 з напрямною, ріжучою, калібрувальною і кінцевою частинами (Фіг.1) із зуб’ями 2 на ріжучій і калібруючій частинах, причому, товщина кожного зуба 2 постійна і дорівнює 1,5мм, а поперечний розмір корпуса 1 прошивки в зоні, що передує зубу 2, збільшується на 0,2мм до 16 - го зуба включно, а з 17 - го по 27 - й зуб 2 - залишається постійним (Табл. 1), поперечний розмір кожного зуба 2 (Фіг.2) збільшується на 0,2мм до 25-го зуба 2 (ріжуча частина), а до 27 - го зуба 2 - є постійним (калібруюча частина). Таблиця 1 № зуба. 1 2 3 4 5 6 7 8 9 10 11 12 13 14 d1, мм 2,0 2,2 2,4 2,6 2,8 3,0 3,2 3,4 3,6 3,8 4,0 4,2 4,4 4,6 d2, № d1 мм мм зуба 3,2 15 4,8 3,4 16 5,0 3,6 17 -"3,8 18 -"4,0 19 -"4,2 20 -"4,4 21 -"4,6 22 -"4,8 23 -"5,0 24 -"5,2 25 -"5,4 26 -"5,6 27 -"5,8 d2 мм 6,0 6,2 6,4 6,6 6,8 7,0 7,2 7,4 7,6 7,8 8,0 8,0 8,0 Прошивка працює так. Прошивка встановлюється кінцевою частиною корпуса 1 в шпиндель свердлильного станка моделі 2Н125 ( на кресленні не показано), а деталь з попередньо висвердленими отворами, діаметр яких відповідає діаметру основи зрізаного конуса напрямної частини корпуса 1 прошивки (на кресленні не показано) - на горизонтальний стіл вищеназваного станка. Гладенька конічна напрямна частина корпуса 1 (Фіг.1) прошивки довжиною 20мм з кутом конусності 4-5° вводиться в попередньо оброблений отвір деталі, а кінцева частина корпуса1 - в шпиндель свердлильного станка, і прошивка завдяки різанню оброблених отворів деталі зуб’ями 2 різальної і калібруючої частин, протискується наскрізь шпинделем станка, утворюючи необхідний заданий отвір розміром 7х3мм.
ДивитисяДодаткова інформація
Назва патенту англійськоюBroach tool
Автори англійськоюSveshnikov Ihor Arkadiiovych, Bohdanov Robert Kostiantynovych, Rusinova N.O., Maistrenko Anatolii L'vovych, Vynohradova Olena Petrivna, Liudvychenko Petro Herasymovych
Назва патенту російськоюПрошивка
Автори російськоюСвешников Игорь Аркадиевич, Богданов Роберт Константинович, Майстренко Анатолий Львович, Виноградова Елена Петровна, Людвиченко Петр Герасимович
МПК / Мітки
МПК: B21B 19/00
Мітки: прошивка
Код посилання
<a href="https://ua.patents.su/2-23969-proshivka.html" target="_blank" rel="follow" title="База патентів України">Прошивка</a>
Прошивка
Номер патенту: 16737
Опубліковано: 15.08.2006
Автори: Богданов Роберт Костянтинович, Людвиченко Петро Герасимович, Майстренко Анатолій Львович, Свешніков Ігор Аркадійович, Виноградова Олена Петрівна
МПК: B26B 19/00
Мітки: прошивка
Формула / Реферат:
1. Прошивка, що містить корпус з напрямною, калібрувальною, різальною і кінцевою частинами із зубами на різальній і калібрувальній частинах, яка відрізняється тим, що останній зуб на калібрувальній частині прошивки має форму прямокутника, а довжина прошивки перевищує не менше, ніж у 35 разів її поперечний розмір.2. Прошивка за п. 1, яка відрізняється тим, що відстань між зубами не менше, ніж у 2,6 раза перевищує товщину зуба.3....
Зуб землерійної машини
Номер патенту: 31109
Опубліковано: 15.12.2000
Автори: Гаркавенко Олександр Миколайович, Іваніцкий Олександр Олександрович, Баладінський Вадим Леонідович, Пелевін Леонід Євгенович
МПК: E02F 9/28
Мітки: землерийної, машини, зуб
Текст:
...Н.Г. и др. Строительные машины, М., Машиностроение, 1976, с,286, табл.32); /^•/- питомий опір копанню; О - ширина ножа; £ - відстань від різальної кромки зуба до заднього перерізу ; ^д/ - момент опору поперечного перерізу зуба в данній точпі ; К - коефіцієнт запасу міиності. При взаємодії заявляемого зуба з грунтом , останній руйнується різальною кромкою 3, яка в пР°Цесі роботи набуває затуплену кромку , , тобто з заданою...
Модель зуба для тренування стоматологів
Номер патенту: 13979
Опубліковано: 17.04.2006
Автори: Остапко Олена Іванівна, Біденко Наталія Василівна, Сороченко Григорій Валерійович, Шматко Володимир Іванович, Хоменко Лариса Олександрівна, Сороченко Наталія Олександрівна
МПК: A61C 5/04, A61C 19/00
Мітки: тренування, зуба, стоматологів, модель
Формула / Реферат:
1. Модель зуба для тренування стоматологів, що містить природний зуб жорстко закріплений з виступанням у корпусі, заповненому фіксуючою масою, яка відрізняється тим, що корпус виконано у вигляді шприца, при цьому фіксуюча маса або апікальна частина коренів зуба спирається на поршень.2. Модель зуба за п. 1, яка відрізняється тим, що поперечні розміри корпуса шприца у його верхній частині в місці переходу виступаючої частини зуба до...
Поштовий конверт розміром 114 х 229 мм із зменшеною витратою паперу
Номер патенту: 42525
Опубліковано: 15.10.2001
Автор: Прищепа Владислав Григорович
МПК: B65D 27/00
Мітки: зменшеною, витратою, поштовий, паперу, конверт, розміром
Формула / Реферат:
Поштовий конверт розміром 114х229 мм із зменшеною витратою паперу, що виконаний у формі заклеєного прямокутника, який відрізняється тим, що зворотна сторона конверту виконується з клапанів, які мають форму прямокутних трикутників.
Поштовий конверт розміром 114 х 162 мм
Номер патенту: 44053
Опубліковано: 15.01.2002
Автор: Прищепа Владислав Григорович
МПК: B65D 27/00
Мітки: конверт, розміром, поштовий
Формула / Реферат:
Поштовий конверт розміром 114162 мм, який виконаний у формі прямокутника, котрий складається з лицьового та зворотного боку заклеєного клапанами, який відрізняється тим, що зворотний бік конверта виконується клапанами, які мають форму прямокутних трикутників.
Попередній патент: Спосіб лікування пацієнтів з хворобами пародонту іщука-цибаровської
Наступний патент: Робочий орган розпушника
Випадковий патент: Спосіб пуску складеного снаряда і постріл із складеним керованим снарядом