Спосіб зняття залишкових напруг у ливарних деталях
Номер патенту: 119404
Опубліковано: 25.09.2017
Автори: Задорожній Микола Олексійович, Бєш Андрій Миколайович, Наливайко Олександр Михайлович, Пономарьов Дмитро Сергійович

Формула / Реферат
Спосіб зняття залишкових напруг у ливарних деталях, який полягає у знятті залишкових напруг у ливарних деталях великої жорсткості зміною власної частоти коливань кожної ланки й резонансним впливом на ланки збуджуючими силами, який відрізняється тим, що віброобробку виконують неперервним поетапним розгладжуванням мікрорезонансних піків шляхом лінійного зменшення частоти віброобробки з постійною девіацією робочої частоти.
Текст
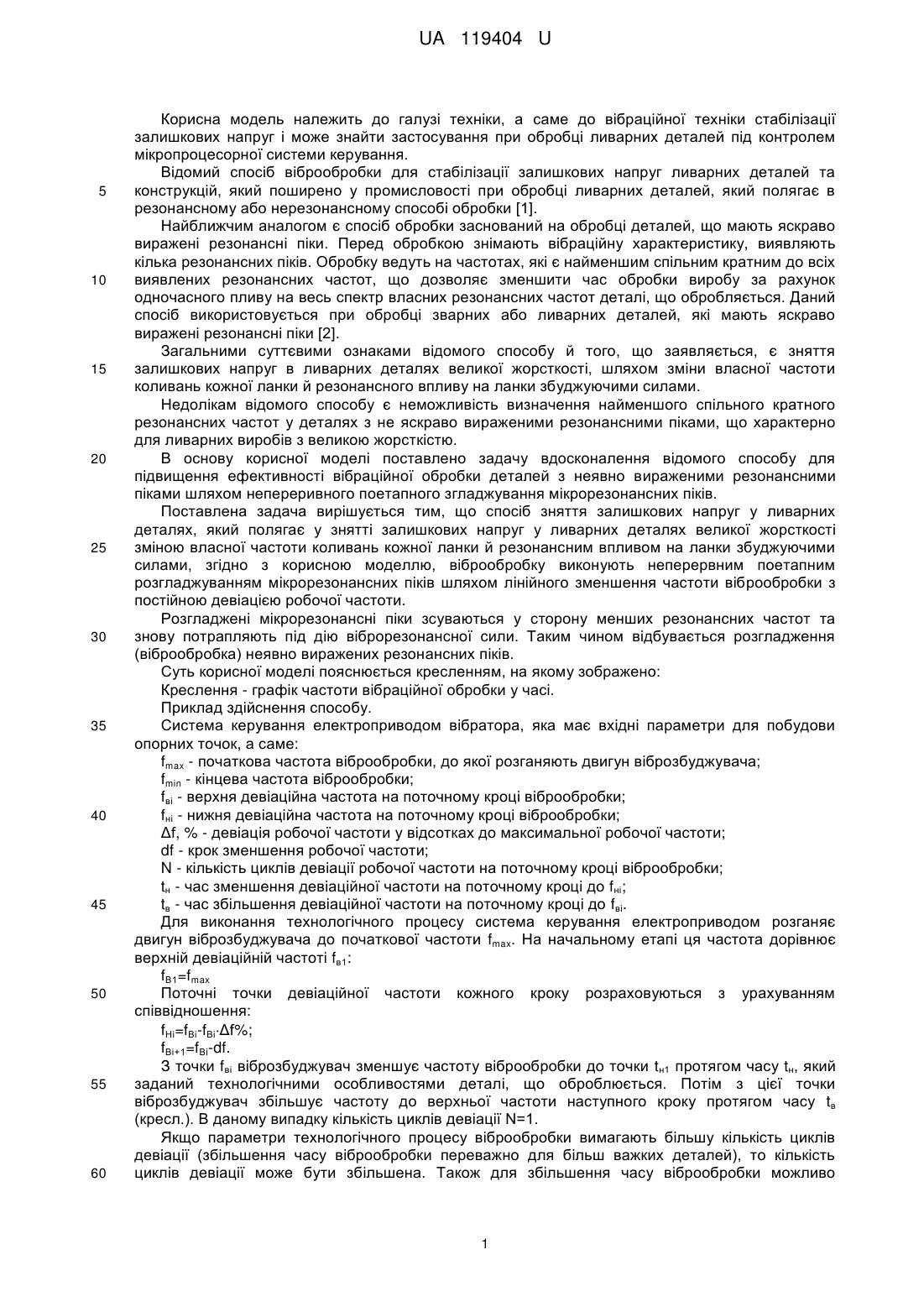
Реферат: Спосіб зняття залишкових напруг у ливарних деталях включає зняття залишкових напруг у ливарних деталях великої жорсткості зміною власної частоти коливань кожної ланки й резонансним впливом на ланки збуджуючими силами. Віброобробку виконують неперервним поетапним розгладжуванням мікрорезонансних піків шляхом лінійного зменшення частоти віброобробки з постійною девіацією робочої частоти. UA 119404 U (54) СПОСІБ ЗНЯТТЯ ЗАЛИШКОВИХ НАПРУГ У ЛИВАРНИХ ДЕТАЛЯХ UA 119404 U UA 119404 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі техніки, а саме до вібраційної техніки стабілізації залишкових напруг і може знайти застосування при обробці ливарних деталей під контролем мікропроцесорної системи керування. Відомий спосіб віброобробки для стабілізації залишкових напруг ливарних деталей та конструкцій, який поширено у промисловості при обробці ливарних деталей, який полягає в резонансному або нерезонансному способі обробки [1]. Найближчим аналогом є спосіб обробки заснований на обробці деталей, що мають яскраво виражені резонансні піки. Перед обробкою знімають вібраційну характеристику, виявляють кілька резонансних піків. Обробку ведуть на частотах, які є найменшим спільним кратним до всіх виявлених резонансних частот, що дозволяє зменшити час обробки виробу за рахунок одночасного пливу на весь спектр власних резонансних частот деталі, що обробляється. Даний спосіб використовується при обробці зварних або ливарних деталей, які мають яскраво виражені резонансні піки [2]. Загальними суттєвими ознаками відомого способу й того, що заявляється, є зняття залишкових напруг в ливарних деталях великої жорсткості, шляхом зміни власної частоти коливань кожної ланки й резонансного впливу на ланки збуджуючими силами. Недолікам відомого способу є неможливість визначення найменшого спільного кратного резонансних частот у деталях з не яскраво вираженими резонансними піками, що характерно для ливарних виробів з великою жорсткістю. В основу корисної моделі поставлено задачу вдосконалення відомого способу для підвищення ефективності вібраційної обробки деталей з неявно вираженими резонансними піками шляхом непереривного поетапного згладжування мікрорезонансних піків. Поставлена задача вирішується тим, що спосіб зняття залишкових напруг у ливарних деталях, який полягає у знятті залишкових напруг у ливарних деталях великої жорсткості зміною власної частоти коливань кожної ланки й резонансним впливом на ланки збуджуючими силами, згідно з корисною моделлю, віброобробку виконують неперервним поетапним розгладжуванням мікрорезонансних піків шляхом лінійного зменшення частоти віброобробки з постійною девіацією робочої частоти. Розгладжені мікрорезонансні піки зсуваються у сторону менших резонансних частот та знову потрапляють під дію віброрезонансної сили. Таким чином відбувається розгладження (віброобробка) неявно виражених резонансних піків. Суть корисної моделі пояснюється кресленням, на якому зображено: Креслення - графік частоти вібраційної обробки у часі. Приклад здійснення способу. Система керування електроприводом вібратора, яка має вхідні параметри для побудови опорних точок, а саме: fmax - початкова частота віброобробки, до якої розганяють двигун віброзбуджувача; fmin - кінцева частота віброобробки; fві - верхня девіаційна частота на поточному кроці віброобробки; fні - нижня девіаційна частота на поточному кроці віброобробки; Δf, % - девіація робочої частоти у відсотках до максимальної робочої частоти; df - крок зменшення робочої частоти; N - кількість циклів девіації робочої частоти на поточному кроці віброобробки; tн - час зменшення девіаційної частоти на поточному кроці до fні; tв - час збільшення девіаційної частоти на поточному кроці до fві. Для виконання технологічного процесу система керування електроприводом розганяє двигун віброзбуджувача до початкової частоти fmax. На начальному етапі ця частота дорівнює верхній девіаційній частоті fв1: fВ1=fmax Поточні точки девіаційної частоти кожного кроку розраховуються з урахуванням співвідношення: fНі=fВі-fВіΔf%; fВі+1=fВі-df. З точки fві віброзбуджувач зменшує частоту віброобробки до точки tн1 протягом часу tн, який заданий технологічними особливостями деталі, що оброблюється. Потім з цієї точки віброзбуджувач збільшує частоту до верхньої частоти наступного кроку протягом часу tв (кресл.). В даному випадку кількість циклів девіації N=1. Якщо параметри технологічного процесу віброобробки вимагають більшу кількість циклів девіації (збільшення часу віброобробки переважно для більш важких деталей), то кількість циклів девіації може бути збільшена. Також для збільшення часу віброобробки можливо 1 UA 119404 U 5 10 15 20 зменшити крок зміни робочої частоти df. На фіг. 1 показана крива зміни частоти віброобробки з кількістю циклів девіації N=2. Якщо значення частоти fні буде менше кінцевої частоти віброобробки fmin, то віброобробка деталі припиняється. Застосування пропонованого способу дозволяє виконати віброобробку ливарних деталей з неявно вираженими резонансними піками з достатньо високою ефективністю. Джерела інформації: 1. Рагульскис К. М. Вибрационное старение [Текст] / К. М. Рагульскис, Б. Б. Стульпинас, К. Б. Толутис; Под ред. К. М. Рагульскиса. - Л.: Машиностроение, 1987. - 72 с. - (Б-ка инженера. Вибрационная техника; Вып. 9). 2. А.С. 899678 CCCP, МПК C21D1/30. Способ снятия остаточных напряжений в деталях / С.П. Гинкул, Е.П. Молчанов, В.А. Колот, Л.П. Колот. - № 2862566/22-02; заявл. 03.01.1980; опубл. 23.01.1983, бюл. № 3. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб зняття залишкових напруг у ливарних деталях, який полягає у знятті залишкових напруг у ливарних деталях великої жорсткості зміною власної частоти коливань кожної ланки й резонансним впливом на ланки збуджуючими силами, який відрізняється тим, що віброобробку виконують неперервним поетапним розгладжуванням мікрорезонансних піків шляхом лінійного зменшення частоти віброобробки з постійною девіацією робочої частоти. Комп’ютерна верстка О. Рябко Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: C21D 1/30
Мітки: зняття, деталях, напруг, спосіб, залишкових, ливарних
Код посилання
<a href="https://ua.patents.su/4-119404-sposib-znyattya-zalishkovikh-naprug-u-livarnikh-detalyakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб зняття залишкових напруг у ливарних деталях</a>
Спосіб стабілізації залишкових напружень у сталевих деталях
Номер патенту: 108966
Опубліковано: 10.08.2016
Автори: Романченко Світлана Павлівна, Ковалевський Сергій Вадимович
МПК: C21D 10/00
Мітки: стабілізації, залишкових, сталевих, напружень, спосіб, деталях
Формула / Реферат:
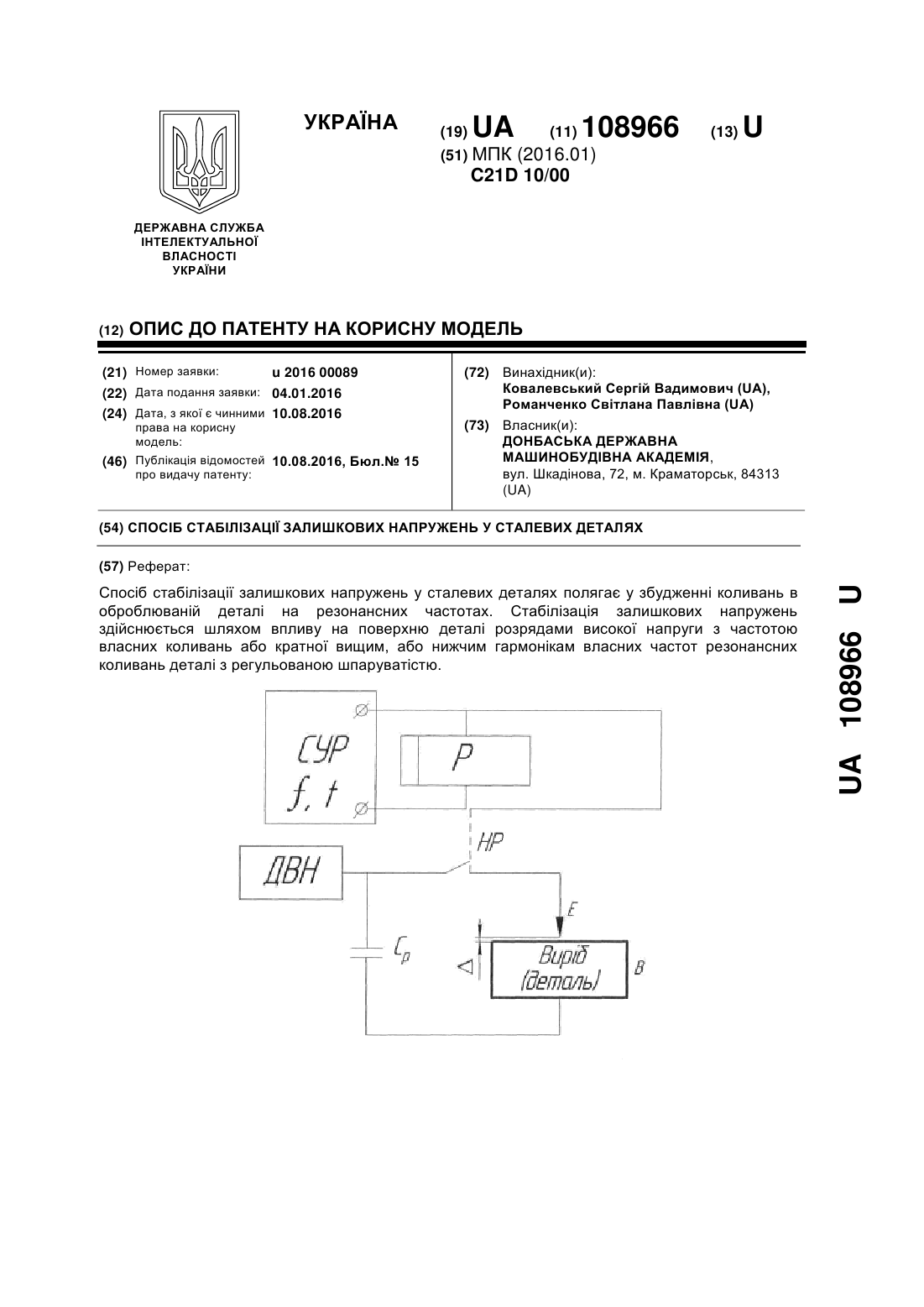
Спосіб стабілізації залишкових напружень у сталевих деталях, який полягає у збудженні коливань в оброблюваній деталі на резонансних частотах, який відрізняється тим, що стабілізація залишкових напружень здійснюється шляхом впливу на поверхню деталі розрядами високої напруги з частотою власних коливань або кратної вищим, або нижчим гармонікам власних частот резонансних коливань деталі з регульованою шпаруватістю.
Спосіб виявлення внутрішніх напруг в сталевих деталях та/або в сталевих конструкціях
Номер патенту: 91437
Опубліковано: 26.07.2010
Автори: Сокирко Володимир Арсентійович, Тарабан Микола Євгенович, Яремчик Анатолій Антонович
МПК: G01L 1/12
Мітки: внутрішніх, спосіб, сталевих, деталях, конструкціях, напруг, виявлення
Формула / Реферат:
1. Спосіб виявлення внутрішніх напруг в сталевих деталях та/або в сталевих конструкціях, що включає дію на визначений об'єм матеріалу досліджуваного об'єкта магнітним полем і вимірювання параметрів магнітних полів визначеного об'єму матеріалу досліджуваного об'єкта, який відрізняється тим, що на визначений об'єм матеріалу досліджуваного об'єкта діють змінним електромагнітним полем з частотою, котра не перевищує 1 Гц, причому амплітуда...
Спосіб зменшення залишкових зварювальних деформацій і напруг
Номер патенту: 62163
Опубліковано: 15.12.2003
Автори: Друзь Олег Миколайович, Гедрович Анатолій Іванович
МПК: B23K 9/038, B23K 9/035
Мітки: залишкових, напруг, зменшення, деформацій, зварювальних, спосіб
Формула / Реферат:
Спосіб зменшення зварювальних деформацій, при якому у виробі створюють градієнт температур по поперечному перерізу звареного з'єднання в напрямку нормальному від шва шляхом охолодження шва в процесі зварювання до повного охолодження виробу в поперечному перерізу, а крайки виробу перед зварюванням закріплюють по границях зони пластичних деформацій, який відрізняється тим, що охолоджуючу рідину (холодоагент), у вигляді піни, підводять...
Спосіб зменшення залишкових зварювальних деформацій і напруг
Номер патенту: 64105
Опубліковано: 16.02.2004
Автори: Друзь Олег Миколайович, Гедрович Анатолій Іванович
МПК: B23K 9/038, B23K 9/035
Мітки: деформацій, спосіб, зварювальних, залишкових, напруг, зменшення
Формула / Реферат:
Спосіб зменшення зварювальних деформацій, при якому у виробі створюють градієнт температур у поперечному перерізі звареного з'єднання в напрямку, нормальному від шва, шляхом охолодження шва в процесі зварювання до повного охолодження виробу в поперечному перерізі, а крайки виробу перед зварюванням закріплюють по границях зони пластичних деформацій, який відрізняється тим, що охолоджуючу рідину, а саме, хладоагент у вигляді піни, підводять...
Спосіб зменшення залишкових напруг в зварних з’єднаннях
Номер патенту: 53559
Опубліковано: 15.01.2003
Автори: Гриценко Юрій Миколайович, Дівак Павло Павлович, Сокирко Володимир Арсентійович, Король Александр Васильович
Мітки: залишкових, зварних, зменшення, з'єднаннях, спосіб, напруг
Формула / Реферат:
1. Спосіб зменшення залишкових напруг у зварних з'єднаннях великих металевих конструкцій, що включає електрофізичну обробку ділянок з підвищеними залишковими напругами, який відрізняється тим, що через ділянку з підвищеними залишковими напругами пропускають пакет знакозмінних імпульсів електричного струму з числом імпульсів 20200
Попередній патент: Спосіб керування підйому машин та агрегатів на домкратах
Наступний патент: Розвідувальний безпілотний авіаційний комплекс
Випадковий патент: Спосіб підвищення збереженості та продуктивності шовковичного шовкопряда