Спосіб зменшення залишкових зварювальних деформацій і напруг
Номер патенту: 64105
Опубліковано: 16.02.2004
Формула / Реферат
Спосіб зменшення зварювальних деформацій, при якому у виробі створюють градієнт температур у поперечному перерізі звареного з'єднання в напрямку, нормальному від шва, шляхом охолодження шва в процесі зварювання до повного охолодження виробу в поперечному перерізі, а крайки виробу перед зварюванням закріплюють по границях зони пластичних деформацій, який відрізняється тим, що охолоджуючу рідину, а саме, хладоагент у вигляді піни, підводять безпосередньо до металу, що зварюється, з обох боків зовнішнього і внутрішнього, подаючи до хладоагенту активаційний газ, а саме, стиснене повітря, аргон, СО2, крізь трубки-аератори, розміщені у охолоджуючій рідині.
Текст
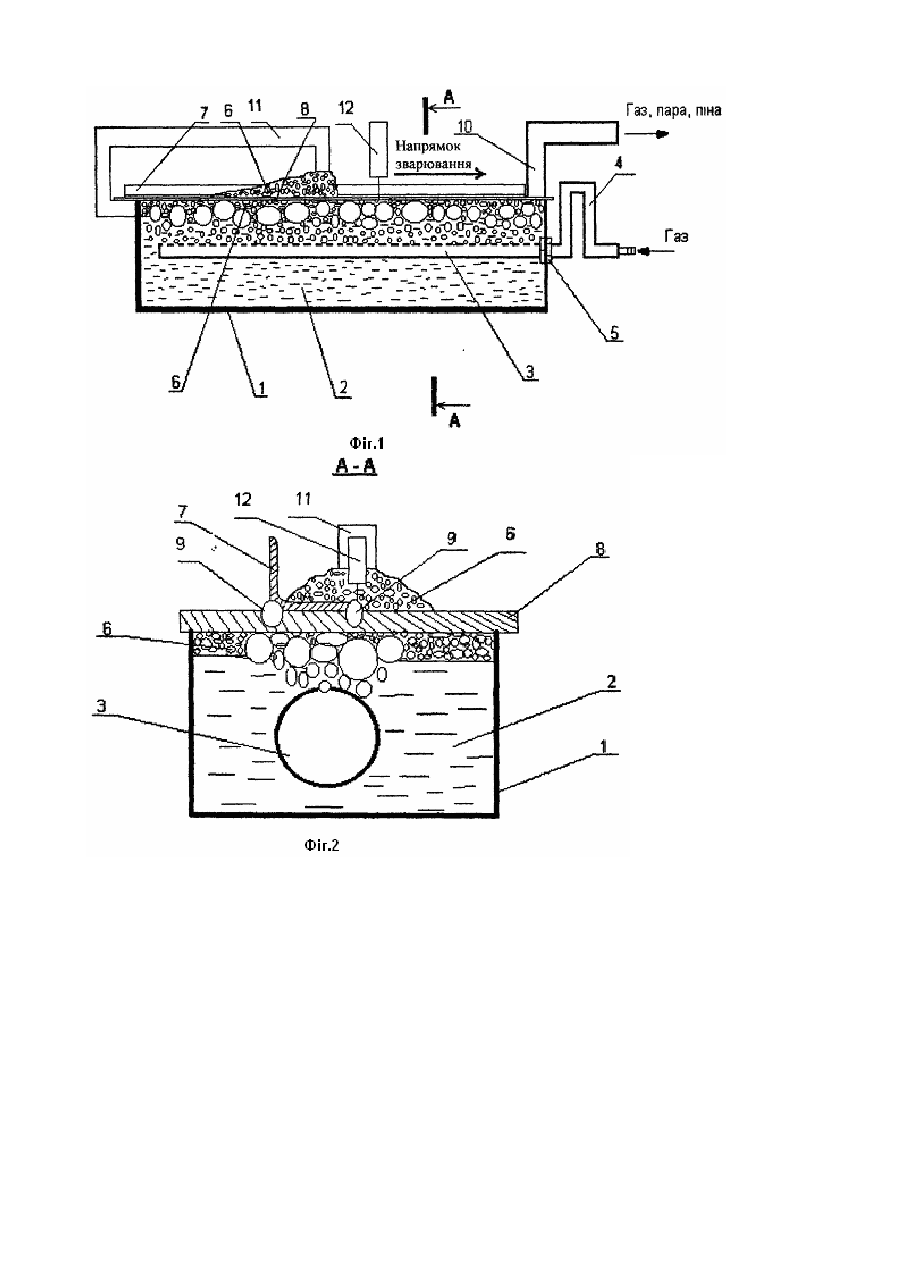
Винахід відноситься до області зварювального виробництва і може бути використаний для зниження зварювальних деформацій і напруг при виготовленні виробів з тонколистового металу. Найбільш близьким до запропонованого винаходу є спосіб зменшення залишкових зварювальних деформацій і напруг, переважно при зварюванні елементів малих товщин, при якому у виробі створюють градієнт температур у поперечному перерізі звареного з'єднання в напрямку нормальному від шва шля хом охолодження шва в процесі зварювання до повного охолодження виробу в поперечному перерізі, а крайки виробу перед зварюванням закріплюють по границях зони пластичних деформацій (див. A.C. СРСР №1729720, МПК. В23К28/02, опубл. 30.04.92р. Бюл. № 16) - прийнятий за прототип. Основним недоліком відомого способу є те, що при охолодженні шва в процесі зварювання, не здійснюється відвід паразитного тепла з біляшовної зони, що є основним джерелом утворення залишкових зварювальних деформацій і структурної неоднорідності металу, що зварюється. В основу винаходу поставлено задачу удосконалення способу зменшення залишкових зварювальних деформацій і напруг шля хом підведення охолоджуючої рідини (хладоагенту), у вигляді піни, безпосередньо до зварюваного металу, із зовнішнього і внутрішнього боків, що приведе до зниження рівня залишкових напруг і деформацій металу, зведе до мінімуму стр уктурні перетворення в металі шва і біляшовній зоні. Поставлена задача досягається тим, що в способі зменшення зварювальних деформацій і напруг, при якому у виробі створюють градієнт температур по поперечному перерізі звареного з'єднання в напрямку нормальному від шва, шляхом охолодження шва в процесі зварювання до повного охолодження виробу в поперечному перерізі, а крайки виробу перед зварюванням закріплюють по границях зони пластичних деформацій, відповідно до винаходу, о холоджуючу рідину (хладоагент), у вигляді піни, підводять безпосередньо до обох боків (зовнішнього і внутрішнього) зварюваного металу, розміщуючи з внутрішнього боку зварюваного виробу, в охолоджуючій рідині (хладоагенті) трубки-аератори, через які подають в охолоджуючу рідину (хладоагент) активаційний газ (стиснене повітря, аргон, СО2). З зовнішнього боку хладоагент у вигляді піни подається через рукав (шланг), герметично з'єднаний з ємністю в який відбувається аерація піноутворюючого розчину. Подача хладоагенту у вигляді піни з зовнішнього боку здійснюється слідом за зварювальним пальником, на деякій відстані від нього. При цьому в охолоджуючу рідину (хладоагент) додають приблизно 6% стандартного піноутворювача (поверхнево-активної речовини), що застосовується в протипожежній охороні, наприклад, ПО "ФОРЭТОЛ" (ТУ 6-02-780-84), ПО "ТЭ АС" (ТУ 107127-82) чи ін. Введення в хладоагент поверхнево-активної речовини підвищує адгезію хладоагенту на поверхні охолоджуваного металу, що збільшує інтенсивність тепловідводу з біляшовної зони, зменшує можливість утворення "парової сорочки". Тепловідвід з біляшовної зони, у цьому випадку, забезпечується теплоємністю піни і фазовим перетворенням деякої кількості піни в пару. Спосіб можна використовувати для зниження зварювальних напруг і деформацій при виконанні напусткових, кутови х, електрозаклепочних з'єднань, а також при зварюванні набору ребер жорсткості та інших конструктивних елементів до листа, коли закрито доступ вн утрішнього боку шва з хладоагентом. Підведення хладоагенту з зовнішнього і внутрішнього боків збільшує відвід паразитного тепла з біляшовної зони майже в два рази в порівнянні з однобічним підведенням хладоагенту до зварюваного металу. Істотною відмінністю винаходу є те, що застосування трубок-аераторів і хладоагенту у вигляді піни істотно підвищує ступінь тепловідводу з зони зварювання (поглинаючи при цьому паразитне тепло), дозволяє ощадливо використовува ти охолоджуючу рідину і активаційний газ. Регулюючи витрати активаційного газу, можна домогтися різних ступенів тепловідводу, підібрати оптимальний режим тепловідводу для конкретної марки сталі, уникнувши тим самим появи фазових перетворень і гартівних структур. Суть винаходу пояснюється ілюстративним матеріалом, де на фіг. 1 зображений пристрій для реалізації способу, на фіг. 2 поперечний розріз цього ж пристрою в центральній частині. Пристрій для реалізації способу зменшення зварювальних деформацій і напруг містить бачок 1 з охолоджуючою рідиною (хладоагентом) 2, трубки-аератори 3, для підведення активаційного газу у хладоагент, відсікач 4 для попередження попадання охолоджуючої рідини (хладоагенту) 2 у систему підведення активаційного газу, гайки 5 для попередження виливання охолоджуючої рідини (хладоагенту) 2, шар піни 6 для відводу паразитного тепла з зони зварювання, елемент 7, що приварюється, лист металу 8, зварні шви 9, рукав 10 для відводу надлишку піни та пари, що утвориться та активаційного газу, рукав 11 для підведення хладоагенту у вигляді піни на зовнішній бік елементів, що зварюються, зварювальний пальник 12. Підведення піни на зовнішній бік зварювальних елементів також можливо за допомогою додаткового піногенератора. Спосіб реалізується таким чином. У бачок 1 наливається хладоагент 2, цілком покриваючи трубки-аератори 3, на ребра бачка 1 укладається лист металу 8, на який укладається елемент 7, що приварюється, по трубкахаераторах 3 у хладоагент 2 подається газ, що активує шар піни 6, який піднімається до внутрішнього боку листа металу 8, деяка частина піни витісняється по рукаві 11 на зовнішній бік листа 8, далі виконується зварювання елемента 7 з листом металу 8 швами 9, за допомогою зварювального пальника 12. Шар піни 6 інтенсивно поглинає при цьому паразитне тепло зварювання, зменшуючи тим самим зварювальні деформації і напруги, регулює стр уктурні перетворення в металі шва і біляшовній зоні. Надлишок піни, пара, що утвориться, та активаційний газ з внутрішнього боку виробу, що зварюється, відводяться крізь рукав 10. З зовнішнього боку виробу, що зварюється, піна вилучається сама, за допомогою випару. Витрати піни на зовнішній бік виробу, що зварюється, бажано підбирати з умови повного випару піни з поверхні листа.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for reducing the welding deformations and stresses
Автори англійськоюHedrovych Anatolii Ivanovych, Druz Oleh Mykolaiovych
Назва патенту російськоюСпособ уменьшения остаточных сварочных деформаций и напряжений
Автори російськоюГедрович Анатолий Иванович, Друзь Олег Николаевич
МПК / Мітки
МПК: B23K 9/035, B23K 9/038
Мітки: напруг, зварювальних, зменшення, залишкових, спосіб, деформацій
Код посилання
<a href="https://ua.patents.su/2-64105-sposib-zmenshennya-zalishkovikh-zvaryuvalnikh-deformacijj-i-naprug.html" target="_blank" rel="follow" title="База патентів України">Спосіб зменшення залишкових зварювальних деформацій і напруг</a>
Спосіб зменшення залишкових зварювальних деформацій і напруг
Номер патенту: 62163
Опубліковано: 15.12.2003
Автори: Гедрович Анатолій Іванович, Друзь Олег Миколайович
МПК: B23K 9/038, B23K 9/035
Мітки: залишкових, деформацій, зменшення, напруг, зварювальних, спосіб
Формула / Реферат:
Спосіб зменшення зварювальних деформацій, при якому у виробі створюють градієнт температур по поперечному перерізу звареного з'єднання в напрямку нормальному від шва шляхом охолодження шва в процесі зварювання до повного охолодження виробу в поперечному перерізу, а крайки виробу перед зварюванням закріплюють по границях зони пластичних деформацій, який відрізняється тим, що охолоджуючу рідину (холодоагент), у вигляді піни, підводять...
Спосіб зменшення зварювальних деформацій та напруг
Номер патенту: 53088
Опубліковано: 15.01.2003
Автори: Гедрович Анатолій Іванович, Гальцов Ігор Олександрович, Друзь Олег Миколайович
МПК: B23K 9/038, B23K 9/035
Мітки: зменшення, зварювальних, деформацій, спосіб, напруг
Формула / Реферат:
Спосіб зменшення зварювальних деформацій та напруг, при якому у виробі створюють градієнт температур по поперечному перерізу зварного з'єднання в напрямку, нормальному від шва, шляхом охолодження шва в процесі зварювання до повного охолодження виробу в поперечному перерізі, а крайки виробу перед зварюванням закріплюють по границях зони пластичних деформацій, який відрізняється тим, що охолоджувальну рідину підводять безпосередньо до...
Спосіб зменшення зварювальних деформацій та напруг
Номер патенту: 53060
Опубліковано: 15.01.2003
Автори: Гальцов Ігор Олександрович, Гедрович Анатолій Іванович, Друзь Олег Миколайович
МПК: B23K 33/00
Мітки: зварювальних, напруг, спосіб, деформацій, зменшення
Формула / Реферат:
Спосіб зменшення зварювальних деформацій та напруг, при якому у виробі, за зварювальною ванною, створюють градієнт температур по поперечному перерізу зварного з'єднання в напрямку, нормальному від осі шва, шляхом охолодження шва в процесі зварювання до повного охолодження виробу в поперечному перерізі, а крайки виробу перед зварюванням закріплюють по границях зони пластичних деформацій, який відрізняється тим, що охолодження ділянки зони...
Охолоджуючий пристрій для зниження зварювальних деформацій та напруг
Номер патенту: 47721
Опубліковано: 15.07.2002
Автори: Гедрович Анатолій Іванович, Друзь Олег Миколайович, Гальцов Ігор Олександрович
МПК: B23K 9/038, B23K 9/035
Мітки: пристрій, зниження, деформацій, зварювальних, напруг, охолоджуючий
Формула / Реферат:
1. Охолоджуючий пристрій для зниження зварювальних деформацій та напруг, що містить коритоподібний ложемент-кондуктор з установленими на його дні ребрами у вигляді грат, заповнений волокнистим матеріалом, нижня частина якого занурена в охолоджувач, що наливається в ложемент-кондуктор, який відрізняється тим, що ребра у вигляді грат, виконаних з міді або металу, що не іржавіє, не торкаються дна коритоподібного ложемента-кондуктора, пристрій...
Спосіб зменшення залишкових напруг в зварних з’єднаннях
Номер патенту: 53559
Опубліковано: 15.01.2003
Автори: Сокирко Володимир Арсентійович, Дівак Павло Павлович, Король Александр Васильович, Гриценко Юрій Миколайович
Мітки: спосіб, напруг, зварних, залишкових, зменшення, з'єднаннях
Формула / Реферат:
1. Спосіб зменшення залишкових напруг у зварних з'єднаннях великих металевих конструкцій, що включає електрофізичну обробку ділянок з підвищеними залишковими напругами, який відрізняється тим, що через ділянку з підвищеними залишковими напругами пропускають пакет знакозмінних імпульсів електричного струму з числом імпульсів 20200
Попередній патент: Комутатор для зчитування рельєфу електричних параметрів шкіри
Наступний патент: Склад для обробки свердловин
Випадковий патент: Молочний квас