Спосіб дугового зварювання плавким електродом з комбінованим імпульсним впливом
Номер патенту: 79088
Опубліковано: 10.04.2013
Автори: Бернацький Артемій Володимирович, Лобанов Леонід Михайлович, Максимов Сергій Юрійович, Лебедєв Володимир Олександрович, Гончаров Павло Васильович, Тимошенко Олександр Микитович

Формула / Реферат
Спосіб дугового зварювання плавким електродом з комбінованим імпульсним впливом, при якому змінюють параметри процесу, який відрізняється тим, що в процесі зварювання періодично змінюють струм і напругу зварювання, причому струм зварювання додатково модулюють, використовуючи імпульсну подачу електрода, а частота імпульсної подачі перевищує період зміни струму і напруги зварювання.
Текст
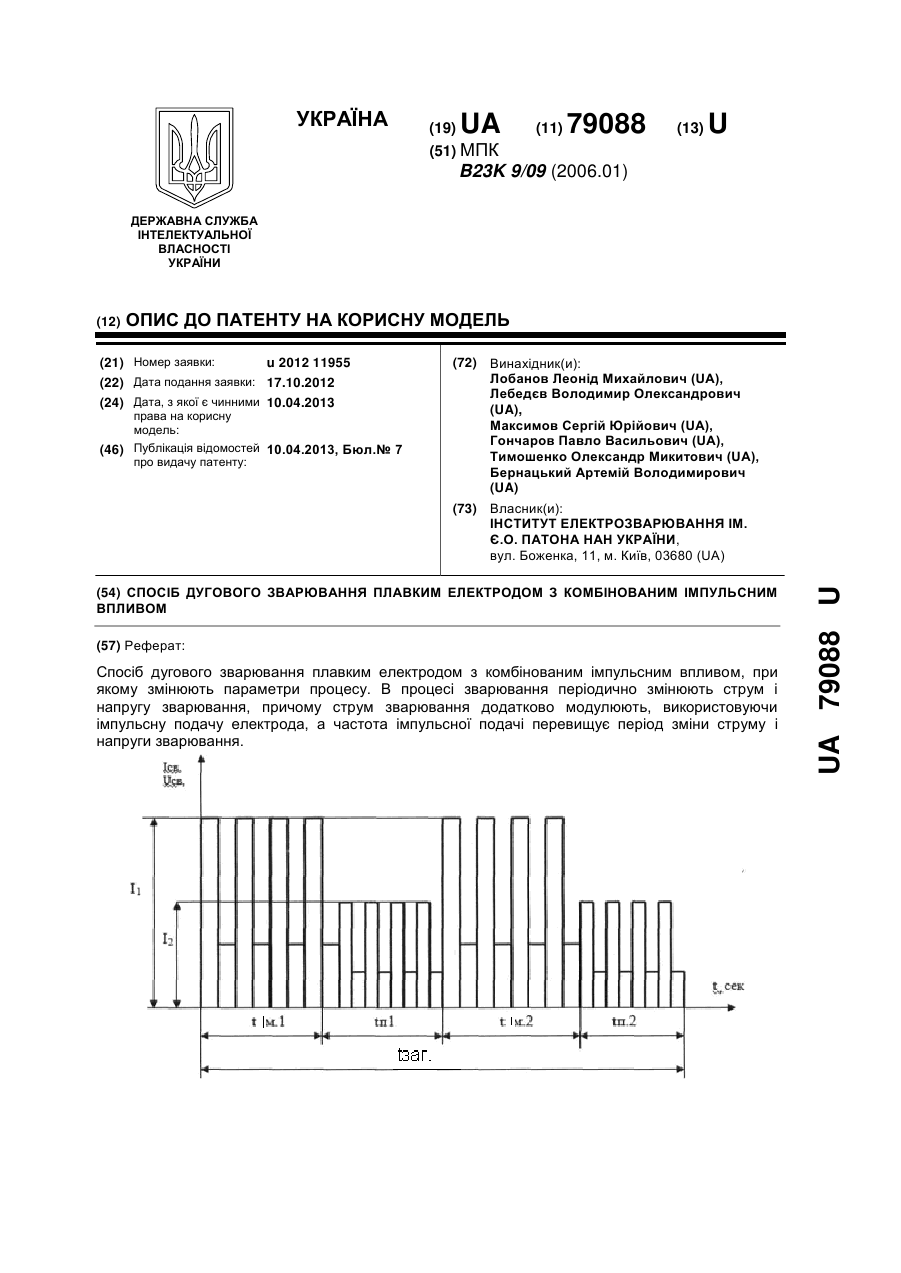
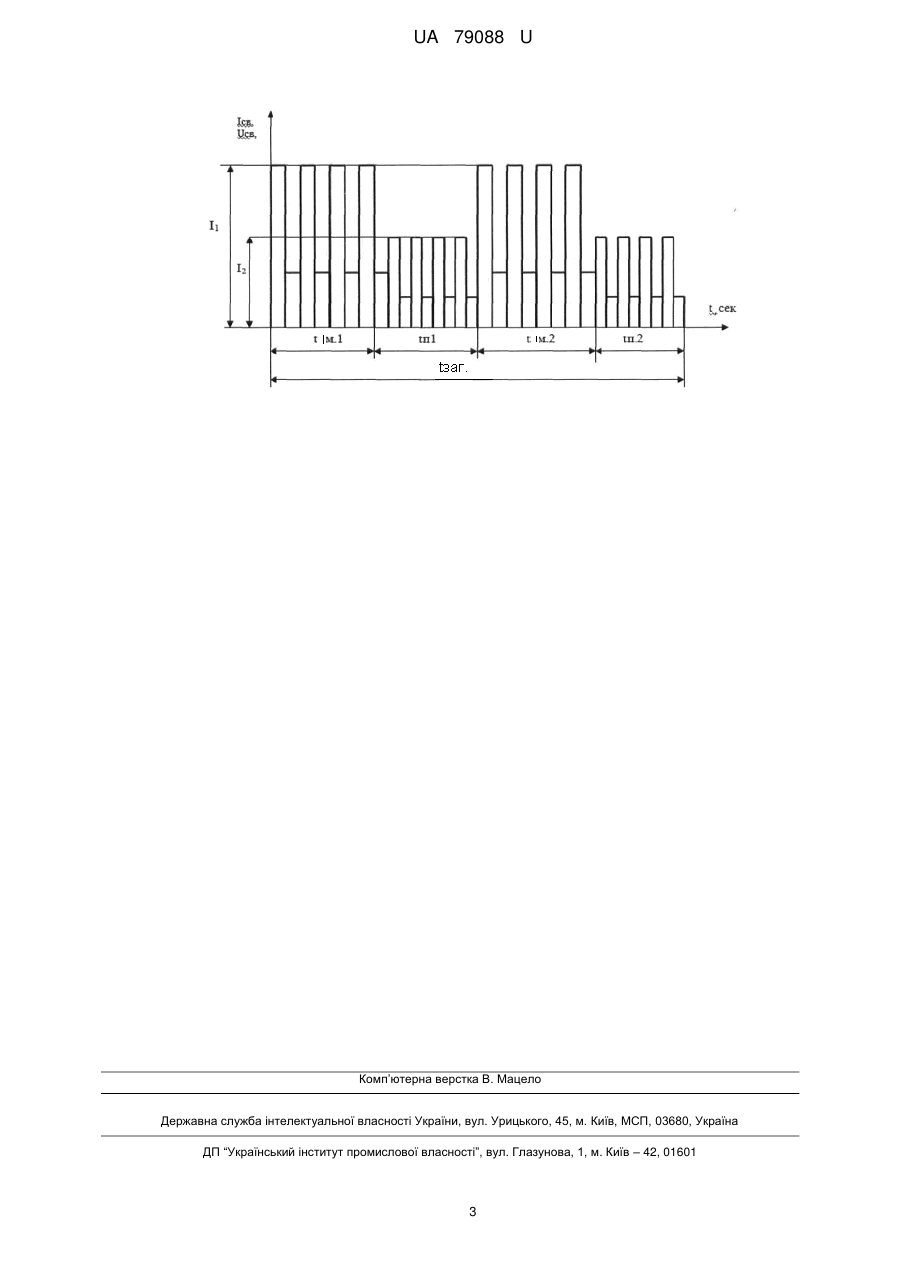
Реферат: Спосіб дугового зварювання плавким електродом з комбінованим імпульсним впливом, при якому змінюють параметри процесу. В процесі зварювання періодично змінюють струм і напругу зварювання, причому струм зварювання додатково модулюють, використовуючи імпульсну подачу електрода, а частота імпульсної подачі перевищує період зміни струму і напруги зварювання. UA 79088 U (12) UA 79088 U UA 79088 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до імпульсно-дугового зварювання плавким електродом в автоматичному і напівавтоматичному режимі і може бути використана при дуговому зварюванні плавким електродом порошковим дротом з покриттям і без нього, суцільного перерізу в середовищі захисних газів (вуглекислому газі, аргоні та їх сумішах), в різних просторових положеннях при зварюванні сталей. Відомий спосіб зварювання з пульсуючою подачею електродного дроту, при якому за допомогою приводних роликів і зварювального пальника подають в зварювальну ванну електродний дріт, згинаючи за синусоїдальним законом у зоні між приводними роликами і пальником симетрично щодо осі подачі електродного дроту, і в момент зменшення пульсуючої напруги зварювальної дуги до нуля перетворюють синусоїдальні коливання електродного дроту в імпульсний рух торця електрода [Патент UA 24440 С2 В23К9/12 / Спосіб дугового зварювання плавким електродом. Носівський Б.І., Носівський М.Б. 16.07. 2001 р.]. Недоліки цього способу полягають в обмежених технологічних можливостях у вигляді неможливості його використання в тривалому різноімпульсному процесі, як при точковому дуговому зварюванні великих товщин електрозаклепками, також такий рух приводить до збільшеного розбризкування електродного металу, немає узгодженості імпульсної подачі з керованим перенесенням електродного металу, процес хаотичний і нестабільний. Відомий спосіб управління формуванням шва з використанням імпульсного зварювання (Єрохін О.О. Основи зварювання плавленням. М. Машинобудування, 1973, 448 с.), При якому за рахунок періодичного охолодження і часткової кристалізації розплаву ванни створюються умови, що перешкоджають стіканню рідкого металу. Разом з тим при імпульсному зварюванні виникають значні динамічні дії на металевий розплав в момент імпульсу і з'являється небезпека порушення нормального формування шва. Крім того, для імпульсного зварювання необхідні спеціальні джерела живлення зварювальної дуги, які мають високу вартість і вимагають спеціально підготовленого персоналу для обслуговування та роботи на них. Найбільш близьким до пропонованого способу є відомий спосіб зварювання плавким електродом, вибраний за прототип, є спосіб дугового точкового зварювання напусткових з'єднань у вертикальному положенні [Дугове точкове зварювання напусткових з'єднань у вертикальному положенні / Лобанов Л.М., Гончаров П.В., Тимошенко А. Н. / / Автомат. Зварювання. - 2009. - № 1. - С. 34-37]. При якому зварювання зварного з'єднання виконують періодичною зміною струму і напруги на дузі за зварювальний цикл. Зварювальне джерело і механізм подачі зварювального дроту періодично включаються по заданому зварювального циклу. Недоліком способу є те, що він має обмежені технологічні можливості, при періодичному включенні зварювального джерела і механізму подачі відсутня стабільність запалювання зварювальної дуги в різні періоди включення зварювального джерела і механізму подачі дроту і немає контрольованого перенесення електродного металу в зварне з'єднання, процес зварювання супроводжується підвищеним розбризкуванням. Задача, на вирішення якої спрямовано корисну модель, є можливість забезпечення ефективного регулювання обсягу розплавленої зварювальної ванни при дуговому зварюванні в різних просторових положеннях металів і сплавів і використання для його реалізації звичайного промислового устаткування для зварювання плавким електродом. Підвищення стабільності процесу отримання зварного з'єднання, зменшення розбризкування, що дозволяє підвищити якість зварного з'єднання, зменшити витрати зварювального дроту, а також знизити витрати електроенергії на отримання зварного з'єднання. Поставлена задача вирішується тим, що в способі дугового зварювання плавким електродом з комбінованим імпульсним впливом, при якому змінюють параметри процесу, в процесі зварювання періодично змінюють струм і напругу зварювання, при цьому струм зварювання додатково модулюють, використовуючи імпульсну подачу електрода, а частота імпульсної подачі перевищує період зміни струму і напруги зварювання. При здійсненні процесу дугового зварювання плавким електродом з комбінованим імпульсним впливом стабільне збудження процесу досягається модуляцією імпульсної подачі електродного дроту в період зміни струму і напруги зварювання. При відповідних швидкостях подачі дроту кінець електрода встигає нагрітися і розплавитися, збільшуючи ймовірність збудження дуги. При великих швидкостях подачі дроту стабільність збудження дуги значно знижується. В залежності від циклу зварювання, товщини з'єднуваних деталей і діаметра електродного дроту параметри режиму зварювання можуть змінюватися в широкому діапазоні. Модуляція періодичної зміни струму і напруги імпульсною подачею дроту, з частотою подачі, що 1 UA 79088 U 5 10 15 20 25 30 35 40 45 перевищує період зміни струму і напруги, дозволяє виконувати кероване перенесення електродного металу в зварне з'єднання, зменшити розбризкування електродного металу при зварюванні, а також зменшити енергетичні витрати на його отримання. Суть корисної моделі пояснюється кресленням, де показано графік зміни струму і напруги при комбінованому імпульсному впливі. Пропонований спосіб дугового зварювання плавким електродом з комбінованим імпульсним впливом реалізується наступним чином. Під час виконання циклу зварювання tзаг. періодично змінюють струм і напругу зварювання, додатково модулюючи імпульсною подачею електрода і напруги зварювання, з частотою модуляції, що перевищує період зміни струму і напруги зварювання. Така зміна параметрів зварювання, особливо імпульсна зміна подачі зварювального дроту, дозволяє порушувати рівновагу сил, що утримують краплю на кінці електродного дроту, завдяки чому відбувається обрив краплі менших розмірів, ніж при безперервній подачі дроту, що в свою чергу покращує формування зварного шва. Для такого руху торця електрода обсяг дроту, поданого за один крок, повинен перевищувати обсяг краплі переносимого електродного металу в 2-3 рази. Підбором частоти і скважності імпульсної подачі досягається співвідношення між частотами масопереносу і імпульсів подачі. При зварюванні забезпечується незмінний виліт електродного дроту, що дозволяє контролювати розмір краплі переносного металу, він буде залежати тільки від кроку подачі зварювального дроту. Додаткова модуляція, періодичної зміни в процесі зварювання струму і напруги, напругою зварювання з частотою модуляції напруги, що перевищує період зміни струму і напруги зварювання дозволяє впливати на час формування краплі електродного металу. Завдяки такому способу дугового зварювання плавким електродом з комбінованим імпульсним впливом, можна отримувати високоякісні зварні з'єднання у всіх просторових положеннях, а також зменшити енергетичні витрати на їх отримання. Приклад Виконували дугове точкове зварювання зразків зі сталі Ст.3сп і 09Г2С товщиною 3,0+7,0 мм, у вертикальному положенні. Зварювання здійснювалася плавким електродом в середовищі вуглекислого газу з комбінованим імпульсним впливом, при якому періодично в процесі зварювання змінювали струм і напругу зварювання додатково модулюючи струм зварювання імпульсною подачею електродного дроту. Як джерело живлення використовували ВДУЧ-500. Струм зварювання становив при зварюванні зразків товщиною 3,0 7,0 мм в середньому 350 А, напруга на дузі 34 В, швидкість подачі дроту - 180 м/год., тривалість зварювання склала 5,2 с, частота імпульсної подачі дроту 40 Гц, скважність 50 %, струм і напруга зварювання змінювалося 4 рази, діаметр ядра зварної точки склав 7…9 мм. Крім того, при зварюванні зазор між пластинами, що зварюються, не перевищував 0,2…1,0 мм. З отриманих результатів видно, що спосіб, дозволяє поліпшити формування зварного з'єднання і отримати задовільне з'єднання при неякісному збиранні. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб дугового зварювання плавким електродом з комбінованим імпульсним впливом, при якому змінюють параметри процесу, який відрізняється тим, що в процесі зварювання періодично змінюють струм і напругу зварювання, причому струм зварювання додатково модулюють, використовуючи імпульсну подачу електрода, а частота імпульсної подачі перевищує період зміни струму і напруги зварювання. 2 UA 79088 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for arc welding with consumable electrode with combined pulse action
Автори англійськоюLobanov Leonid Mykhailovych, Lebediev Volodymyr Oleksandrovych, Maksymov Serhii Yuriiovych, Honcharov Pavlo Vasyliovych, Tymoshenko Oleksandr Mykytovych, Bernatskyi Artemii Volodymyrovych
Назва патенту російськоюСпособ дуговой сварки плавящимся электродом с комбинированным импульсным воздействием
Автори російськоюЛобанов Леонид Михайлович, Лебедев Владимир Александрович, Максимов Сергей Юрьевич, Гончаров Павел Васильевич, Тимошенко Александр Никитович, Бернацкий Артемий Владимирович
МПК / Мітки
МПК: B23K 9/09
Мітки: плавким, зварювання, електродом, дугового, впливом, імпульсним, спосіб, комбінованим
Код посилання
<a href="https://ua.patents.su/5-79088-sposib-dugovogo-zvaryuvannya-plavkim-elektrodom-z-kombinovanim-impulsnim-vplivom.html" target="_blank" rel="follow" title="База патентів України">Спосіб дугового зварювання плавким електродом з комбінованим імпульсним впливом</a>
Спосіб дугового зварювання плавким електродом в середовищі захисних газів

Номер патенту: 43424
Опубліковано: 17.12.2001
Автори: Жерносєков Анатолій Максимович, Лебедєв Володимир Костянтинович, Патон Борис Євгенович, Шевчук Сергій Анатолійович, Шейко Павло Петрович
МПК: B23K 9/173, B23K 9/167
Мітки: спосіб, електродом, захисних, газів, дугового, плавким, середовищі, зварювання
Формула / Реферат:
1. Спосіб дугового зварювання плавким електродом в середовищі захисних газів, при якому декілька одноатомних, багатоатомних газів або їх сумішей подають в зону горіння дуги імпульсами, який відрізняється тим, що частоту чергування імпульсів подачі різних газів або їх сумішей вибирають рівною або близькою до власної частоти коливань розплавленого об'єму зварювальної ванни.2. Спосіб за п.1, який відрізняється тим, що при подачі в зону...
Спосіб дугового зварювання і наплавлення плавким електродом у подовжньому магнітному полі
Номер патенту: 70785
Опубліковано: 25.06.2012
Автори: Видмиш Павло Олександрович, Ярмонов Станіслав Володимирович, Размишляєв Олександр Денисович, Міронова Марина Володимирівна
Мітки: наплавлення, зварювання, плавким, дугового, спосіб, електродом, магнітному, подовжньому, полі
Формула / Реферат:
Спосіб дугового зварювання та наплавлення плавким електродом у подовжньому магнітному полі, що включає розміщення джерела подовжнього магнітного поля над зварювальною ванною і дію на рідкий метал зварювальної ванни, який відрізняється тим, що джерело подовжнього магнітного поля розташовують під кутом до осі електрода a=15…30° і на відстані а=10…30 мм від осі електрода та додатково діють на краплю на торці електрода і зварювальну дугу.
Електродотримач для ручного дугового зварювання плавким електродом

Номер патенту: 62731
Опубліковано: 12.09.2011
Автори: Василенко Станіслав Леонідович, Грідасов Олексій Петрович, Коровченко Олександр Ілліч, Шаповалов Костянтин Петрович, Бєлінський Вадим Анатолійович
МПК: B23K 9/00
Мітки: електродом, зварювання, плавким, дугового, електродотримач, ручного
Формула / Реферат:
Електродотримач для ручного дугового зварювання плавким електродом, що включає рукоятку з головкою, а також струмопідвід з притискним пружним стрижнем, при цьому струмопідвід виконаний із трьома наскрізними пазами та трьома парами отворів для фіксації стрижня електрода, розташованими у виступах, що утворилися між пазами, а головка оснащена відкритим пазом, який відрізняється тим, що на циліндричній частині головки додатково виконані два...
Спосіб дугового зварювання електродом, що плавиться
Номер патенту: 84237
Опубліковано: 25.09.2008
Автори: Ковалевський Олексій Ігорович, Носовський Борис Іванович
МПК: B23K 9/12
Мітки: електродом, дугового, зварювання, спосіб, плавиться
Формула / Реферат:
1. Спосіб дугового зварювання електродом, що плавиться, який включає подачу електрода за допомогою приводних роликів і зварювального пальника і примусовий перенос електродного металу в зварювальну ванну, який відрізняється тим, що примусовий перенос електродного металу здійснюють за рахунок коливань за синусоїдальним законом механічного контуру, у нижній частині якого розташовують електрод, що плавиться, а верхню частину виконують з обмоткою,...
Спосіб дугового багатопрохідного зварювання неплавким електродом
Номер патенту: 81053
Опубліковано: 26.11.2007
Автори: Кулик Віктор Михайлович, Савицький Михайло Михайлович, ЛУПАН Аркадій Пилипович, Черторильський Леонід Олексійович
МПК: B23K 9/167
Мітки: зварювання, багатопрохідного, спосіб, дугового, електродом, неплавким
Формула / Реферат:
1. Спосіб дугового багатопрохідного зварювання неплавким електродом у захисних газах стиків, при якому виконують зварювальний прохід з повним проплавленнямпісля нанесення на поверхню активуючого флюсу і наступні проходи з неповним проплавленням, зокрема при зменшенні зварювального струму, який відрізняється тим, що при зварюванні гартівних сталей зменшують швидкість зварювання на останньому проході.2. Спосіб за п. 1, який відрізняється...
Попередній патент: Спосіб лікування хворих на гіпертонічну хворобу за методом євгенія самойловича
Наступний патент: Робочий циліндр пароповітряного молота
Випадковий патент: Спосіб підвищення водостійкості аміачно-селітрових промислових вибухових речовин