Шнек екструдера для переробки полімерних матеріалів
Номер патенту: 120674
Опубліковано: 10.11.2017
Автори: Івіцький Ігор Ігорович, Турбал Максим Петрович, Сідоров Дмитро Едуардович, Сівецький Володимир Іванович, Сокольський Олександр Леонідович

Формула / Реферат
1. Шнек екструдера для переробки полімерних матеріалів, що має зони живлення, стискання і дозування, який відрізняється тим, що по гребеню гвинтової нарізки в зоні дозування або по всій довжині шнека виконана щонайменше одна гвинтова канавка, розташована паралельно бічним сторонам гребеня нарізки.
2. Шнек за п. 1, який відрізняється тим, що гвинтові канавки додатково виконані по гребеню гвинтової нарізки в зонах живлення і стиснення.
Текст
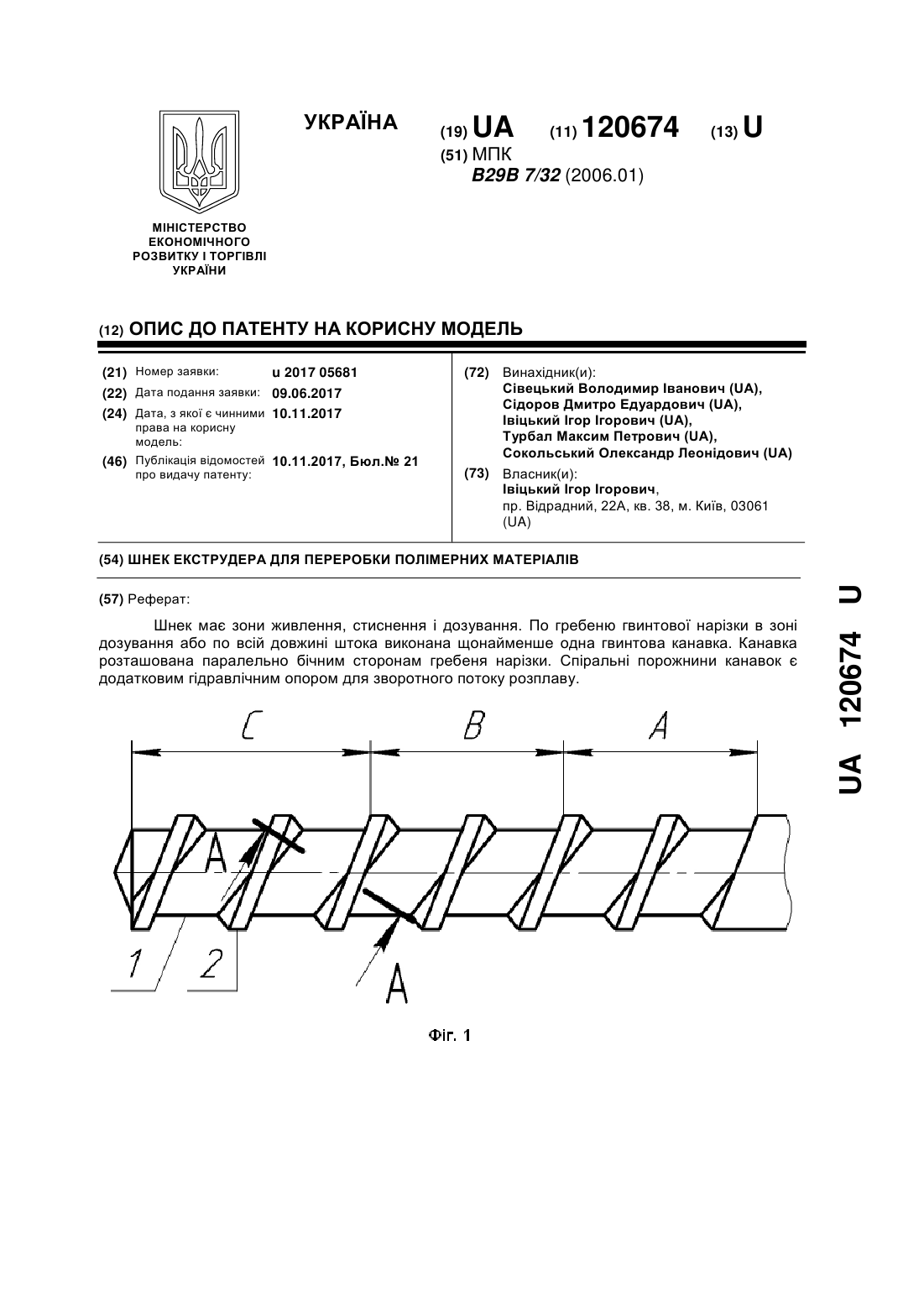
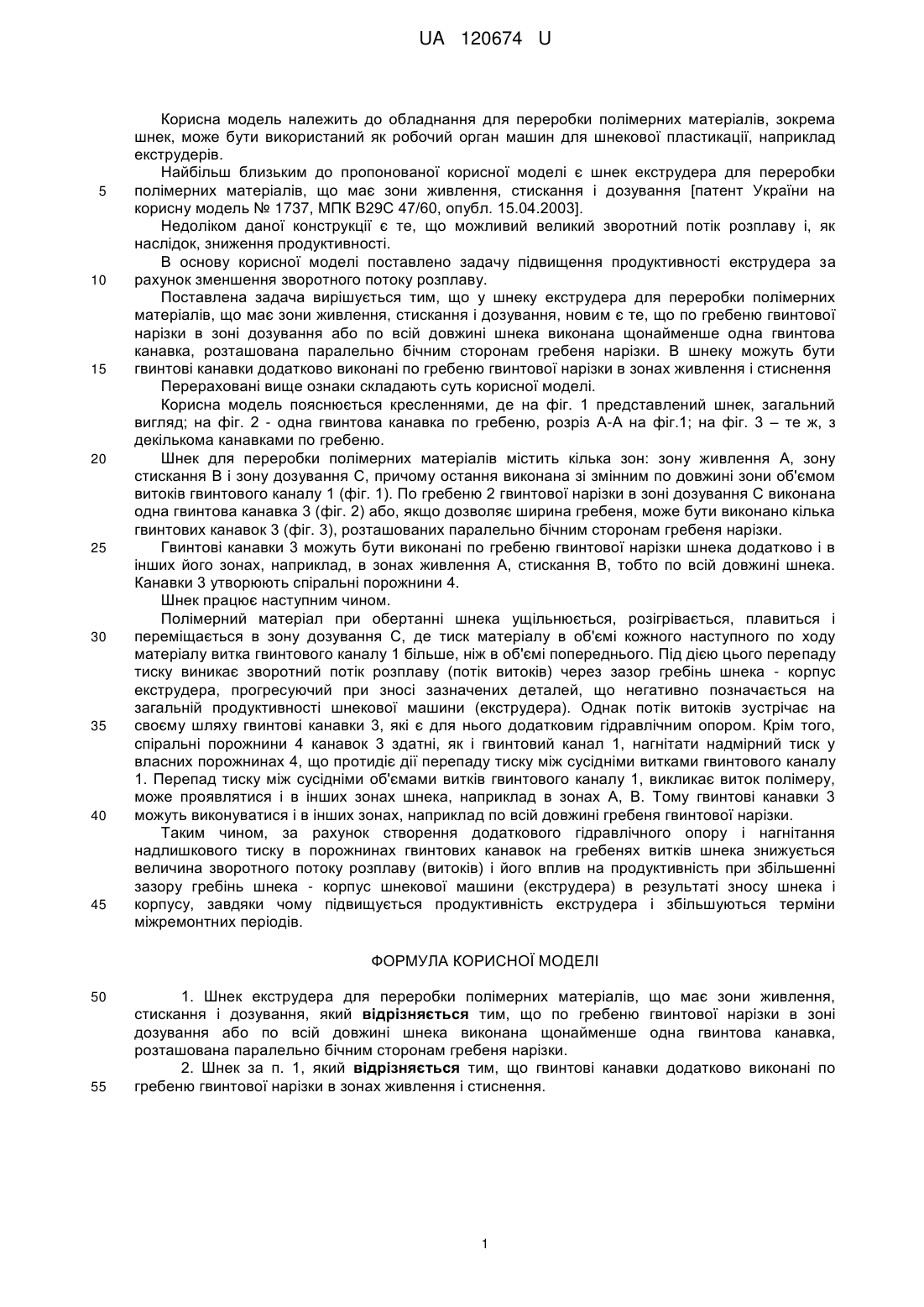
Реферат: Шнек має зони живлення, стиснення і дозування. По гребеню гвинтової нарізки в зоні дозування або по всій довжині штока виконана щонайменше одна гвинтова канавка. Канавка розташована паралельно бічним сторонам гребеня нарізки. Спіральні порожнини канавок є додатковим гідравлічним опором для зворотного потоку розплаву. UA 120674 U (54) ШНЕК ЕКСТРУДЕРА ДЛЯ ПЕРЕРОБКИ ПОЛІМЕРНИХ МАТЕРІАЛІВ UA 120674 U UA 120674 U 5 10 15 20 25 30 35 40 45 Корисна модель належить до обладнання для переробки полімерних матеріалів, зокрема шнек, може бути використаний як робочий орган машин для шнекової пластикації, наприклад екструдерів. Найбільш близьким до пропонованої корисної моделі є шнек екструдера для переробки полімерних матеріалів, що має зони живлення, стискання і дозування [патент України на корисну модель № 1737, МПК B29C 47/60, опубл. 15.04.2003]. Недоліком даної конструкції є те, що можливий великий зворотний потік розплаву і, як наслідок, зниження продуктивності. В основу корисної моделі поставлено задачу підвищення продуктивності екструдера за рахунок зменшення зворотного потоку розплаву. Поставлена задача вирішується тим, що у шнеку екструдера для переробки полімерних матеріалів, що має зони живлення, стискання і дозування, новим є те, що по гребеню гвинтової нарізки в зоні дозування або по всій довжині шнека виконана щонайменше одна гвинтова канавка, розташована паралельно бічним сторонам гребеня нарізки. В шнеку можуть бути гвинтові канавки додатково виконані по гребеню гвинтової нарізки в зонах живлення і стиснення Перераховані вище ознаки складають суть корисної моделі. Корисна модель пояснюється кресленнями, де на фіг. 1 представлений шнек, загальний вигляд; на фіг. 2 - одна гвинтова канавка по гребеню, розріз А-А на фіг.1; на фіг. 3 – те ж, з декількома канавками по гребеню. Шнек для переробки полімерних матеріалів містить кілька зон: зону живлення А, зону стискання В і зону дозування С, причому остання виконана зі змінним по довжині зони об'ємом витоків гвинтового каналу 1 (фіг. 1). По гребеню 2 гвинтової нарізки в зоні дозування С виконана одна гвинтова канавка 3 (фіг. 2) або, якщо дозволяє ширина гребеня, може бути виконано кілька гвинтових канавок 3 (фіг. 3), розташованих паралельно бічним сторонам гребеня нарізки. Гвинтові канавки 3 можуть бути виконані по гребеню гвинтової нарізки шнека додатково і в інших його зонах, наприклад, в зонах живлення А, стискання В, тобто по всій довжині шнека. Канавки 3 утворюють спіральні порожнини 4. Шнек працює наступним чином. Полімерний матеріал при обертанні шнека ущільнюється, розігрівається, плавиться і переміщається в зону дозування С, де тиск матеріалу в об'ємі кожного наступного по ходу матеріалу витка гвинтового каналу 1 більше, ніж в об'ємі попереднього. Під дією цього перепаду тиску виникає зворотний потік розплаву (потік витоків) через зазор гребінь шнека - корпус екструдера, прогресуючий при зносі зазначених деталей, що негативно позначається на загальній продуктивності шнекової машини (екструдера). Однак потік витоків зустрічає на своєму шляху гвинтові канавки 3, які є для нього додатковим гідравлічним опором. Крім того, спіральні порожнини 4 канавок 3 здатні, як і гвинтовий канал 1, нагнітати надмірний тиск у власних порожнинах 4, що протидіє дії перепаду тиску між сусідніми витками гвинтового каналу 1. Перепад тиску між сусідніми об'ємами витків гвинтового каналу 1, викликає виток полімеру, може проявлятися і в інших зонах шнека, наприклад в зонах А, В. Тому гвинтові канавки 3 можуть виконуватися і в інших зонах, наприклад по всій довжині гребеня гвинтової нарізки. Таким чином, за рахунок створення додаткового гідравлічного опору і нагнітання надлишкового тиску в порожнинах гвинтових канавок на гребенях витків шнека знижується величина зворотного потоку розплаву (витоків) і його вплив на продуктивність при збільшенні зазору гребінь шнека - корпус шнекової машини (екструдера) в результаті зносу шнека і корпусу, завдяки чому підвищується продуктивність екструдера і збільшуються терміни міжремонтних періодів. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 55 1. Шнек екструдера для переробки полімерних матеріалів, що має зони живлення, стискання і дозування, який відрізняється тим, що по гребеню гвинтової нарізки в зоні дозування або по всій довжині шнека виконана щонайменше одна гвинтова канавка, розташована паралельно бічним сторонам гребеня нарізки. 2. Шнек за п. 1, який відрізняється тим, що гвинтові канавки додатково виконані по гребеню гвинтової нарізки в зонах живлення і стиснення. 1 UA 120674 U Комп’ютерна верстка О. Рябко Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B29B 7/32
Мітки: полімерних, екструдера, матеріалів, переробки, шнек
Код посилання
<a href="https://ua.patents.su/4-120674-shnek-ekstrudera-dlya-pererobki-polimernikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Шнек екструдера для переробки полімерних матеріалів</a>
Шнек екструдера для переробки полімерних матеріалів
Номер патенту: 49070
Опубліковано: 12.04.2010
Автори: Лизогубенко Андрій Анатолійович, Сідоров Дмитро Едуардович
МПК: B29C 47/38
Мітки: полімерних, шнек, переробки, екструдера, матеріалів
Формула / Реферат:
Шнек екструдера для переробки полімерних матеріалів, що має канавку на гребені, який відрізняється тим, що в канавку встановлено пружний спіральний елемент, причому крок спіралі пружного спірального елемента дорівнює кроку шнекової нарізки.
Черв’як екструдера для перероблення полімерних матеріалів
Номер патенту: 1737
Опубліковано: 15.04.2003
Автори: Сівецький Володимир Іванович, Новік Валерій Олександрович, Радченко Леонід Борисович, Мікульонок Ігор Олегович
МПК: B29C 47/60
Мітки: черв'як, перероблення, полімерних, матеріалів, екструдера
Формула / Реферат:
1. Черв'як екструдера для перероблення полімерних матеріалів, що містить вал з послідовно розташованими хвостовиком, зонами живлення, стискання й дозування, а також наконечником, при цьому вал на ділянках зон живлення, стискання й дозування оснащений гвинтовою нарізкою, а на гребені нарізки зони дозування виконані поперечні пази, який відрізняється тим, що пази скошені в бік хвостовика вала.2. Черв'як за п. 1, який відрізняється...
Черв`як екструдера для переробки високомолекулярних сполук і матеріалів на їх основі
Номер патенту: 10558
Опубліковано: 15.11.2005
Автори: Мікульонок Ігор Олегович, Радченко Наталія Леонідівна
МПК: B29C 47/60, B29C 47/78
Мітки: основі, високомолекулярних, черв'як, переробки, сполук, екструдера, матеріалів
Формула / Реферат:
Черв'як екструдера для переробки високомолекулярних сполук і матеріалів на їх основі, що містить обладнаний гвинтовою нарізкою порожнистий вал, який відрізняється тим, що в гребені нарізки виконано канал, сполучений з порожниною вала.
Черв’ячний прес для переробки полімерних матеріалів
Номер патенту: 37689
Опубліковано: 15.05.2001
Автори: Пристайлов Сергій Олегович, Гаврищук Ірина Григорівна
МПК: B29B 7/42
Мітки: переробки, черв'ячний, матеріалів, прес, полімерних
Текст:
...нарізки, яка зменшується на протязі одного комплекту кілець від h1 до h2 у напрямку ви хідного отвору пресу. Твірні конусоподібних кілець корпусу та наконечника розташовані під однаковим кутом нахилу a. Черв'ячний прес працює таким чином. Полімерний матеріал при обертанні шнека 2 ущільнюється, розігрівається, плавиться та переміщується в зону, яка оснащена наконечником 3. Далі росплав розсікається на багато потоків і, рухаючись до виходу...
Черв’як екструдера для переробки матеріалів
Номер патенту: 3799
Опубліковано: 15.12.2004
Автор: Мікульонок Ігор Олегович
МПК: B30B 11/22, B29C 47/00
Мітки: черв'як, екструдера, матеріалів, переробки
Формула / Реферат:
Черв'як екструдера для переробки матеріалів, що містить осердя з розташованим на ньому по гвинтовій лінії гребенем, який відрізняється тим, що осердя має щонайменше одну ділянку із закріпленою на ньому в один або декілька шарів стрічкою.
Попередній патент: Машина для попереднього очищення насіння рицини
Наступний патент: Засіб з антибактеріальною та протигрибковою активністю з моркви посівної
Випадковий патент: Спосіб ліквідації солевідкладень у свердловині