Черв’як екструдера для перероблення полімерних матеріалів
Номер патенту: 1737
Опубліковано: 15.04.2003
Автори: Новік Валерій Олександрович, Мікульонок Ігор Олегович, Радченко Леонід Борисович, Сівецький Володимир Іванович
Формула / Реферат
1. Черв'як екструдера для перероблення полімерних матеріалів, що містить вал з послідовно розташованими хвостовиком, зонами живлення, стискання й дозування, а також наконечником, при цьому вал на ділянках зон живлення, стискання й дозування оснащений гвинтовою нарізкою, а на гребені нарізки зони дозування виконані поперечні пази, який відрізняється тим, що пази скошені в бік хвостовика вала.
2. Черв'як за п. 1, який відрізняється тим, що вихід пазів з боку наконечника вала виконаний на зовнішній поверхні гребеня нарізки.
Текст
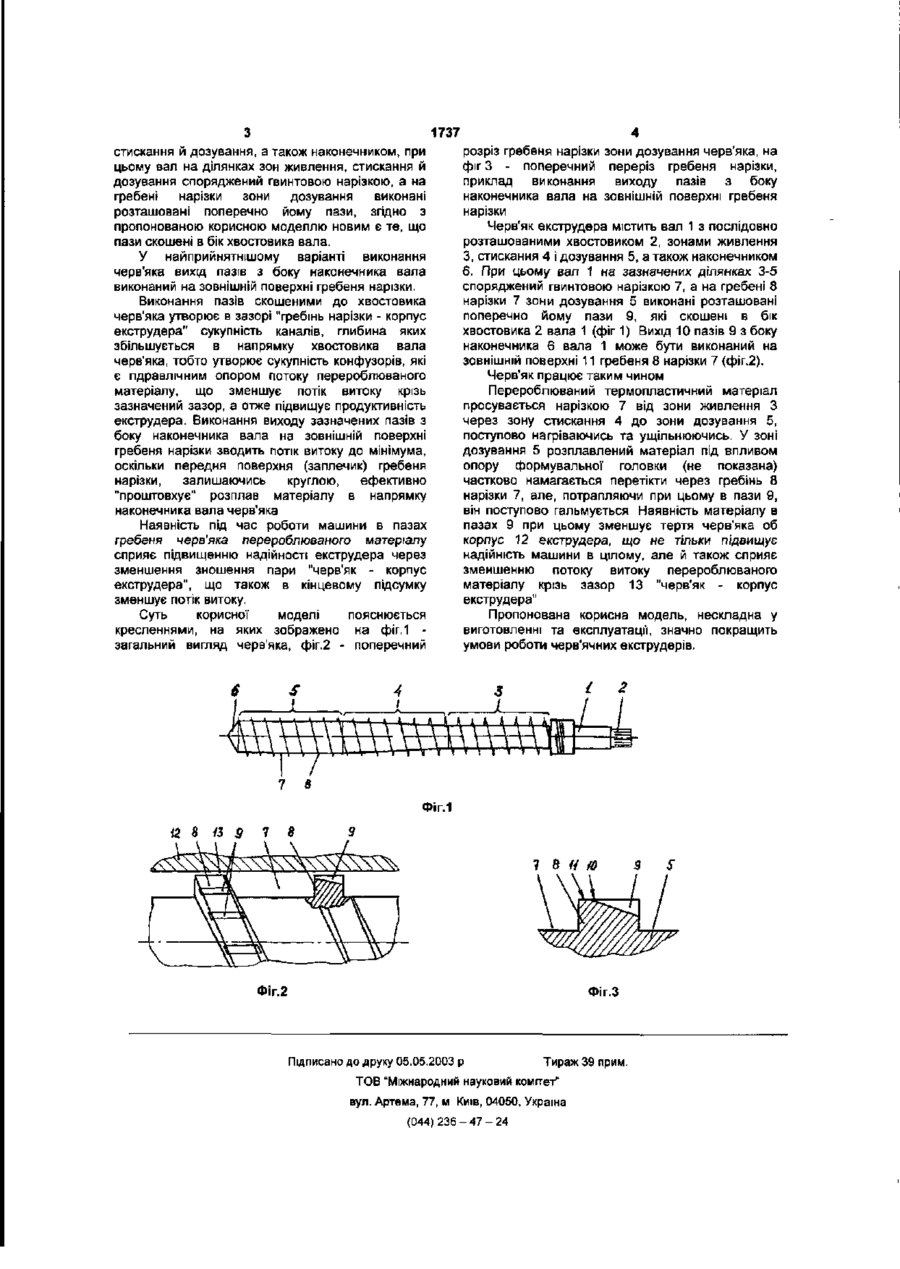
1. Черв'як екструдера для перероблення полімерних матеріалів, що містить вал з послідовно розташованими хвостовиком, зонами живлення, стискання й дозування, а також наконечником, при цьому вал на ділянках зон живлення, стискання й дозування оснащений гвинтовою нарізкою, а на гребені нарізки зони дозування виконані поперечні пази, який відрізняється тим, що пази скошені в бік хвостовика вала 2 Черв'як за п 1, який відрізняється там, що вихід пазів з боку наконечника вала виконаний на зовнішній поверхні гребеня нарізки. Корисна модель належить до обладнання для перероблення термопластичних матеріалів, у тому числі й композиційних, і може бути використана в полімерпереробних екструзійних лініях, зокрема при виготовленні робочого органу одно- або двочерв'ячних екструдерів. Для перероблення термопластичних матеріалів (полімерів, пластичних мас, гумових сумішей і композицій на їх основі) широкого поширення набули одно- та двочерв'ячні екструдери, робочими органами яких о черв'яки. Так, відомий черв'як екструдера для перероблення полімерних матеріалів, що містить вал з послідовно розташованими хвостовиком, зонами живлення, стискання й дозування, а також наконечником, при цьому вал на ділянках зон живлення, стискання й дозування споряджений гвинтовою нарізкою [Рябинин Д.Д., Лукач Ю.Е. Смесительные машины для пластмасс и резиновых смесей. - М.. Машиностроение, 1972. С.222-223, рис.105-а] Цей черв'як є найрозповсюднішим у полімерпереробному екструзійному обладнанні Забезпечуючи достатньо надійну роботу ектрудерів, він проте має суттєвий недолік - низьку змішувальну здатність Особливо це проявляється під час переробленя композиційних матеріалів, коли необхідно ретельно перемішати компоненти суміші Найбільш близьким до пропонованої' корисної моделі є черв'як екструдера для перероблення полімерних матеріалів, що містить вал з послідовно розташованими хвостовиком, зонами живлення, стискання й дозування, а також наконечником, при цьому вал на ділянках зон живлення, стискання й дозування споряджений гвинтовою нарізкою, а на гребені нарізки зони дозування виконані поперечні пази постійної глибини [патент СРСР №1807941, МПК5 В 29 С 47/76, опубл. 07.04.1993]. Виконання на гребені нарізки зони зазначених пазів, порівняно з аналогом, що розглянуто, інтенсифікує процес змішування компонентів перероблюваного матеріалу в зоні дозування черв'яка. Проте наявність постійної" глибини пазів призводить до утворення досить суттєвого зворотного потоку (потоку витоку) крізь зазор "гребінь нарізки - корпус (гільза корпуса) екструдера", що знижує продуктивність машини в цілому В основу корисної моделі покладено задачу вдосконалити черв'як екструдера для перероблення полімерних матеріалів, в якому нове конструктивне виконання гребенів його нарізки зменшило би зворотний потік перероблюваного матеріалу крізь зазор "гребінь нарізки - корпус екструдера" при збереженні високого змішувального ефекту черв'яка Поставлена задача вирішується тим, що в черв'яку екструдера для перероблення полімерних матеріалів, що містить вал з послідовно розташованими хвостовиком, зонами живлення, со 1737 стискання и дозування, а також наконечником, при цьому вал на ділянках зон живлення, стискання й дозування споряджений гвинтовою нарізкою, а на гребені нарізки зони дозування виконані розташовані поперечно йому пази, згідно з пропонованою корисною моделлю новим є те, що пази скошені в бік хвостовика вала. У найприйнятнішому варіанті виконання черв'яка вихід пазів з боку наконечника вала виконаний на зовнішній поверхні гребеня нарізки. Виконання пазів скошеними до хвостовика черв'яка утворює в зазорі "гребінь нарізки - корпус екструдера" сукупність каналів, глибина яких збільшується в напрямку хвостовика вала черв'яка, тобто утворює сукупність конфузорів, які є гідравлічним опором потоку перероблюваного матеріалу, що зменшує потік витоку крізь зазначений зазор, а отже підвищує продуктивність екструдера. Виконання виходу зазначених пазів з боку наконечника вала на зовнішній поверхні гребеня нарізки зводить потік витоку до мінімума, оскільки передня поверхня (заплечик) гребеня нарізки, залишаючись круглою, ефективно "проштовхує" розплав матеріалу в напрямку наконечника вала черв'яка Наявність під час роботи машини в пазах гребеня черв'яка перероблюваного матеріалу сприяє підвищенню надійності екструдера через зменшення зношення пари "черв'як - корпус екструдера", що також в кінцевому підсумку зменшує потік витоку. Суть корисної моделі пояснюється кресленнями, на яких зображено на фіг. 1 загальний вигляд черв'яка, фіг.2 - поперечний розріз гребеня нарізки зони дозування черв'яка, на фіг 3 - поперечний переріз гребеня нарізки, приклад ви конання виходу пазів з боку наконечника вала на зовнішній поверхні гребеня нарізки Черв'як екструдера містить вал 1 з послідовно розташованими хвостовиком 2, зонами живлення З, стискання 4 і дозування 5, а також наконечником 6. При цьому вал 1 на зазначених ділянках 3-5 споряджений гвинтовою нарізкою 7, а на гребені 8 нарізки 7 зони дозування 5 виконані розташовані поперечно йому пази 9, які скошені в бік хвостовика 2 вала 1 (фіг 1) Вихід 10 пазів 9 з боку наконечника 6 вала 1 може бути виконаний на зовнішній поверхні 11 гребеня 8 нарізки 7 (фіг.2). Черв'як працює таким чином Перероблюваний термопластичний матеріал просувається нарізкою 7 від зони живлення З через зону стискання 4 до зони дозування 5, поступово нагріваючись та ущільнюючись. У зоні дозування 5 розплавлений матеріал під впливом опору формувальної головки (не показана) частково намагається перетікти через гребінь 8 нарізки 7, але, потрапляючи при цьому в пази 9, він поступово гальмується Наявність матеріалу в пазах 9 при цьому зменшує тертя черв'яка об корпус 12 екструдера, що не тільки підвищує надійність машини в цілому, але й також сприяє зменшенню потоку витоку перероблюваного матеріалу крізь зазор 13 "черв'як - корпус екструдера" Пропонована корисна модель, нескладна у виготовленні та експлуатації, значно покращить умови роботи черв'ячних екструдерів. і 7 2 в Фіг.1 \Z 8 /З 8 7 8 7 в ат Фіг.2 Фіг.З Підписано до друку 05.05.2003 р Тираж 39 прим. ТОВ "Міжнародний науковий комггет" вул. Артема, 77, м Київ, 04050, Україна (044)236-47-24 з s
ДивитисяДодаткова інформація
Автори англійськоюMikulionok Ihor Olehovych, Novik Valerii Oleksandrovych, Radchenko Leonid Borysovych, Sivetskyi Volodymyr Ivanovych
Автори російськоюМикуленок Игорь Олегович, Новик Валерий Александрович, Радченко Леонід Борисович, Сивецкий Владимир Иванович
МПК / Мітки
МПК: B29C 47/60
Мітки: полімерних, екструдера, перероблення, матеріалів, черв'як
Код посилання
<a href="https://ua.patents.su/2-1737-chervyak-ekstrudera-dlya-pereroblennya-polimernikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Черв’як екструдера для перероблення полімерних матеріалів</a>
Екструдер для перероблення термопластичних матеріалів
Номер патенту: 1429
Опубліковано: 15.10.2002
Автор: Мікульонок Ігор Олегович
МПК: B29C 47/00
Мітки: екструдер, матеріалів, перероблення, термопластичних
Формула / Реферат:
1. Екструдер для перероблення термопластичних матеріалів, що містить корпус з розташованим в його порожнині з можливістю обертання щонайменше одним черв'яком, оснащений ущільнювальним елементом, що розділяє порожнину корпуса на дві частини, сполучені одна з одною за допомогою масопроводу з вхідним і вихідним каналами, а також виконаний у корпусі між зазначеними каналами дегазаційний отвір, який відрізняється тим, що масопровід виконано у...
Екструдер для перероблення термопластичних матеріалів
Номер патенту: 1241
Опубліковано: 15.05.2002
Автори: Лукач Юрій Юхимович, Сезонов Максим Вікторович, Біденко Василь Дмитрович, Мікульонок Ігор Олегович, Бондаренко Володимир Миколайович
МПК: B29C 47/58, B29C 47/76
Мітки: перероблення, матеріалів, екструдер, термопластичних
Формула / Реферат:
1. Екструдер для перероблення термопластичних матеріалів, що містить корпус з розташованим в його порожнині з можливістю обертання щонайменше одним черв'яком з ущільнювальним елементом, що розділяє порожнину корпуса на дві частини, сполучені одна з одною за допомогою масопроводу з вхідним і вихідним каналами, а також виконаний у корпусі між зазначеними каналами дегазаційний отвір, який відрізняється тим, що корпус по довжині виконано...
Вальці для перероблення термопластичних матеріалів
Номер патенту: 1194
Опубліковано: 15.04.2002
Автор: Мікульонок Ігор Олегович
МПК: B29B 7/56
Мітки: термопластичних, матеріалів, вальці, перероблення
Формула / Реферат:
1. Вальці для перероблення термопластичних матеріалів, що містять фундаментну плиту, дві станини, а також два валки з приводом їх обертання, робочі поверхні яких мають циліндричні ділянки й ділянки у формі зрізаних конусів, причому основи сусідніх ділянок кожного валка виконані однакового діаметра, які відрізняються тим, що ділянки робочих поверхонь кожного валка виконані на знімних кільцевих секторах, закріплених на циліндричній поверхні...
Черв’ячний прес для перероблення термопластичних матеріалів
Номер патенту: 40481
Опубліковано: 16.07.2001
Автори: Біденко Василь Дмитрович, Бородін Ігорь Владіміровіч, Суханов Владімір Пєтровіч, Мікульонок Ігор Олегович, Сезонов Максим Вікторович
МПК: B29C 47/76
Мітки: перероблення, прес, термопластичних, черв'ячний, матеріалів
Формула / Реферат:
Черв'ячний прес для перероблення термопластичних матеріалів, що містить корпус з порожниною, в якій з можливістю обертання розташовано щонайменше один черв'як, і сполученим з нею радіальним наскрізним дегазаційним отвором, в якому розташовано вставку з каналом для відведення газоподібних речовин, виконаним з боку порожнини корпуса, який відрізняється тим, що поверхню вставки з боку кожного черв'яка виконано жолобоподібною з радіусом, що...
Черв’як екструдера

Номер патенту: 5074
Опубліковано: 28.12.1994
Автори: Державіна Галина Григорівна, Дитинчук Сергій Анатолійович, Бармашин Євгеній Петрович, Коношевич Тамара Іванівна, Войтушенко Петро Олександрович
МПК: B29C 47/60
Мітки: черв'як, екструдера
Формула / Реферат:
1. Червяк экструдера, содержащий расположенный между витками червяка смесительный элемент, выполненный с пазами, открытыми со стороны входа и выхода по направлению движения материала, разделенными между собой основными перегородками, отличающийся тем, что, с целью улучшения качества смешения и повышения производительности экструдера, смесительный элемент выполнен с промежуточными пазами, разделенными между собой перегородками, образующими...
Попередній патент: Апарат фонтануючого шару для проведення тепломасообмінних процесів
Наступний патент: Елемент насадки масообмінного апарата
Випадковий патент: Спосіб промивання черевної порожнини