Лінія для фарбування листового рельєфного матеріалу
Номер патенту: 12258
Опубліковано: 16.01.2006
Автори: Горпинко Олександр Федорович, Круць Микола Федорович, Заяць Богдан Йосипович
Формула / Реферат
Лінія для фарбування листового рельєфного матеріалу, яка зв’язана транспортним шляхом, зібрана із окремого функціонального устаткування та містить послідовно змонтоване устаткування підготовки поверхні матеріалу, устаткування попереднього сушіння, фарбувальне устаткування, устаткування сушіння після фарбування і механізм відвантаження матеріалу і джерело теплоти, яка відрізняється тим, що транспортний шлях виконаний із роликових і ланцюгових транспортерів у вигляді одного неперервного конвеєра, а функціональне устаткування розміщене безпосередньо на естакаді, причому транспортери змонтовані у спрямовуючій послідовності, роликовий транспортер проти ланцюгового транспортера, а ланцюговий транспортер проти роликового транспортера, відповідно, устаткування підготовки поверхні змонтоване у вигляді відкритої ділянки очистки поверхні, оснащеної механізмом очистки з аспіраційною системою, устаткування попереднього сушіння змонтоване у вигляді камери нагрівання, фарбувальне устаткування змонтоване у вигляді двох відкритих ділянок, кожна із яких оснащена пристроями нанесення і втирання фарби та напірною і збірною ємностями, устаткування сушіння після фарбування змонтоване у вигляді двох камер сушіння, механізм відвантаження змонтований у вигляді укладача, крім того лінія додатково оснащена камерою охолодження, змонтованою перед укладачем, а камери нагрівання і сушіння, кожна зокрема, оснащені автономним джерелом теплоти у вигляді ТЕНів та системою рециркуляції нагрітого повітря.
Текст
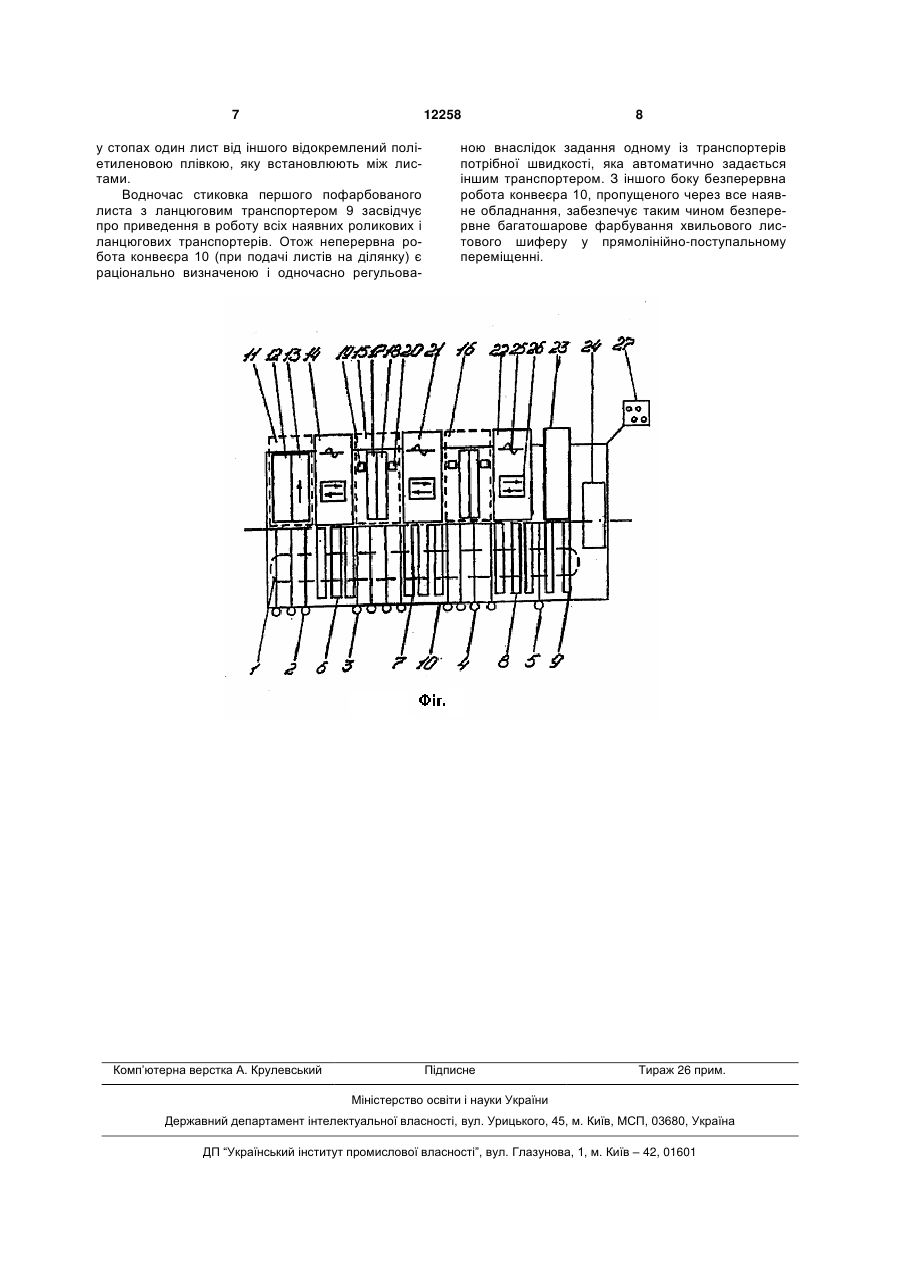
Лінія для фарбування листового рельєфного матеріалу, яка зв’язана транспортним шляхом, зібрана із окремого функціонального устаткування та містить послідовно змонтоване устаткування підготовки поверхні матеріалу, устаткування попереднього сушіння, фарбувальне устаткування, устаткування сушіння після фарбування і механізм відвантаження матеріалу і джерело теплоти, яка відрізняється тим, що транспортний шлях виконаний із роликових і ланцюгових транспортерів у вигляді одного неперервного конвеєра, а функціональне устаткування розміщене безпосередньо на естакаді, причому транспортери змонтовані у 3 1991 р.]. Проте ця лінія призначена також для одношарового нанесення лакофарбових матеріалів. Крім того недоліком транспортного шляху є робота конвеєрів у двох режимах безперервної і періодичної дії та складність їх конструктивного виконання, одночасно наявність обладнання, виконаного у вигляді окремого агрегату та того чи іншого устаткування, є громіздким. Найбільш близькою за техніко-технологічною суттю до корисної моделі, що заявляється є лінія фарбування листового матеріалу, яка пов'язана транспортним шляхом та зібрана по ньому із окремого функціонального устаткування, у послідовності устаткування підготовки поверхні матеріалу, устаткування попереднього сушіння, фарбувального устаткування, устаткування сушіння після фарбування і механізму відвантаження матеріалу і джерела теплоти. Транспортний шлях виконаний у вигляді двох конвеєрів, оснащених спеціальними підвісками, за допомогою яких забезпечено переміщення у вертикальному положенні листового матеріалу одночасно із конвеєрами, що переміщаються в протилежному напрямку, устаткування підготовки поверхні матеріалу виконане у вигляді агрегату скомплектованого із великої кількості механізму і засобів, фарбуюче устаткування у вигляді двох камер, а устаткування сушіння виконане у вигляді трьох сушарок із джерелом теплоти, подається із додаткового устаткування у вигляді гарячого повітря, крім того лінія оснащена транспортними балками та механізмом завантаження [Авторське свідоцтво СРСР №1703191, Кл. В05С 13/02, публ. 1992 р.]. Зазначена лінія призначена для багатошарового фарбування, проте її недоцільно використовувати для рельєфного матеріалу, а саме хвильового листового шиферу, через необхідність переміщення матеріалу по даній лінії у вертикальному положенні, що зумовлює додаткові затрати, пов'язані із складністю виготовлення механізмів і вузлів переміщення. Крім того лінія через громіздкість устаткування, наприклад, агрегату підготовки поверхні, займає значну кількість виробничої площі. А також великим конструктивним недоліком для даної лінії є сушильне устаткування з джерелом тепла, що подається від іншого (стороннього) устаткування у вигляді гарячого повітря. В основу корисної моделі поставлене завдання створення нової удосконаленої лінії для багатошарового фарбування хвилястих листів шляхом підбору основи і необхідного оснащення та за рахунок відповідного розташування, що дозволить поєднати лінію в одне ціле конструктивне з'єднання, забезпечити розширення технологічних можливостей лінії для фарбування і одночасно скоротити металомісткість обладнання. Поставлене завдання вирішується тим, що у лінії для фарбування листового рельєфного матеріалу, яка зв'язана транспортним шляхом, зібрана із окремого функціонального устаткування та містить послідовно устаткування підготовки поверхні матеріалу, устаткування попереднього сушіння, фарбувальне устаткування, устаткування сушіння після фарбування і механізму відвантаження ма 12258 4 теріалу і джерело теплоти, згідно з корисною моделлю транспортний шлях виконаний із роликових і ланцюгових транспортерів у вигляді одного неперервного конвеєра, а також функціональне устаткування розміщені безпосередньо на естакаді, причому транспортери змонтовані у спрямовуючій послідовності, роликовий транспортер проти ланцюгового транспортера, а ланцюговий транспортер проти роликового транспортера, відповідно, устаткування підготовки поверхні змонтоване у вигляді відкритої ділянки очистки поверхні, оснащеної механізмом очистки з аспіраційною системою, устаткування попереднього сушіння змонтоване у вигляді камери нагріву, фарбувальне устаткування змонтоване у вигляді двох відкритих ділянок, кожна із яких оснащена пристроями нанесення і втирання фарби та напірною і збірною ємностями, устаткування сушіння після фарбування змонтоване у вигляді двох камер сушіння, механізм відвантаження змонтований у вигляді укладача, крім того, лінія додатково оснащена камерою охолодження, змонтованою перед укладачем, і камери нагріву і сушіння, причому кожна зокрема, оснащені автономним джерелом теплоти у вигляді ТЕНів та системою рециркуляції нагрітого повітря. За рахунок безпосереднього влаштування на естакаді роликових і ланцюгових транспортерів у вигляді одного неперервного конвеєра і функціонального устаткування у прямолінійному напрямку стало можливим поєднання лінії у одне ціле конструктивне з'єднання з єдиним прямолінійним шляхом, тобто, внаслідок змотування всього наявного обладнання на естакаді, створено лінію для фарбування у вигляді одного агрегату. В результаті такого конструктивного поєднання забезпечено скорочення металомісткості обладнання і одночасно з врахуванням фактору розміщення устаткування розширено технологічні можливості лінії. Одночасно розширення технологічних можливостей лінії стало можливим за рахунок підбору та виконання відповідних вузлів та механізмів для окремої конкретної необхідної операції, яка належить до процесу фарбування. Зокрема виконання прямолінійного конвеєра із ланцюгових та роликових транспортерів у спрямовуючій послідовності роликовий транспортер проти ланцюгового транспортера, а ланцюговий транспортер проти роликового транспортера і так далі, що дає можливість розподілити конвеєр на окремі ділянки у відповідності до змонтованого устаткування, де кожна із ділянок наділена автономною регульованою швидкістю для переміщення листового матеріалу і одночасно має робочу об'єднуючу швидкість. При цьому пропущення (проходження) відповідного транспортера на конкретній ділянці через відповідне устаткування, наприклад, проходження роликового транспортера через устаткування підготовки поверхні матеріалу, а ланцюгового транспортера через устаткування сушіння, яке зумовлене саме температурним режимом роботи даної ділянки, значно підвищує надійність роботи лінії. Крім того саме тому, що технологічні можливості лінії є контрольовані внаслідок змонтування устаткування підготовки поверхні і фарбувального 5 устаткування у вигляді відкритих ділянок, тобто контроль на даних ділянках є ще й візуальним; - змотування устаткування попереднього сушіння і сушіння після фарбування у вигляді камер, кожна із яких має автономне джерело теплоти від ТЕНів та системи рециркуляції нагрітого повітря, котрі забезпечують незалежний температурний зонний вплив на матеріал, що нагрівається, в режимі використання опромінення і одночасно робочим агентом, причому таке використання теплоти є значно ефективним у порівнянні з існуючим устаткуванням сушіння; - додаткове оснащення лінії камерою охолодження, і що механізм відвантаження у вигляді укладчика, це дає можливість зразу пофарбований листовий матеріал укладати у стопи. Отож внаслідок такого комплексного підходу та запропонованих причинно-наслідкових зв'язків, котрі були визначені за послідовністю проведення операцій, виконана задача корисної моделі, створено нову вдосконалену лінію для багатошарового фарбування хвилястих листів, яка дозволяє забезпечити розширення технологічних можливостей лінії для фарбування і одночасно скоротити металомісткість обладнання. На кресленні схематично зображена лінія для фарбування листового рельєфного матеріалу. Лінія для фарбування виконана у вигляді одного конвеєра 1 із роликових транспортерів 2,3,4 і 5 відповідно і ланцюгових транспортерів 6, 7, 8 і 9 відповідно, котрі влаштовані безпосередньо на естакаді 10 і на якій за технологічним процесом змонтовані: - устаткування підготовки поверхні у вигляді відкритої ділянки 11, оснащеної механізмом очистки 12 з аспіраційною системою 13; - устаткування попереднього сушіння у вигляді камери нагріву 14; - фарбувальне устаткування у вигляді двох відкритих ділянок 15 і 16 відповідно, кожна з яких оснащена пристроями нанесення і втирання фарби 17 і 18 відповідно, та напірною і збірною ємкостями 19 і 20 відповідно; - устаткування сушіння після фарбування у вигляді двох камер сушіння 21 і 22 відповідно; - камера охолодження 23; - механізм відвантаження у вигляді укладчика 24. Камери нагріву і сушіння, кожна зокрема, оснащені автономним джерелом теплоти у вигляді ТЕНів 25 та системою рециркуляції нагрітого повітря 26. Крім того для регулювання автоматичним процесом фарбування листового рельєфного матеріалу, лінія оснащена пультом регулювання 27, який взаємодіє із наявним устаткуванням, а роликові і ланцюгові транспортери оснащені автономними приводами (не показано). Лінія для фарбування листового рельєфного матеріалу працює таким чином. Попередньо для забезпечення безперервної роботи запропонованої лінії, листи рельєфного матеріалу, а саме хвилясті листи, котрі були піддані ґрунтовці згідно вимог фарбування фіброцементних виробів, за допомогою, наприклад, транс 12258 6 портера завантаження подаються у стопах на лінію фарбування, зокрема до відкритої ділянки 11. Згодом за допомогою пульта регулювання 27, ділянка 11 приводиться в роботу. Тоді вручну, почергово один за іншим листи подаються на роликовий транспортер 2, котрий переміщуючи листи у горизонтальному положенні, подає їх під механізм очистки 12 для очистки листів від порохів і висолів вапна, при цьому пил очистки відсмоктується аспіраційною системою 13. Далі при стиковці першого очищеного листа ланцюговим транспортером 6 автоматично приводиться в роботу камера нагріву 14. Одночасно за допомогою ТЕНів 25 та системи рециркуляції нагрітого повітря 26 в камері 14 задається потрібний температурний режим, із врахуванням того, щоб за час переміщення листів ланцюговим транспортером 6 по камері нагріву 14, на виході з останньої, вони будуть нагріті до заданої температури, наприклад до температури 40°С. Після виходу із камери нагріву 14 першого нагрітого листа та при стиковці його з роликовим транспортером 3 автоматично приводиться в роботу відкрита ділянка 15 (перше фарбувальне устаткування). При проходженні листів через пристрій нанесення фарби 17 фарба шляхом розпилення наноситься на поверхню листа і потім, зразу ж за допомогою пристрою втирання фарби 18 втирається (розтирається) по поверхні листа, внаслідок чого забезпечується якісне шарове нанесення покриття на поверхню листа. При цьому безперервна подача фарби до пристрою нанесення фарби 17 забезпечується напорною ємністю 19, а надлишкова фарба, яка знімається з поверхні листа, подається (поступає) до збірної ємності 20, наприклад, виконаної у вигляді ванни. Далі при стиковці першого пофарбованого листа із ланцюговим транспортером 7, автоматично приводиться в роботу камера сушіння 21, де аналогічно як у камері нагріву 14, але при іншому заданому температурному режимі, здійснюють сушіння пофарбованих листів, і таким же чином після виходу із камери сушіння 21 першого висушеного пофарбованого листа, але при стиковці його вже з роликовим транспортером 4, автоматично приводиться в роботу відкрита ділянка 16 (друге фарбувальне устаткування). Операція по нанесенню другого фарбувального шару проходить аналогічно як і на ділянці 15, через використання тотожних пристроїв нанесення і втирання фарби 17 і 18 та напірної і збірної ємностей 19 і 20. Після нанесення другого шару на листи та стиковки першого фарбованого листа з ланцюговим транспортером 8, приводиться в роботу камера сушіння 22. Операція сушіння в камері 22 проходить таким же чином, як і в камері сушіння 21 та камері нагріву 14, але в потрібному визначеному температурному режимі. Далі із камери 22 висушені листи через роликовий транспортер 8 подаються до камери охолодження 23, котра приводиться в роботу внаслідок стиковки першого пофарбованого висушеного листа з ланцюговим транспортером 9. Операція охолодження листів дає можливість безпосередньо за допомогою укладчика 24 відвантажувати листи, котрі виходять із камери охолодження 23, та укладати їх у стопи, а для захисту пофарбованої поверхні листів 7 12258 у стопах один лист від іншого відокремлений поліетиленовою плівкою, яку встановлюють між листами. Водночас стиковка першого пофарбованого листа з ланцюговим транспортером 9 засвідчує про приведення в роботу всіх наявних роликових і ланцюгових транспортерів. Отож неперервна робота конвеєра 10 (при подачі листів на ділянку) є раціонально визначеною і одночасно регульова Комп’ютерна верстка А. Крулевський 8 ною внаслідок задання одному із транспортерів потрібної швидкості, яка автоматично задається іншим транспортером. З іншого боку безперервна робота конвеєра 10, пропущеного через все наявне обладнання, забезпечує таким чином безперервне багатошарове фарбування хвильового листового шиферу у прямолінійно-поступальному переміщенні. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюLine for painting for sheet relief material
Автори англійськоюKruts Mykola Fedorovych, Zaiats Bohdan Yosypovych, Horpynko Oleksandr Fedorovych
Назва патенту російськоюЛиния для покраски листового рельефного материала
Автори російськоюКруц Николай Федорович, Заяц Богдан Иосифович, Горпинко Александр Федорович
МПК / Мітки
МПК: B05C 13/02
Мітки: матеріалу, фарбування, листового, рельєфного, лінія
Код посилання
<a href="https://ua.patents.su/4-12258-liniya-dlya-farbuvannya-listovogo-relehfnogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Лінія для фарбування листового рельєфного матеріалу</a>
Лінія для фарбування листового рельєфного матеріалу
Номер патенту: 53407
Опубліковано: 15.01.2003
Автори: Заяць Богдан Йосипович, Гричко Ярослав Юркович, Круць Микола Федорович, Горпинко Олександр Федорович, Вакула Ярослав Олексійович
МПК: B05C 13/02
Мітки: матеріалу, листового, рельєфного, лінія, фарбування
Формула / Реферат:
Лінія для фарбування листового рельєфного матеріалу, яка зв’язана транспортним шляхом та зібрана із окремого функціонуючого устаткування, у послідовності устаткування підготовки поверхні матеріалу, устаткування попереднього сушіння, фарбувальне устаткування, устаткування сушіння після фарбування і механізму відвантаження матеріалу, і джерело теплоти, яка відрізняється тим, що транспортний шлях, який виконаний із роликових і ланцюгових...
Пристрій для відокремлення листового матеріалу зі стопи
Номер патенту: 64217
Опубліковано: 16.02.2004
Автори: Поповіченко Сергій Анатолійович, Янкін Леонід Миколайович
МПК: B65H 3/00
Мітки: відокремлення, пристрій, стопи, матеріалу, листового
Формула / Реферат:
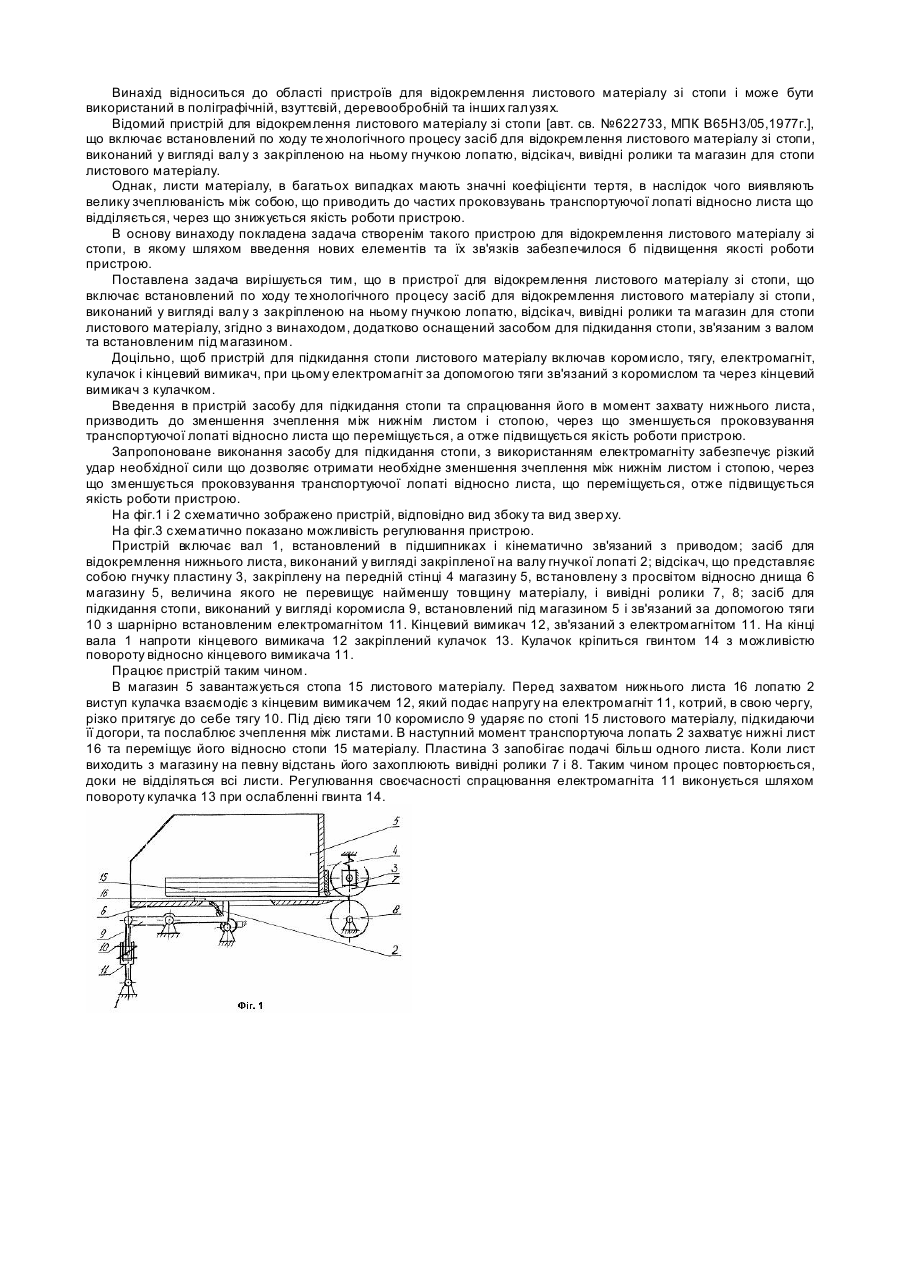
1. Пристрій для відокремлення листового матеріалу зі стопи, що включає встановлений по ходу технологічного процесу засіб для відокремлення листового матеріалу зі стопи, виконаний у вигляді вала з закріпленою на ньому гнучкою лопаттю, відсікач, вивідні ролики та магазин для стопи листового матеріалу, який відрізняється тим, що додатково оснащений засобом для підкидання стопи, зв'язаним з валом та встановленим під магазином для стопи листового...
Спосіб та пристрій для стерилізації листового пакувального матеріалу
Номер патенту: 64767
Опубліковано: 15.03.2004
Автор: Моруцці Гвідо
МПК: B65B 55/04, A61L 2/20, A61L 2/18, A61L 2/10
Мітки: пристрій, стерилізації, листового, спосіб, пакувального, матеріалу
Формула / Реферат:
1. Спосіб стерилізації листового пакувального матеріалу, що включає операції нанесення пероксиду водню на листовий пакувальний матеріал і опромінювання листового пакувального матеріалу випромінюванням, що має принаймні одну ультрафіолетову складову з довжиною хвилі від 200 нм до 320 нм, який відрізняється тим, що включає проміжну операцію видалення пероксиду водню з поверхні листового пакувального матеріалу, після чого залишається залишкова...
Спосіб виготовлення шаруватого листового матеріалу

Номер патенту: 90
Опубліковано: 30.04.1993
Автори: Порошин Григорій Васильович, Півень Євген Григорович, Кокурін Олександр Миколайович
МПК: B32B 37/00, B29C 69/00
Мітки: спосіб, листового, шаруватого, виготовлення, матеріалу
Формула / Реферат:
Способ изготовления слоистого листового материала, при котором в металлическом листе выполняют параллельные симметрично чередующиеся прорези, вытягивают металлический лист в направлении, перпендикулярном расположению прорезей, затем соединяют одну его сторону с плоским эластичным листом и формуют слоистую листовую заготовку, отличающийся тем, что используют дополнительный плоский эластичный лист, который при соединении слоев накладывают на...
Спосіб одержання листового армованого композиційного матеріалу
Номер патенту: 13280
Опубліковано: 28.02.1997
Автори: Парадня Павло Вікторович, Карпенко Олег Олександрович, Коковіхін Юрій Іванович, Коваленко Сергій Григорович, Пінашина Валентина Олександрівна
МПК: B23K 20/04
Мітки: одержання, спосіб, армованого, композиційного, листового, матеріалу
Формула / Реферат:
(57) Способ получения листового армированного композиционного материала, включающий сборку пакета из листа армирующего материала и размещенных с двух его сторон листов обкладок с предварительно подготовленными поверхностями и его прокатку, отличающийся тем, что в качестве листов обкладок используют материал, предел прочности которого составляет 0,05...0,5 предела прочности армирующего материала, толщиной 1...3 толщины листа армирующего...
Попередній патент: Спосіб дегідратації розчину гідроксиду лужного металу, що містить хлорат
Наступний патент: Устаткування для сушіння і просочування рулонного матеріалу
Випадковий патент: Пристрій демодуляції детермінованих сигналів