Лінія для фарбування листового рельєфного матеріалу
Номер патенту: 53407
Опубліковано: 15.01.2003
Автори: Вакула Ярослав Олексійович, Круць Микола Федорович, Гричко Ярослав Юркович, Заяць Богдан Йосипович, Горпинко Олександр Федорович
Формула / Реферат
Лінія для фарбування листового рельєфного матеріалу, яка зв’язана транспортним шляхом та зібрана із окремого функціонуючого устаткування, у послідовності устаткування підготовки поверхні матеріалу, устаткування попереднього сушіння, фарбувальне устаткування, устаткування сушіння після фарбування і механізму відвантаження матеріалу, і джерело теплоти, яка відрізняється тим, що транспортний шлях, який виконаний із роликових і ланцюгових транспортерів у вигляді одного неперервного конвеєра, і функціонуюче устаткування влаштовані безпосередньо на естакаді, причому транспортери змонтовані у спрямовуючій послідовності роликовий транспортер проти ланцюгового транспортера і ланцюговий транспортер проти роликового транспортера, відповідно, устаткування підготовки поверхні змонтоване у вигляді відкритої ділянки очистки поверхні, оснащеної механізмом очистки з аспіраційною системою, устаткування попереднього сушіння змонтоване у вигляді камери нагріву, фарбувальне устаткування змонтоване у вигляді двох відкритих ділянок, кожна із яких оснащена пристроями нанесення і втирання фарби та напірною і збірною ємностями, устаткування сушіння після фарбування змонтоване у вигляді двох камер сушіння і механізм відвантаження змонтований у вигляді укладача, крім того, лінія додатково оснащена камерою охолодження, змонтованою перед укладачем, і камери нагріву і сушіння, кожна зокрема, оснащені автономним джерелом теплоти у вигляді ТЕНів та системою рециркуляції нагрітого повітря.
Текст
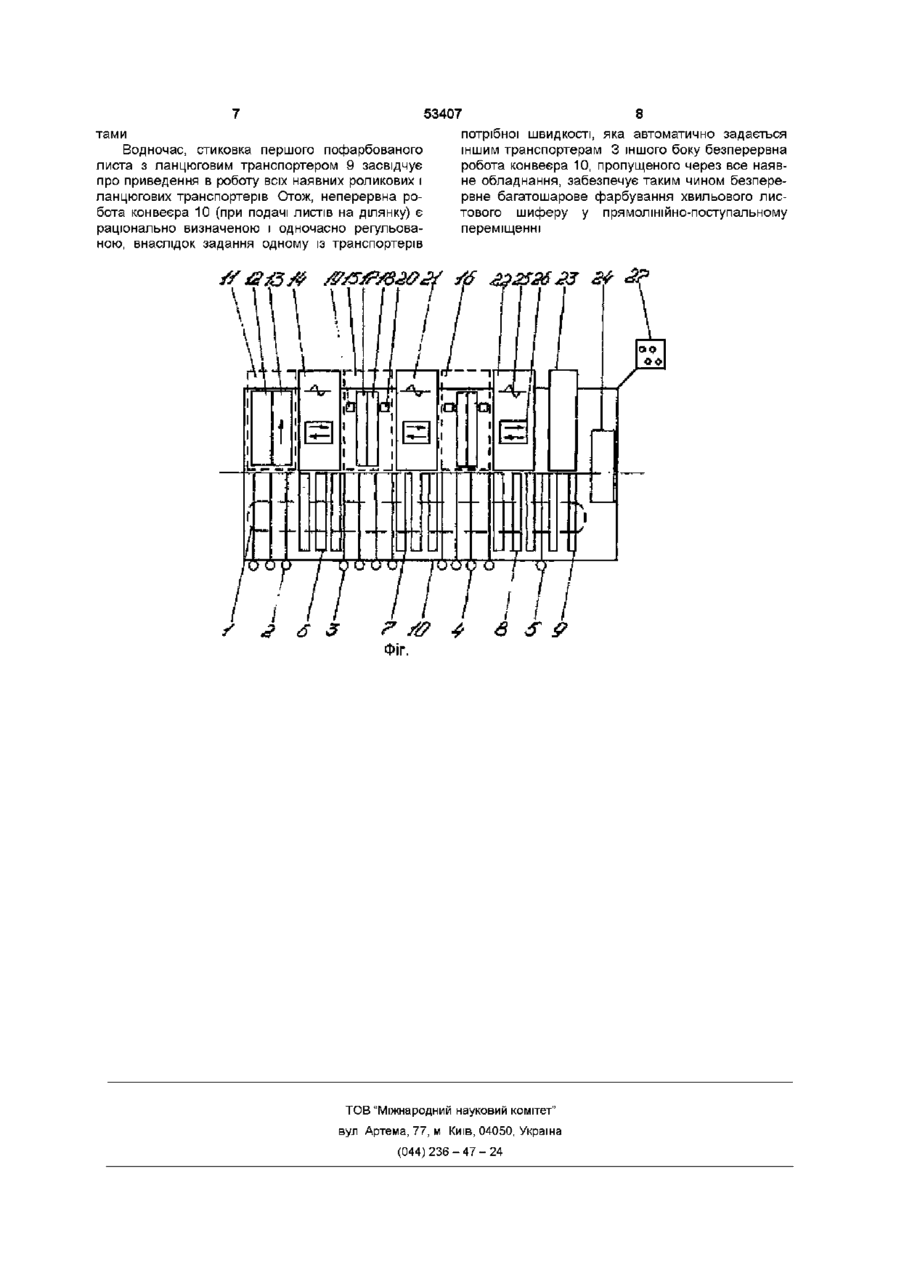
ЛІНІЯ ДЛЯ фарбування листового рельєфного матеріалу, яка зв'язана транспортним шляхом та зібрана із окремого функціонуючого устаткування, у ПОСЛІДОВНОСТІ устаткування підготовки поверхні матеріалу, устаткування попереднього сушіння, фарбувальне устаткування, устаткування сушіння після фарбування і механізму відвантаження матеріалу, і джерело теплоти, яка відрізняється тим, що транспортний шлях, який виконаний із роликових і ланцюгових транспортерів у вигляді одного неперервного конвеєра, і функціонуюче устаткування влаштовані безпосередньо на еста Винахід відноситься до обладнання , призначеного для багатошарового нанесення покриття на листовий рельєфний матеріал, зокрема на хвилясті листи Відома потокова ЛІНІЯ ДЛЯ фарбування крупно габаритних виробів, у вигляді замкненого контуру, який виконаний із паралельних транспортних шляхів та поперечних транспортних шляхів, котрі оснащені приводними тяговими органами, призначеними для переміщення технологічних ВІЗКІВ і які розташовані в технологічному порядку стосовно ділянки завантаження і підготовки поверхні виробу, камери фарбування, камери сушіння і камери охолодження При цьому у місцях перетину (пересічення) шляхів з можливістю подання одночасного зворотно-поступального переміщення візком транспортні шляхи, які встановлені на кругу, виконані похилими до середини [Поточная линия для окраски крупногабаритных изделий, ав ев СССР №1607975, В05С 13/00, Бюл №43,1990г] Проте відому потокову ЛІНІЮ, у якій передба каді, причому транспортери змонтовані у спрямовуючій ПОСЛІДОВНОСТІ роликовий транспортер проти ланцюгового транспортера і ланцюговий транспортер проти роликового транспортера, ВІДПОВІДНО, устаткування підготовки поверхні змонтоване у вигляді відкритої ділянки очистки поверхні, оснащеної механізмом очистки з аспіраційною системою, устаткування попереднього сушіння змонтоване у вигляді камери нагріву, фарбувальне устаткування змонтоване у вигляді двох відкритих ділянок, кожна із яких оснащена пристроями нанесення і втирання фарби та напірною і збірною ємностями, устаткування сушіння після фарбування змонтоване у вигляді двох камер сушіння і механізм відвантаження змонтований у вигляді укладача, крім того, ЛІНІЯ додатково оснащена камерою охолодження, змонтованою перед укладачем, і камери нагріву і сушіння, кожна зокрема, оснащені автономним джерелом теплоти у вигляді ТЕНів та системою рециркуляції нагрітого повітря чено тільки одношарове нанесення покриття на виріб, неможливо застосувати для фарбування хвилястих листів через те, що згідно технологічних вимог фарбування фіброцементних листових виробів необхідно проводити у два шари Крім того потокова ЛІНІЯ за конструктивним виконанням є громіздка та займає дещо значну КІЛЬКІСТЬ виробничої площі, через наявність чотирьох транспортних шляхів у вигляді прямокутника Також відома ЛІНІЯ для фарбування виробів, яка виконана у вигляді єдиного транспортного шляху, скомплектованого із конвеєра безперервної дії і конвеєра періодичної дії, котрі змонтовані із приводних ланцюгів з штовхачами та технологічних ВІЗКІВ З опорами, при цьому конвеєри пропущені почергово через агрегат підготовки поверхні виробу, устаткування сушіння від вологи, устаткування охолодження після сушіння, устаткування нанесення ґрунтовки і покривних лакофарбових матеріалів та устаткування сушіння після фарбування, і яка оснащена датчиками синхронізації [Линия для со Ю 53407 окрашивания изделий, ав ев СССР №1680361, В05С 13/02, Бюл №36, 1991 г ] Проте відому ЛІНІЮ для фарбування виробів, у якій теж передбачено одношарове нанесення лакофарбових матеріалів, неможливо застосувати для фарбування хвилястих листів через необхідність проводити фарбування у два шари Крім того недостатком транспортного шляху є робота конвеєрів у двох режимах безперервної і періодичної дії та складність їх конструктивного виконання, одночасно наявність обладнання, виконаного у вигляді окремого агрегату та того чи іншого устаткування, є громіздким Найбільш близькою за техніко-технолопчною суттю до винаходу, що заявляється, є ЛІНІЯ фарбування листового матеріалу, яка пов'язана транспортним шляхом та зібрана по ньому із окремого функціонуючого устаткування, у ПОСЛІДОВНОСТІ устаткування підготовки поверхні матеріалу, устаткування попереднього сушіння, фарбувального устаткування, устаткування сушіння після фарбування і механізму відвантаження матеріалу і джерела теплоти При цьому, транспортний шлях виконаний у вигляді двох конвеєрів, оснащених спеціальними підвісками, за допомогою яких забезпечено переміщення у вертикальному положенні листового матеріалу одночасно із конвеєрами, що переміщаються в протилежному напрямку, устаткування підготовки поверхні матеріалу виконане у вигляді агрегату скомплектованого із великої КІЛЬКОСТІ механізму і засобів, фарбуюче устаткування у вигляді двох камер, а устаткування сушіння виконане у вигляді трьох сушарок із джерелом теплоти, подається із додаткового устаткування у вигляді гарячого повітря, крім кого ЛІНІЯ оснащена транспортними балками та механізмом завантаження [Линия для окрашивания листового материала, ав ев СССР №1703191, В05С 13/02, Бюл №1, 1992г] Проте відому ЛІНІЮ для фарбування матеріалу, яка хоча і призначена для багатошарового фарбування, недоцільно використовувати для рельєфного матеріалу, а саме хвильового листового шиферу, через необхідність переміщення матеріалу по даній лінії у вертикальному положенні, що зумовлює додаткові затрати, пов'язані із складністю виготовлення механізмів і вузлів переміщення Крім того ЛІНІЯ через громіздкість устаткування, наприклад, агрегату підготовки поверхні, займає значну КІЛЬКІСТЬ виробничої площі, одночасно великим конструктивним недоліком для даної лінії є сушильне устаткування з джерелом теплоти, що подається від іншого (стороннього) устаткування у вигляді гарячого повітря В основу винаходу - ЛІНІЯ ДЛЯ фарбування листового рельєфного матеріалу - поставлена задача створення нової вдосконаленої ЛІНІЯ ДЛЯ багатошарового фарбування хвилястих листів шляхом підбору основи і необхідного оснащення та за рахунок ВІДПОВІДНОГО розташування, що дозволить поєднати ЛІНІЮ в одне ціле конструктивне з'єднання, забезпечити розширення технологічних можливостей лінії для фарбування і одночасно скоротити металомісткість обладнання Поставлена задача вирішується тим, що транспортний шлях, який виконаний із роликових і ланцюгових транспортерів у вигляді одного неперервного конвеєра і функціонуюче устаткування влаштовані безпосередньо на естакаді, причому транспортери змонтовані у спрямовуючій ПОСЛІДОВНОСТІ роликовий транспортер проти ланцюгового транспортера і ланцюговий транспортер проти роликового транспортера, ВІДПОВІДНО, устаткування підготовки поверхні змонтоване у вигляді відкритої ділянки очистки поверхні, оснащеної механізмом очистки з аспіраційною системою, устаткування попереднього сушіння змонтоване у вигляді камери нагріву, фарбувальне устаткування змонтоване у вигляді двох відкритих ділянок, кожна із яких оснащена пристроями нанесення і втирання фарби та напірною і збірною ємностями, устаткування сушіння після фарбування змонтоване у вигляді двох камер сушіння і механізм відвантаження змонтований у вигляді укладчика, крім того ЛІНІЯ додатково оснащена камерою охолодження, змонтованою перед укладчиком і камери нагріву і сушіння, оснащені кожна зокрема автономним джерелом теплоти у вигляді ТЕНів та системою рециркуляції нагрітого повітря За рахунок безпосереднього влаштування на естакаді роликових і ланцюгових транспортерів у вигляді одного неперервного конвеєра і функціонального устаткування у прямолінійному напрямку стало можливим поєднання лінії у одне ціле конструктивне з'єднання з єдиним прямолінійним шляхом, тобто, внаслідок змотування всього наявного обладнання на естакаді, створено ЛІНІЮ ДЛЯ фарбування у вигляді одного агрегату В результаті такого конструктивного поєднання забезпечено скорочення металомісткості обладнання і одночасно з врахуванням фактору розміщення устаткування розширено технологічні можливості лінії Одночасно, розширення технологічних можливостей лінії стало можливим за рахунок підбору та виконання ВІДПОВІДНИХ вузлів та механізмів для окремої конкретної необхідної операції, яка належить до процесу фарбування Зокрема, виконання прямолінійного конвеєра із ланцюгових та роликових транспортерів у спрямовуючій ПОСЛІДОВНОСТІ роликовий транспортер проти ланцюгового транспортера, а ланцюговий транспортер проти роликового транспортера і так далі, що дає можливість розподілити конвеєр на окремі ділянки у ВІДПОВІДНОСТІ до змонтованого устаткування, де кожна із ділянок наділена автономною регульованою швидкістю для переміщення листового матеріалу і одночасно має робочу об'єднуючу швидкість При цьому пропущення (проходження) ВІДПОВІДНОГО транспортера на конкретній ДІЛЯНЦІ через відповідне устаткування, наприклад, проходження роликового транспортера через устаткування підготовки поверхні матеріалу, а ланцюгового транспортера через устаткування сушіння, яке зумовлено саме температурним режимом роботи даної ділянки, значно підвищує надійність роботи ЛІНИ Крім того саме тому, що технологічні можливості лінії є контрольовані внаслідок змонтування устаткування підготовки поверхні і фарбувального устаткування у вигляді відкритих ділянок, тобто контроль на даних ділянках є ще й візуальним, - змонтування устаткування попереднього су 53407 шіння і сушіння після фарбування у вигляді камер, кожна із яких має автономне джерело теплоти від ТЕНів та системи рециркуляції нагрітого повітря, котрі забезпечують незалежний температурний зонний вплив на матеріал, що нагрівається, в режимі використання опромінення і одночасно робочим агентом, при цьому, таке використання теплоти є значно ефективним у порівнянні з існуючим устаткуванням сушіння, - додаткове оснащення лінії камерою охолодження, і що механізм відвантаження у вигляді укладчика, це дає можливість зразу пофарбований листовий матеріал укладати у стопи Отож, внаслідок такого комплексного підходу та запропонованих причинно-наслідкових зв'язків, котрі були визначені за ПОСЛІДОВНІСТЮ проведення операцій, виконана задача винаходу, створено нову вдосконалену ЛІНІЮ ДЛЯ багатошарового фарбування хвилястих листів, яка дозволяє забезпечити розширення технологічних можливостей лінії для фарбування і одночасно скоротити металомісткість обладнання Суть винаходу пояснюється кресленням На фіг - схематично зображена ЛІНІЯ ДЛЯ фарбування листового рельєфного матеріалу ЛІНІЯ ДЛЯ фарбування виконана у вигляді одного конвеєра 1 із роликових транспортерів 2, 3, 4 і 5, ВІДПОВІДНО, і ланцюгових транспортерів 6, 7, 8 і 9, ВІДПОВІДНО, котрі влаштовані безпосередньо на естакаді 10 і на якій за технологічним процесом змонтовані - устаткування підготовки поверхні у вигляді відкритої ділянки 11, оснащеної механізмом очистки 12 з аспіраційною системою 13, - устаткування попереднього сушіння у вигляді камери нагріву 14, - фарбувальне устаткування у вигляді двох відкритих ділянок 15 і 16, ВІДПОВІДНО, кожна із яких оснащена пристроями нанесення і втирання фарби 17 і 18, ВІДПОВІДНО, та напорною і збірною ємкостями 19 і 20, ВІДПОВІДНО, - устаткування сушіння після фарбування у вигляді двох камер сушіння 21 і 22, ВІДПОВІДНО, - камера охолодження 23, - механізм відвантаження у вигляду укладчика 24 При цьому, камери нагріву і сушіння, кожна зокрема, оснащені автономним джерелом теплоти у вигляді ТЕНів 25 та системою рециркуляції нагрітого повітря 26 Крім того, для регулювання автоматичним процесом фарбування листового рельєфного матеріалу, ЛІНІЯ оснащена пультом регулювання 27, який взаємодіє із наявним устаткуванням, а роликові і ланцюгові транспортери оснащені автономними приводами (на фіг не показано) ЛІНІЯ ДЛЯ фарбування листового рельєфного матеріалу працює таким чином Попередньо, для забезпечення безперервної роботи запропонованої лінії, листи рельєфного матеріалу, а саме хвилястих листів, котрі були піддані ґрунтовці згідно вимог фарбування фіброцементних виробів, за допомогою, наприклад, транспортера завантаження подаються у стопах на ЛІНІЮ фарбування, зокрема до відкритої ділянки 11 Згодом за допомогою пульта регулювання 27, - ділянка 11 приводиться в роботу Тоді вручну, почергово один за іншим, листи подаються на роликовий транспортер 2, котрий переміщаючи листи у горизонтальному положенні, подає їх під механізм очистки 12 для очистки листів від всяких порохів і висолів вапна, при цьому пил очистки відсмоктується аспіраційною системою 13 Далі при стиковці першого очищеного листа із ланцюговим транспортером 6, автоматично приводиться в роботу камера нагріву 14 Одночасно, за допомогою ТЕНів 25 та системи рециркуляції нагрітого повітря 26 в камері 14 задається потрібний температурний режим, із врахування того, щоб за час переміщення листів ланцюговим транспортером 6 по камері нагріву 14, на виході з останньої, вони будуть нагріті до заданої температури, наприклад до температури 40°С Після виходу із камери нагріву 14 першого нагрітого листа та при стиковці його з роликовим транспортером 3 автоматично приводиться в роботу відкрита ділянка 15 (перше фарбувальне устаткування) При проходженні листів через пристрій нанесення фарби 17 фарба шляхом розпилення наноситься на поверхню листа і потім, зразу же, за допомогою пристрою втирання фарби 18 втирається (розтирається) по поверхні листа, внаслідок чого забезпечується якісне шарове нанесення покриття на поверхню листа При цьому безперервна подача фарби до пристрою нанесення фарби 17 забезпечується напорною ємністю 19, а надлишкова фарба, яка знімається з поверхні листа, подається (поступає) до збірної ємності 20, наприклад, виконаної у вигляді ванни Далі при стиковці першого пофарбованого листа із ланцюговим транспортером 7, автоматично приводиться в роботу камера сушіння 21, де аналогічно як у камері нагріву 14, але при іншому заданому температурному режимі, здійснюють сушіння пофарбованих листів, і таким же чином після виходу із камери сушіння 21 першого висушеного пофарбованого листа, але при стиковці його вже з роликовим транспортером 4, автоматично приводиться в роботу відкрита ділянка 16 (друге фарбувальне устаткування) Операція по нанесенню другого фарбувального шару проходить аналогічно як і на ДІЛЯНЦІ 15, через використання тотожних пристроїв нанесення і втирання фарби 17 і 18 та напірної і збірної ємностей 19 і 20 Після нанесення другого шару на листи та стиковки першого фарбованого листа з ланцюговим транспортером 8, приводиться в роботу камера сушіння 22 Операція сушіння в камері 22 проходить таким же чином, як і в камері сушіння 21 та камері нагріву 14, але в потрібному визначеному температурному режимі Далі із камери 22 висушені листи через роликовий транспортер 8 подаються до камери охолодження 23, котра приводиться в роботу внаслідок стиковки першого пофарбованого висушеного листа з ланцюговим транспортером 9 Операція охолодження листів дає можливість, безпосередньо, за допомогою укладчика 24 відвантажувати листи, котрі виходять із камери охолодження 23, та укладати їх у стопи, а для захисту пофарбованої поверхні листів у стопах один лист від іншого відокремлений поліетиленовою плівкою, яку встановлюють між лис 53407 тами Водночас, стиковка першого пофарбованого листа з ланцюговим транспортером 9 засвідчує про приведення в роботу всіх наявних роликових і ланцюгових транспортерів Отож, неперервна робота конвеєра 10 (при подачі листів на ділянку) є раціонально визначеною і одночасно регульованою, внаслідок задания одному із транспортерів 8 потрібної швидкості, яка автоматично задається іншим транспортерам 3 іншого боку безперервна робота конвеєра 10, пропущеного через все наявне обладнання, забезпечує таким чином безперервне багатошарове фарбування хвильового листового шиферу у прямолінійно-поступальному переміщенні ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюLine for coloring of sheet relief material
Автори англійськоюKruts Mykola Fedorovych, Zaiats Bohdan Yosypovych, Vakula Yaroslav Oleksiiovych, Horpynko Oleksandr Fedorovych
Назва патенту російськоюЛиния для покраски листового рельефного материала
Автори російськоюКруц Николай Федорович, Заяц Богдан Иосифович, Вакула Ярослав Алексеевич, Горпинко Александр Федорович
МПК / Мітки
МПК: B05C 13/02
Мітки: фарбування, листового, рельєфного, матеріалу, лінія
Код посилання
<a href="https://ua.patents.su/4-53407-liniya-dlya-farbuvannya-listovogo-relehfnogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Лінія для фарбування листового рельєфного матеріалу</a>
Пристрій для маркування листового матеріалу
Номер патенту: 29285
Опубліковано: 16.10.2000
Автори: Литовченко Петро Григорович, Свентицька Людмила Павлівна, Конопляста Тамара Ігнатівна
МПК: B21C 51/00, B25H 7/00
Мітки: листового, пристрій, маркування, матеріалу
Формула / Реферат:
Пристрій для маркірування листового матеріалу, який має станину, систему валів, ємкість з фарбою, який відрізняється тим, що наносний і переносний вали встановлені на рамі з можливістю віддалення від маркіруючого валу, а маркіруючий вал встановлений з можливістю переміщення по вертикалі.
Пристрій для визначення механічних властивостей листового матеріалу
Номер патенту: 35279
Опубліковано: 15.03.2001
Автори: Тормахов Микола Миколайович, Волинець Вікторія Миколаївна, Румянцева Наталія Вікторівна, Неспрядько Валерій Петрович
Мітки: матеріалу, механічних, визначення, властивостей, листового, пристрій
Формула / Реферат:
Пристрій для визначення механічних властивостей листового матеріалу, що містить корпус, направляючі, пуансон та тримач для зразка, який відрізняється тим, що направляючі виконані у вигляді пари пружних елементів, прикріплених своїми середніми точками до пуансона, а крайніми - до корпуса, і мають датчики переміщення, зафіксовані з обох боків одного з пружних елементів, а до пуансона прироблені датчики зусилля продавлювання, встановлені з двох...
Спосіб виготовлення шаруватого листового матеріалу

Номер патенту: 90
Опубліковано: 30.04.1993
Автори: Півень Євген Григорович, Кокурін Олександр Миколайович, Порошин Григорій Васильович
МПК: B29C 69/00, B32B 37/00
Мітки: виготовлення, спосіб, листового, матеріалу, шаруватого
Формула / Реферат:
Способ изготовления слоистого листового материала, при котором в металлическом листе выполняют параллельные симметрично чередующиеся прорези, вытягивают металлический лист в направлении, перпендикулярном расположению прорезей, затем соединяют одну его сторону с плоским эластичным листом и формуют слоистую листовую заготовку, отличающийся тем, что используют дополнительный плоский эластичный лист, который при соединении слоев накладывают на...
Пристрій для розрізання листового паперового матеріалу
Номер патенту: 24428
Опубліковано: 17.07.1998
Автори: Полюдов Ігор Олександрович, Петрук Анатолій Іванович, Варава Юрій Леонідович, Поліщук Ігор Павлович
МПК: B26D 1/01
Мітки: листового, розрізання, пристрій, паперового, матеріалу
Формула / Реферат:
Устройство для резки листового бумажного материала, содержащее стол, нож, балку прижима листового материала, размещенную по одну сторону от плоскости реза, отличающееся тем, что стол, шарнирно закреплен на качающихся коромыслах жестко связанных с рычагом, с помощью которого подается к ножу, получающему вибрацию в вертикальной плоскости от привода.
Передавальний пристрій для рулонів листового матеріалу
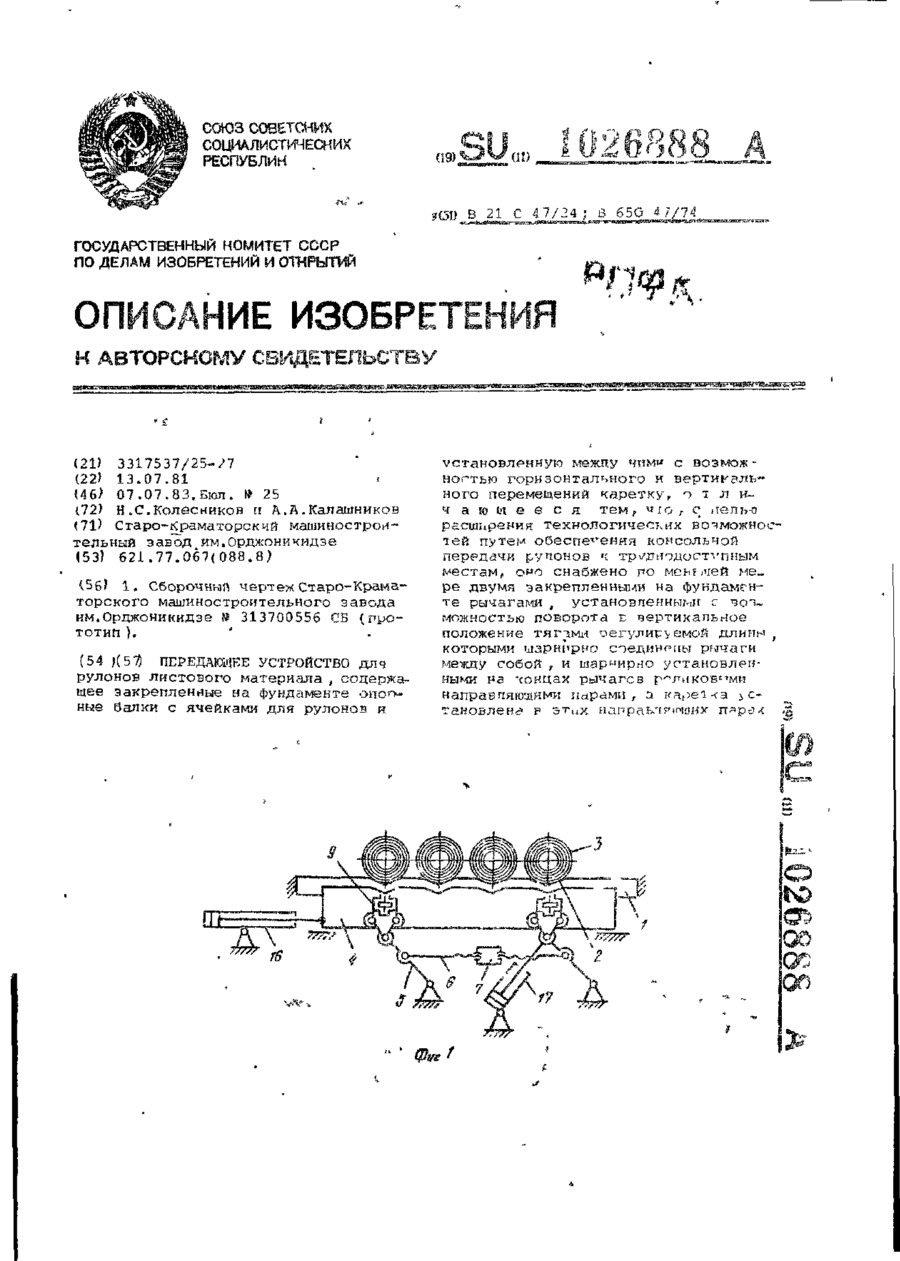
Номер патенту: 16142
Опубліковано: 29.08.1997
Автори: Колесников Микола Стефанович, Калашніков Анатолій Олександрович
МПК: B21C 47/24, B65G 47/74
Мітки: листового, пристрій, матеріалу, передавальний, рулонів
Формула / Реферат:
Передающее устройство для рулонов листового материала, содержащее закрепленные на фундаменте опорные балки с ячейками для рулонов и установленную между ними с возможностью горизонтального и вертикального перемещения каретку, отличающееся тем, что, с целью расширения технологических возможностей путем обеспечения консольной передачи рулонов к труднодоступным местам, оно снабжено по меньшей мере двумя закрепленными на фундаменте рычагами,...
Попередній патент: Спосіб виробництва вина ординарного міцного
Наступний патент: Індивідуальна самогодівниця для свиней
Випадковий патент: Пластинчастий фрикційний амортизатор