Спосіб переплаву заготовки, що втрачується
Номер патенту: 1240
Опубліковано: 30.12.1993
Автори: Яворський Юрій Денисович, Шейко Іван Васильович, Баглай Віталій Михайлович, Висоцький Геннадій Андрійович, Кочетов Анатолій Андрійович, Латаш Юрій Вадімович, Григоренко Георгій Михайлович
Формула / Реферат
Формула изобретения
Способ переплава расходуемой заготовки, включающий наведение и нагрев ванны жидкого металла в электромагнитном поле индуктора и формирование слитка в секционном охлаждаемом кристаллизаторе, отличающийся тем, что, с целью интенсификации плавления расходуемой металлической заготовки, управления перегревом ванны жидкого металла и повышения качества металла, плавление расходуемой металлической заготовки осуществляют путем погружения ее нижнего конца в металлическую ванну на глубину 0,1-2,0 диаметра заготовки и по мере ее плавления перемещают по направлению к ванне жидкого металла, при этом скорость перемещения устанавливают из соотношения
где Vзаг - скорость перемещения расходуемой заготовки, мм/мин,
Vпл зar - линейная скорость плавления расходуемой заготовки, мм/мин;
Vсл - линейная скорость наплавлення слитка, мм/мин.
Текст
Союз Советски» Социалистически* Республик (61) Дополнительное к авт, свид-ву(22)3аявлено 05.10.79 (21)2825804/22-02 с присоединением заявки № Государственный комитет СССР по делач изобретений н открытий . Кл. 3 С 21 С 5/56 (23) Приоритет Опубликовано 2 3.10.81. Бюллетень № 39 Дата опубликования описания (72) Авторы изобретения 2310.81 669.182 .7(088.8) Ю.В.Латаш, И.В.Шейко, Г.М.Григоренко, Ю-Д.Яворский ,t А.А.Кочетов, В.М.Баглай и Г.А.Высоцкий Ордена Ленина и ордена Трудового Красного Знамени Институт электросварки им. Е.О.Патона А Украинской ССР Н (71) Заявитель (54) СПОСОБ ПЕРЕПЛАВА РАСХОДУЕМОЙ ЗАГОТОВКИ у % ' Изобретение относится к области специальной электрометаллургии и может быть использовано іля производства высококачественных слитков из алюминиевых сплавов, титана и сплавов с широким интервалом кристаллизации . В современной электрометаллургии широкое применение для выплавки вы10 сококачественных металлов и сплавов получила индукционная плавка в открытых и вакуумных печах flj . Однако серьезным недостатком этого метода плавки является наличие контакта жидкого металла со стенкой тигля из огнеупорного материала, ко-торый приводит к загрязнению металла вредными примесями. Кроме того формирование слитка происходит в изложнице, что приводит 20 к развитию осевой пористости и образованию усадочной раковины в слитке и значительно снижает качество и выход годного металла. Известен также метод индукционной 25 плавки в секционном охлаждаемом тигле, заключающийся в том, что вместо тигля из огнеупорного материала используются охлаждаемый тигель из 30 меди, выполненный из отдельных сек ции, что делает его прозрачным для электромагнитного поля, создаваемого индуктором [2]. При индукционной плавке в секционном охлаждаемом тигле нет контакта жидкого металла с огнеупорными материалами. Поэтому выплавленный металл менее загрязнен. Однако для получения слитков жидкий металл сливают в изложницы. Полученные таким образом слитки имеют все недостатки, характерные для обычных методов литья. Наиболее близким по технической -^* сущности и достигаемому эффекту к изобретению является способ переплава расходуемой заготовки, включающей наведение и нагрев ванны жидкого металла в электромагнитном поле индуктора и формирование слитка в секционном охлаждаемом кристаллизаторе. Этот метод индукционного переплава не требует разливки металла в изложницы и позволяет выплавлять слитки с хорошим качеством поверхности, исключить образование трещин в слитке, а также предотвращает образование усадочной раковины в головной части слитка. Все это п о І В О Л Я Є Т повысить технико-экономические показа 874759 тели индукционного переплава и уве- ' кодуемую заготовку. После прогрева личить выход годного металла [ з ] . заготовки она начинает плавиться и Однако как показал опыт индукционжидкий металл поступает на поддон, ного переплава расходуемых металлигде формируется ванна жидкого металческих заготовок, недостатком указанла. В образовавшуюся металлическую ного метода является сравнительно ванну погружают нижний конец расхонизкое использование энергии электродуемой заготовки на глубину 0,1-2,0 магнитного поля, создаваемого индук'диаметра заготовки и включают привод тором, который размещен снаружи секперемещения индуктора. Погруженный ционного кристаллизатора'. в металлическую ванну конец расходуемой заготовки плавится за счет тепВ процессе переплава нижний конец 10 ла, выделяемого в нем при взаимодейрасходуемой металлической заготовки ствии с электромагнитным полем инвводят в верхнюю область электромагдуктора и теплопередачи от ванны нитного поля интуктора', а нижняя об- ' жидкого металла. ласть поля индуктора обеспечивает По мере оплавления расходуемой обогрев металлической ванны. При этом' расходуемая заготовка не касается 1 заготовки ее подают в направлении 5 ванны жидкого металла и поэтому в ванны жидкого металла, пси этом скозаготовке и"ванне раздельно происхорость подачи заготовки устанавV дит выделение тепловой энергии * Зналивают равной V 3 a r . - V.-idr. " cfl. чительная доля тепловой энергии, коСкорость наплавлення слитка соответстторая выделяется в заготовке и ванне 20 вует скорости движения индуктора оттеряется излучением и эа счет конвекносительно кристаллизатора. ции, поскольку общая излучающая поПосле полного расплавления расховерхность заготовки и ванны большая. дуемой заготовки перемещения индуктора останавливают и постепенно уменьЦель изобретения - интенсификация плавления расходуемой заготовки, 2 шая подводимую к индуктору мощность 5 добиваются выведение усадочной ракоуправление перегревом ванны жидкого вийы. металла и повышение качества металП р и м е р , Опробован способ пела. реплава расходуемой металлической Поставленная цель достигается тем, заготовки гіа установке с секционным что в известном способе, включающем 3D кристаллизатором Ф 200 мм. наведение и нагрев ванны жидкого Установка питается от двух машинметалла в электромагнитном поле инных высокочастотных генераторов мощдуктора и формирование слитка в секционном охлаждаемом кристаллизаторе, ностью 100 кВт. Частота тока, питаючто плавление расходуемой металлищего индуктор установки, составляет 35 8000 Гц. ческой заготовки осуществляют путем погружения ее нижнего конца в металВ качестве расходуемых заготовок лическую ванну на глубину 0,1-2,0 в опытных Ялаэках использовали цидиаметра заготовки и по мере ее линдрические слитки диаметром 130Плавления перемещают по направлению 180 мм и длиной до 1000 мм из силук ванне жидкого металла, при этом 40 мина, содержащего ^ 4 0 % кремния. Выскорость перемещения устанавливают бор силумина для опытных плавок обуиз соотношения: словлен тем, что этот материал имеет высокую электропроводность. \л / = V - V И другой фактор, который учитывался при вЫборе материала для переплаГде V^ a r " скорость перемещения расва - его теплопроводность. Теплопроходуемой заготовки, мм/мин І водность силумина также высока. VqA ааг~ линейная скорость плавлеОпытные плавки проводили следуюния заготовки, мм/мин і щим образом. V c A - линейная скорость наплавлеСекционный кристаллизатор закрыння слитка, мм/мин. 50 вали водоохлаждаемым. медным поддоном Сущность способа переплава расходуи через открытую верхнюю горловину емой заготовки заключается в следуюв кристаллизатор помещали расходуещем. мую заготовку. Заготовку закрепляли . Секционный охлаждаемый кристалли"на штоке на расстоянии 20-50 мм от затор закрывают снизу охлаждаемым 55 поддона. Индуктор устанавливали в поддоном и устанавливают индуктор, крайнее нижнее положение. При этом размещенный снаружи кристаллизатора расстояние от индуктора до поддона в нижнем крайнем положении. Расходуне превышало 30 мм. емую металлическую заготовку заводят в кристаллизатор и устанавливают таНа индуктор подавали питание от ким образом, чтобы нижний торец рас- 60 высокочастотных генераторов и начиходуемой заготовки находится в плоснали плавку- Суммарная мощность на кости нижнего витка индуктора. индукторе составляла 150 кВт. Время от момента включения питания на инОт высокочастотного источника дуктор до полного сформирования ванэлектрического тока подают питание ны жидкого металла составляло от на индуктор и начинают нагревать рас 874759 17 до 25 мин. После этого включали раковины в головной части слитка, подачу расходуемой заготовки и пога затем электропитание индуктора отружали ее нижний конец в ванну. ключалось полностью. Глубина погружения заготовки в Поддон отсоединяли от кристалливанну, в зависимости от диаметра расзатора и слиток извлекали иэ кристалходуемой заготовки, в опытных плавлизатора . ках составляла от 30 мм до 150 мм. Полученные слитки имеют мелкоэерУстановлено, что с увеличением глу.нистую структуру и металл слитков бины погружения заготовки, скорость менее загрязнен неметаллическими вклюплавления ее возрастает и в то же чениями . время температура перегрева металла По результатам опытных плавок снижается. Благодаря этому можно по - Ю установлены преимущества способа пелучать мелкозернистую структуру слитреплава расходуемой заготовки. ка при больших скоростях переплава. Скорость плавки при неизменной Замеры температуры по- ходу плавмощности возрастает в среднем в 1,31 ки при неизменной электрической мощ1,6 раза за счет улучшения теплопере ности на индуктор показали, что при 15 дачи к расходуемой заготовке. Изменяя погружении расходуемой заготовки глубину погружения заготовки в ванну, ф 140 мм на глубину 30 мм температура можно сравнительно просто регулироперегрева металла в ванне составлявать температуру перегрева жидкого а ет 9 5 - Ю 5 С . При погружении этой же металла, а .следовательно, управлять заготовки в металлическую ванну на 20 кристаллизацией металла, кроме того, глубину 130-150 мм температура переуменьшается общая поверхность жидкогрева жидкого металла снижается и сосго металла, контактирующая с воздутавляет всего 40-50°С. хом, за счет чего возрастает рафинирующая способность переплава. УдельЕсли диаметр расходуемых заготовок меньше, то для получения такого 25 ный расход электроэнергии снижается в среднем на 12-19%. , же перегрева глубина погружения их в ванну больше. Однако погружение Формула изобретения заготовки нерасплавившихся твердых Способ переплава расходуемой закусков металла может привести к дефектам кристаллизации металла. По- *г\ готовки, включающий наведение и нагрев вачны жидкого металла в электроэтому глубину погружения заготовки в магнитном поле индуктора и формированну целесообразно ограничить двувание слитка в секционном охлаждаемя диаметрами заготовки. мом кристаллизаторе, о т л и ч а ю После сформирования ванны жидкого тем, что, с целью интенметалла и погружения расходуемой ,_ щ и й с я сификации плавления расходуемой ме[заготовки в ванну на заданную глубиталлической заготовки, управления пену включается привод перемещения инрегревом ванны жидкого металла и подуктора и производится плавное посвышения качества металла, плавление ледовательное направление слитка. расходуемой металлической заготовки На опытных плавках достигнута лиосуществляют путем погружения ее нижнейная скорость наплавлення слитка 40 него конца в металлическую ванну на 20-25 мм/мин. В то же время при переглубину 0,1-2,0 диаметра заготовки плаве без погружения расходуемой заи по мере ее плавления перемещают готовки в ванну жидкого металла макпо направлению к ванне жидкого металсимальная скорость наплавлення слитла, при этом скорость перемещения уска не превышала 15 мм/мин при той же 45 танавливают иэ соотношения электрической мощности на индукторе. По мере оплавления расходуемой заготовки ее перемещали в направлении ванны жидкого металла с тем, где V^ a r - скорость перемещения расчтобы поддержать неизменной на про- J Q ходуемой заготовки, тяжений плавки глубину погружения мм/мин/я v Hfi uar * л и н е й н а ~ скорость плавлезаготовки в ванну. При этом скорость ния расходуемой заготовподачи заготовки устанавливали из ки, мм/минj соотношения V^ar = Vnft 5ar - V C A . так УсЛ - линейная скорость наплавпри наплавлений слитка со скоростью лення слитка, мм/мин. 20 мм/мин линейная скорость плавле-^ 55 Источники информации, ния заготовки 0 150 мм составляла принятые во внимание при экспертизе 27 мм/мин. Тогда \/Ъвг = 27-20 мм/мин= 1. Лииачевский Б.В. Вакуумная ин= 7 мм/мин, т.е. скорость подачи расдукционная плавка. М., "Металлургия", ходуемой заготовки составила 7 мм/мин. 1975, с.145-158. і 2. Петров Ю.Е. и Ратников Д.Г. В конце плавки, после расплавления Холодные тигли. М., "Металлургия", расходуемой заготовки производили 1972, с.80-91. плавное снижение электрической мощ3. Авторское свидетельство СССР ности со 150 кВт до 60 кВт, за счет » 2736658/02, кл. С 21 С 5/56, 1979. чего достигалось выведение усадочной 874759 .Редактор Н.Пушненкова Составитель А.Щербаков Техред С.Мигунова Корректор М. Коста 9261/43 Тираж 621 Подписное ЕНИИПИ Государственного комитета СССР по делаїм изобретений и открытий 133045, Москва, Ж-35, Раушская наб. , д. 4/5 Филиал ППП "Патент", г.Ужгород, ул.Проектная, 4
ДивитисяДодаткова інформація
Автори англійськоюLatash Yurii Vadimovych, Sheiko Ivan Vasyliovych, Hryhorenko Heorhii Mykhailovych, Kochetov Anatolii Andriiovych, Bahlai Vitalii Mykhailovych
Автори російськоюЛаташ Юрий Вадимович, Шейко Иван Васильевич, Григоренко Георгий Михайлович, Кочетов Анатолий Андреевич, Баглай Виталий Михайлович
МПК / Мітки
МПК: C21C 5/56
Мітки: заготовки, спосіб, переплаву, втрачується
Код посилання
<a href="https://ua.patents.su/4-1240-sposib-pereplavu-zagotovki-shho-vtrachuehtsya.html" target="_blank" rel="follow" title="База патентів України">Спосіб переплаву заготовки, що втрачується</a>
Спосіб індукційного переплаву металів та сплавів
Номер патенту: 1211
Опубліковано: 30.12.1993
Автори: Кочетов Анатолій Андрійович, Яворський Юрій Денисович, Латаш Юрій Вадімович, Висоцький Геннадій Андрійович, Баглай Віталій Михайлович, Шейко Іван Васильович, Григоренко Георгій Михайлович, Письмений Олександр Семенович
МПК: C21C 5/56
Мітки: спосіб, переплаву, сплавів, індукційного, металів
Формула / Реферат:
Формула изобретенияСпособ индукционного переплава металлов и сплавов, включающий последовательное оплавление металлической заготовки в электромагнитном высокочастотном поле и формирование слитка в охлаждаемом секционном кристаллизаторе, отличающийся тем, что, с целью интенсификации процесса переплава, повышения КПД и снижения удельных энергозатрат на переплав металла, в процессе плавки осуществляют реверсивное вращение заготовки вокруг...
Спосіб індукційного переплаву металів та сплавів
Номер патенту: 1259
Опубліковано: 30.12.1993
Автори: Шейко Іван Васильович, Григоренко Георгій Михайлович, Латаш Юрій Вадімович, Висоцький Геннадій Андрійович, Баглай Віталій Михайлович
МПК: C21C 5/56
Мітки: переплаву, металів, індукційного, сплавів, спосіб
Формула / Реферат:
Формула изобретенияСпособ индукционного переплава металлов и сплавов, включающий последовательно оплавление металлической расходуемой заготовки, или порционное плавление кусковой шихты в электромагнитном поле повышенной частоты, формирование слитка в охлаждаемом кристаллизаторе и вытягивание слитка из кристаллизатора по ходу плавки, отличающийся тем, что, с целью повышения качества поверхности слитка, повышения КПД процесса, снижения...
Спосіб переплаву металів та сплавів

Номер патенту: 1239
Опубліковано: 30.12.1993
Автори: Патон Борис Євгенович, Григоренко Георгій Михайлович, Шейко Іван Васильович, Коржов Михайло Петрович, Баглай Віталій Михайлович, Латаш Юрій Вадімович
МПК: C21C 5/56
Спосіб виготовлення багатошарової литої заготовки
Номер патенту: 1021
Опубліковано: 30.12.1993
Автори: Осипов Володимир Прокофійович, Дубровін Едуард Юрійович, Єфімов Віктор Олексійович, Костенко Георгій Дмитрович, Кельвіч Володимир Тихонович
МПК: B22D 19/00, B22D 7/02
Мітки: виготовлення, багатошарової, спосіб, заготовки, литої
Формула / Реферат:
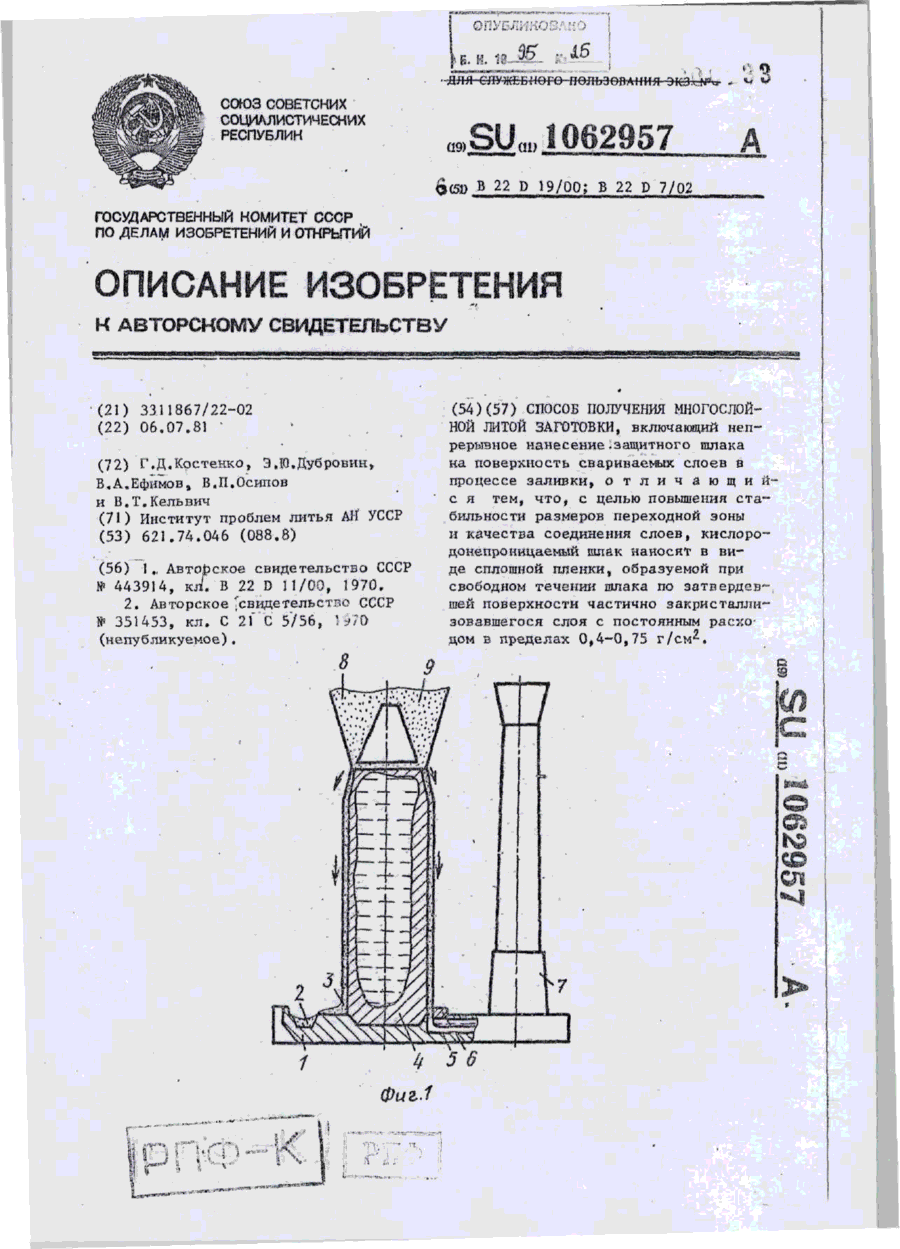
Способ получения многослойной литой заготовки, включающий непрерывное нанесение защитного шлака на поверхность свариваемых слоев в процессе заливки, отличающийся тем, что, с целью повышения стабильности размеров переходной зоны и качества соединения слоев, кислородо-непроницаемый шлак наносят в виде сплошной пленки, образуемой при свободном течении шлака по затвердевшей поверхности частично закристаллизовавшегося слоя с постоянным...
Спосіб пдп обробки поверхні зливка
Номер патенту: 699
Опубліковано: 15.12.1993
Автори: Тагер Лев Рафаілович, Толстопятов Констянтин Сергійович, Патон Борис Євгенович, Торхов Генадій Федорович, Латаш Юрій Вадімович, Прянішніков Ігор Степанович, Кедрін Володимир Ксенофонтович
МПК: C21C 5/56
Мітки: зливка, спосіб, обробки, поверхні, пдп
Формула / Реферат:
Способ плазменнодуговой обработки поверхности слитка, включающий перемещение слитка в горизонтальной плоскости и колебательное движение плазматрона, отличающийся тем, что, с целью повышения качества поверхности слитка, колебания плазмотрона осуществляют по синусоидальной зависимости с амплитудой, равной половине ширины заготовки, причем на каждые 0,5—10 мм перемещения заготовки плазмотрон совершает 1 цикл колебания.
Попередній патент: Спосіб переплаву металів та сплавів
Наступний патент: Солі 3-аріл-6,7,8,9-тетрагідро-5н-імідазо[1,2-а] азепіну, які виявляють антимікробну активність
Випадковий патент: Склад морозива "малина"