Спосіб пдп обробки поверхні зливка
Номер патенту: 699
Опубліковано: 15.12.1993
Автори: Латаш Юрій Вадімович, Прянішніков Ігор Степанович, Кедрін Володимир Ксенофонтович, Толстопятов Констянтин Сергійович, Патон Борис Євгенович, Торхов Генадій Федорович, Тагер Лев Рафаілович
Формула / Реферат
Способ плазменнодуговой обработки поверхности слитка, включающий перемещение слитка в горизонтальной плоскости и колебательное движение плазматрона, отличающийся тем, что, с целью повышения качества поверхности слитка, колебания плазмотрона осуществляют по синусоидальной зависимости с амплитудой, равной половине ширины заготовки, причем на каждые 0,5—10 мм перемещения заготовки плазмотрон совершает 1 цикл колебания.
Текст
psrr 27 He подлежит опубликованию в открытой печати г О П оюэ Советских цналнстических Республик С АН И Е РЕТЕНИЯ из (»>" 683231 К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (61) Дополнительное к авт. свид-ву — (22)Заявлено 10.01.78(21) 2569748/22-02 (51) М. Кл, С 21 С 5/56 с присоединением занвки J$ — кударственный комитет ,вета Министров СССР едаи изобретений , н открытий (23) Приоритет — (43) Опубликовано — .' -. Бюллртэнь № — (53) УДК 621.365.91(088, 8) (45) Дата опубликования описания Авторы .Б.Е.Патон, Г.Ф.Торхов, Ю.В.Латш, И.С.Пряшішшіков изобретения в.К^Кедрпн, К.СЛолстопятов и Л.Р.Тагер Заявитель Ордена І8Н2на з Ордена Красного Зкамени институт ( э л е к т Способ плазменнодуговой обработки поверхности слитка Изобретение относится к электрометаллургия и предназначено для повышения качества слитков, отливок, проката и поковок путем их обработки плазменными источниками нагрева. " Известен способ плазыеннодугового оплавления плоских и з делий в вакууме или контролируемой атмосфере, включавищй образование ванны жидкого металла, ограниченной переплавленной частью металла и охлаздаемым кристаллизатором, цри котором подаерживают ванну жидкого металла д л т о й , равной шірине оплавляемого изделия при перемещении изделия в горизонтальной плоскости, причем, оплавление расположенными в ряд плазмотронами переменного тока в количестве, кратном трем. Этот способ имеет ряд недостатков, вызванных использованием как минимум трех плазмотронов, которые заключаются в следующем. Условия отвода тепла, определяющие глубину проплавлення^ не одинаковы во всех частях плоских заготовок. Наиболее интенсивно охлаждаются башмаками кромки заготовки. Однако использование трех плазмотронов яе обеспечивает требуемые условия нагреваплоских заготовок, что приводит к неравномерному проплавленню поверхностного слоя. Наиболее близким по технической сущности и достигаемому результату является способ плазкеннодуговой обработки поверхности плоской металлической заготовки,при котором группу средних плазмотронов и заготовку перемещают относительно друг друга, а крайние плазмотроны оставляют неподвияныш относительно поперечного перемещения заготовки .: . Целью изобретения является повышение качества поверхности заготовок при оплавлении, а именно, получение одинаковой толщины переплавленного слоя. . Указанная цель достигается тем, что колебание плазмотрона осуществляют до сшюсуэдальной зависимости с амплитудой» равной ' половине ширины заготовки. Скорость колебания плазмотрона выбирают пропорционально скорости перемещения заготовки, причем, яа каждые 0,5-10 мм перемещения заготовки плазмотрон совершает I цикл колебания. Сущность способа заключается в следующем. Плоскую металлическую заготовку размещают горизонтально в кристаллизаторе, который охватывает заготовку для удержания жидкого металла на обрабатываемой поверхности заготовки. Плазмотрону придают колебательные движения в плоскости, перпендикулярной продольной оси заготовки. Колебание плазмотрона осуществляют по синусоидальной зависимости. Амплитуду колебания выбирают равной половине ширины заготовки. Скорость плазмотрона выбирают пропорционально з скорости перемещения заготовки, Так, что на кавдке 0,5-10 мм перемещения заготовки совершают I цикл колебания плазмотрона. После наведения ванны квдкого металла по всей ширине заготовки перемещают заготовку в горизонтальной плоскости, последовательно оплавляя всю ее поверхность. Оптимальным диапазоном скорости колебания плазмотрона является І цикл на кадтщй 0,5 - 10 мм перемещения заготовки. Большая скорость колебания плазмотрона ( > I цикла на І ш перемещения заготовки) не позволяет создать работоспособную конструкцию из-за низкой СТОЙКОСТИ Меньшая скорость колебания С < узлов установки. I цикла на 10 мм пере мещения заготовки) не обеспечивает получение качественной поверхности оплавленного слоя, т . к . нарушается главное технологическое условие - непрерывное существование гадкого металла по всей ширине заготовки. Металл, находящийся у кромок, за один цикл колебания плазмотрона успевает закрзсталлизироваться. Конкретное воплощение описанного способа произведено на опытной установке Института электросварки шл.Е.О.Патона. Оплавляли заготовку из прецизионного сплава 50Н размерами, толщина 52, ширина 138, длина 575. Нагрев металла производили плазмотроном ЩДО-750 при следующих параметрах: диаметр катода, мм 10 . ' диаметр сопла, ш 12 . ' ток плазмотрона, А 420 с• напряжение, В 40 длина плазменного факела, мм плазмообраз^ющлй газ давление газа в плавильной камере, атм • ' • • 35 аргон 1,5 У. Амплитуда колебаний составляла 69 ш , скорость колебаний 18 циклов в шнуту, скорость перемещения заготовки - 36 ш/мин. Один цикл колебания плазмотрона соответствовал перемещении заготовки на 2 ш . Координату сопла плазмотрона по отношению к оси ШЛёбёШЫ плйзыотропа измегошг". за один Щ Г І ПО сяііусоядаяьпой зависимости. При этом длительность обогрева металла у кромок была больпе, чем в центральной части'заготовки, что обеспечило равномерное прославление поверхностного слоя и формирование к а чественной поверхности. Осуществление технологического процесса плазгленнодуговой обработки поверхности плоской металлической заготовки по данноъф способу позволяет утленьшить в 2 раза стоимость оборудования и в 3-5 раз уменьшить расход плазглообразувдего газа по сравненші с известнш,ш способаїли. Экономический эффект составляет для условий завода "Электросталь" 200 тыс .руб.: . в год. Формула изобретения . • Способ плазгленнодуговой обработки поверхности слитка, '• включакгций перемещение слитка в горизонтальной плоскости и колебательное движение плазглатрона, отличающийся тем, что, с целью повышения качества поверхности слитка^колебания плазмотрона осуществляют по синусоидальной зависимости й амплитудой, равной половине ширшы заготовки, прячем на каждые 0,5-10 мм перемещеяия заготовки плазмотрон совершает I цикл колебания. Редактор йсано к печати./^6,^3 Заказ № ^)oL3у ^ ^ п /SL э к з * зводствєнно-полиграфаческое предпріїятйв *Еатект ,Бережковская най.24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of plasma-arc treatment of ingot surface
Автори англійськоюPaton Borys Yevhenovych, Torkhov Hennadii Fedorovych, Latash Yurii Vadymovych, Prianishnikov Ihor Stepanovych, Kedrin Volodymyr Ksenofontovych, Tolstopiatov Konstiantyn Serhiiovych, Tager Lev Rafailovych
Назва патенту російськоюСпособ пдп обработки поверхности слитка
Автори російськоюПатон Борис Евгеньевич, Торхов Геннадий Федорович, Латаш Юрий Вадимович, Прянишников Игорь Степанович, Кедрин Владимир Ксенофонтович, Толстопятов Константин Сергеевич, Тагер Лев Рафаилович
МПК / Мітки
МПК: C21C 5/56
Мітки: поверхні, пдп, обробки, спосіб, зливка
Код посилання
<a href="https://ua.patents.su/4-699-sposib-pdp-obrobki-poverkhni-zlivka.html" target="_blank" rel="follow" title="База патентів України">Спосіб пдп обробки поверхні зливка</a>
Установка для обробки зовнішньої поверхні труб
Номер патенту: 267
Опубліковано: 30.04.1993
Автори: Івченко Лариса Василівна, Третяков Клавдій Федорович, Дрягін Дмитро Прокопович
МПК: B08B 9/02
Мітки: труб, поверхні, обробки, зовнішньої, установка
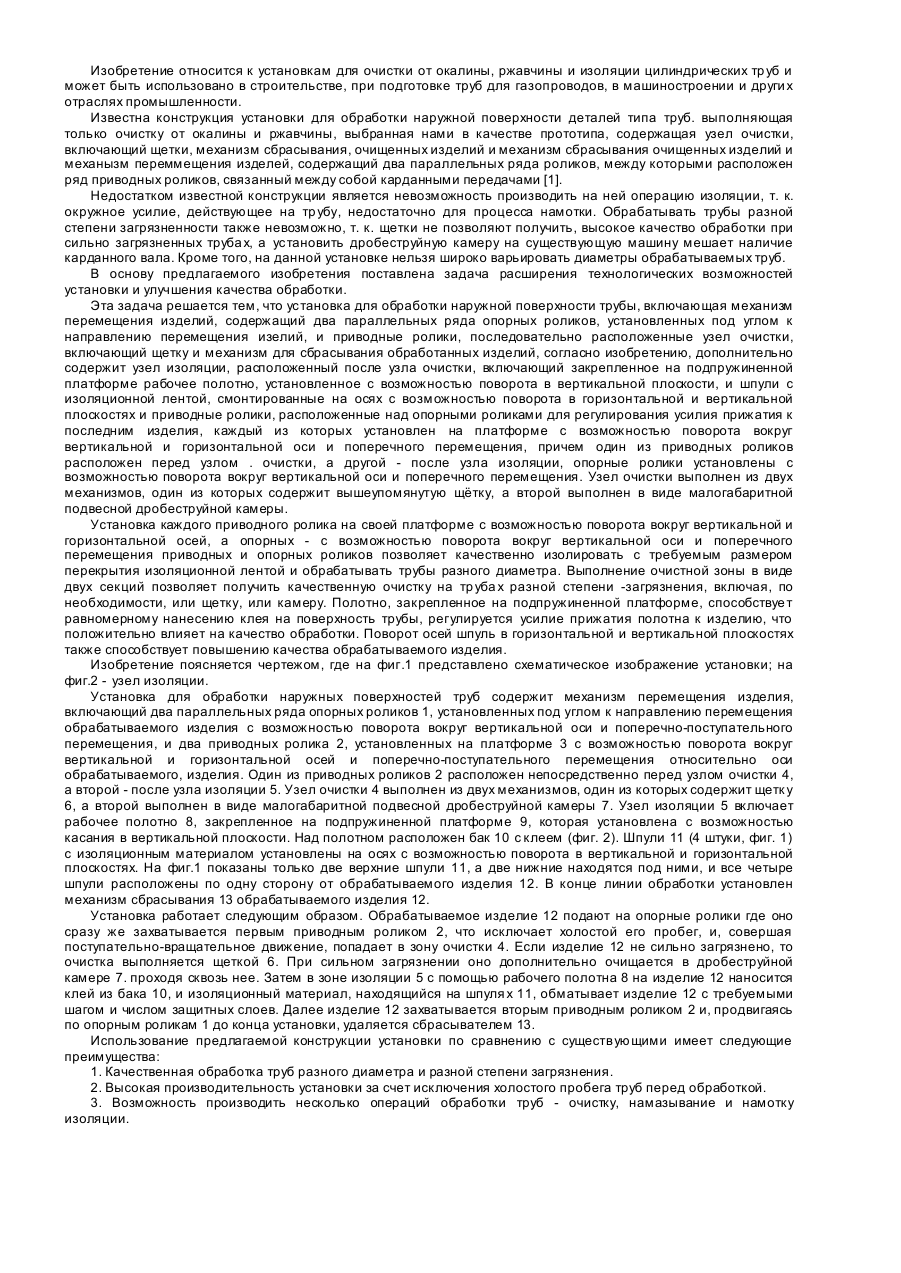
Формула / Реферат:
Установка для обработки наружной поверхности труб, включающая механизм перемещения изделия, содержащий два параллельных ряда опорных роликов, установленных под углом к направлению перемещения изделия, и приводные ролики и последовательно расположенные узел очистки, включающий щетку, и механизм для сбрасывания обработанных изделий, отличающаяся тем, что она снабжена узлом изоляции, расположенным после узла очистки, Включающим закрепленное на...
Спосіб механічної обробки заготовки прокатного виробу
Номер патенту: 366
Опубліковано: 30.04.1993
Автори: Череднічок Віталій Тимофійович, Ротару Іон Теодорович, Ашимов Марат Ашимович, Тільга Степан Сергійович, Кучук-Яценко Сергій Іванович, Богорський Михайло Володимирович, Бондарук Андрій Всеволодович, Бєляєв Данило Іванович, Дідківський Олександр Володимирович
МПК: B23K 11/04
Мітки: обробки, спосіб, прокатного, механічної, заготовки, виробу
Формула / Реферат:
Формула изобретенияСпособ механической обработки заготовки прокатного изделия, сваренного контактной стыковой сваркой, при котором ножи, охватывающие поперечное сечение заготовки, размещают на заготовке непосредственно после сварки, прижимают к заготовке и перемещают относительно заготовки в продольном направлении, отличающийся тем, что, с целью повышения качества обработки, вследствие более полного удаления грата и предотвращения...
Виливниця для зливка

Номер патенту: 933
Опубліковано: 15.12.1993
Автори: Сарамутін Валерій Іванович, Воронов Юрій Федосійович, Лобачьов Владислав Тимофійович, Несмачний Олександр Миколайович, Гребенюк Анатолій Васильович, Нефьодов Анатолій Олександрович, Бондаренко Микола Андрійович
МПК: B22D 7/06
Формула / Реферат:
Формула изобретенияИзложница для слитка, содержащая днище и боковые грани с округлыми конусообразными наружными приливами, сходящими на нет к средней части изложницы, отличающаяся тем, что, с целью уменьшения расхода металла на тонну проката, сопряжение днища и граней выполнено в виде выпуклостей, плавно сходящихся на нет к углам.
Спосіб розливу сталі

Номер патенту: 130
Опубліковано: 30.04.1993
Автори: Явойський Володимир Іванович, Ігнатьєв Вадим Петрович, Грєбєнюков Анатолій Васильович, Сарамутін Валерій Іванович, Трілевська Людмила Микитівна, Воронов Юрій Федосович, Фролов Володимир Миколайович
МПК: B22D 7/00
Формула / Реферат:
Формула изобретенияСпособ разливки стали, включающий заполнение изложницы металлом сверху и регулирование скорости разливки с учетом содержания кремния в стали, отличающийся тем, что, с целью обеспечения высокого качества слитка за счет повышения скорости разливки полуспокойной стали до максимально допустимой для данного химического состава стали, скорость разливки регулируют в зависимости от величины произведения – процентное...
Спосіб очищення внутрішньої поверхні трубопроводу
Номер патенту: 53
Опубліковано: 30.04.1993
Автори: Сльоз Леонід Гедальович, Щукін Ярослав Володимирович
МПК: B08B 9/04
Мітки: очищення, внутрішньої, поверхні, спосіб, трубопроводу
Формула / Реферат:
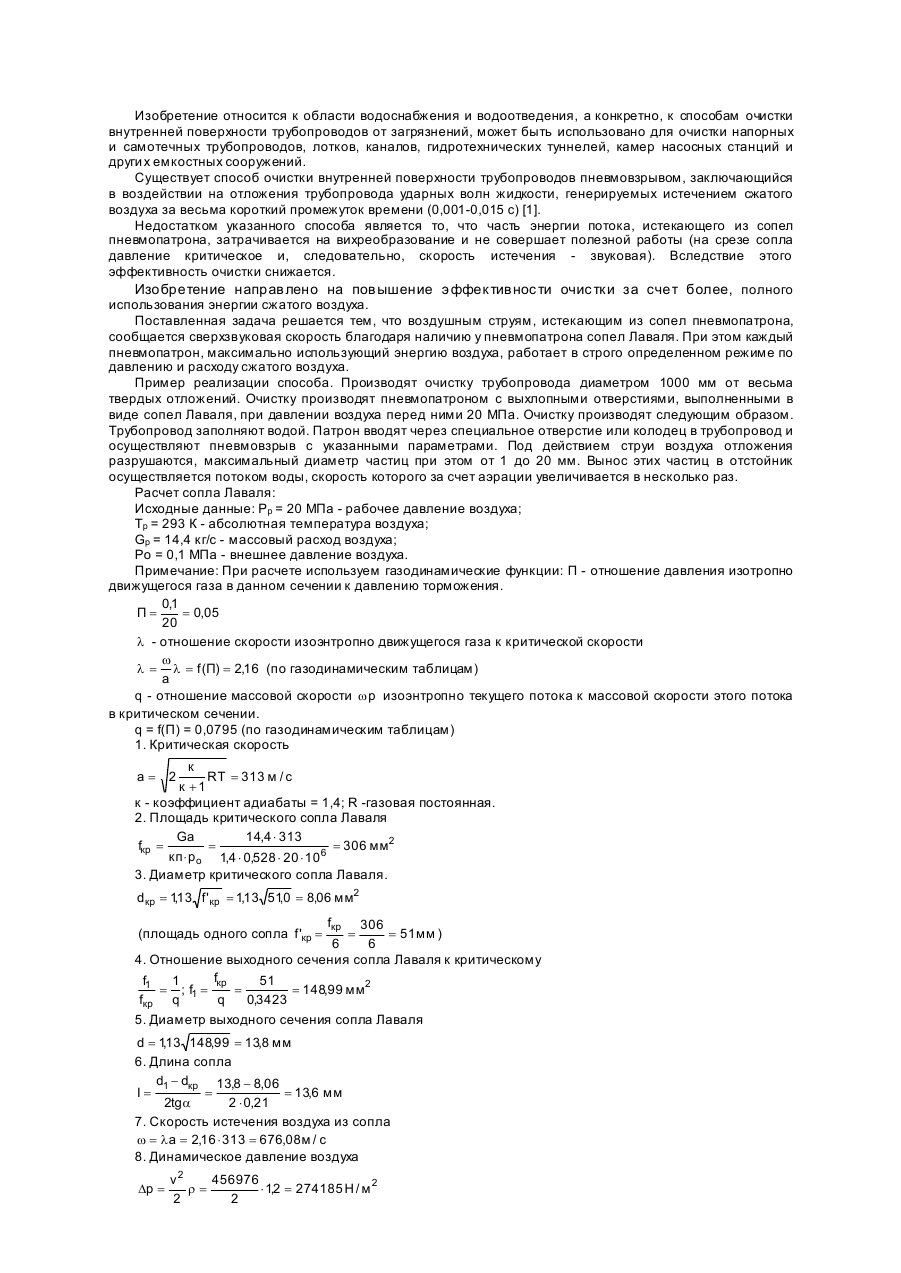
Способ очистки внутренней поверхности трубопровода путем осуществляемого посредством пневмопатрона пневмовзрыва, генерирующего ударные волны в заполненном жидкостью трубопроводе, отличающийся тем, что воздействие ударными волнами увеличивают, сообщая воздушным струям, истекающим из сопел пневмопатрона, сверхзвуковую скорость при фиксированных параметрах торможения сжатого воздуха.
Попередній патент: Прольотна балка крана мостового типу
Наступний патент: Установка для пдп оплавлення поверхневого шару зливків та заготовок
Випадковий патент: Обладнання пуску та вимикання електродвигуна компресора