Пристрій для термічного зміцнення прокату
Номер патенту: 12472
Опубліковано: 28.02.1997
Автори: Ємченко Юрій Борисович, Бердічевський Юрій Євгенович, Бублик Павло Федорович, Пашинский Володимир Вікторович
Формула / Реферат
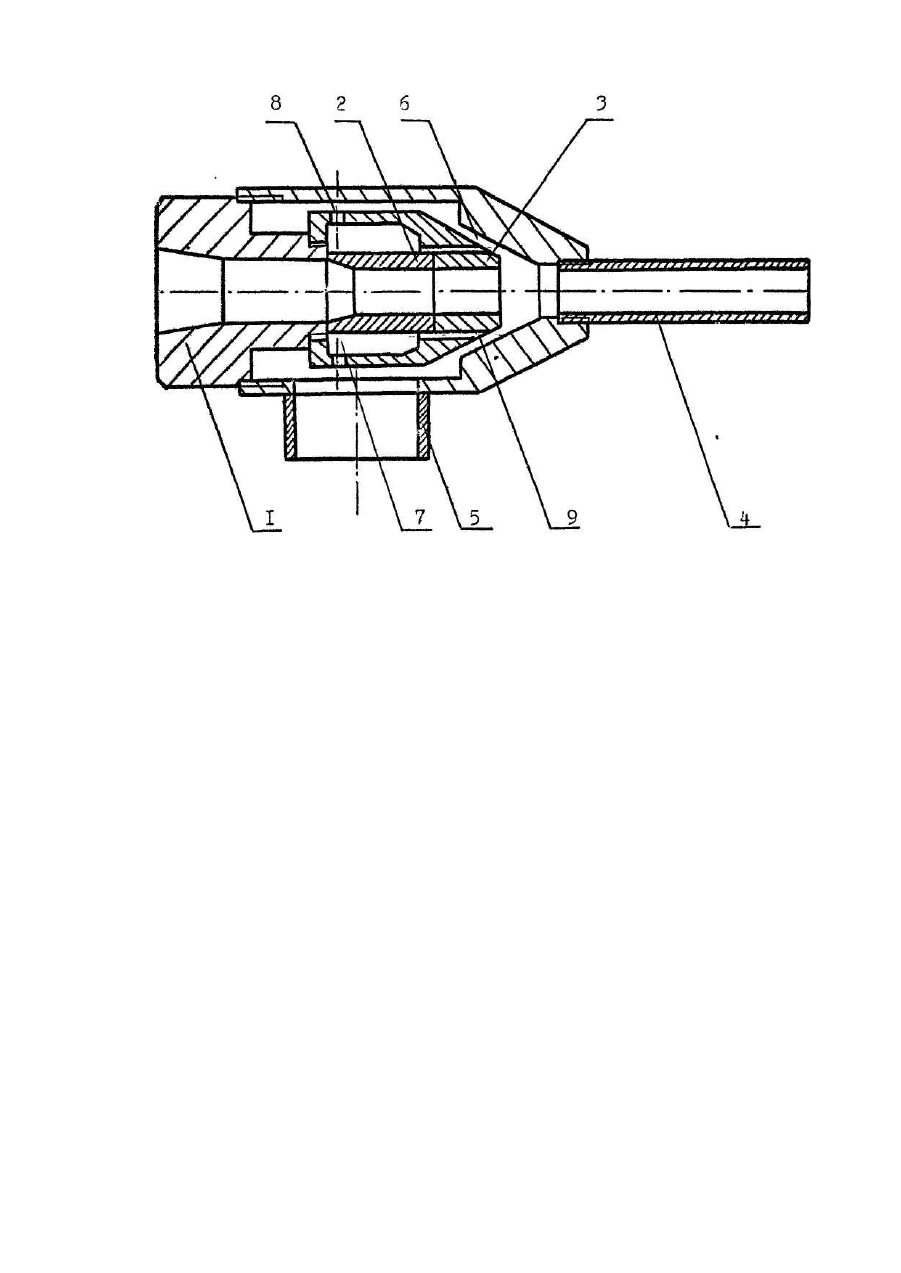
Устройство для термического упрочнения проката, содержащее вводную проводку, состоящую из входной конической части, направляющей цилиндрической части и сопловой вставки, цилиндрическую рабочую камеру, входная часть которой содержит патрубок для подвода охладителя и сопло и выполнена в виде камеры смешения, отличающееся тем, что устройство дополнительно содержит кольцевую камеру, образованную внешней поверхностью направляющей цилиндрической части вводной проводки и внутренней поверхностью сопловой вставки с выполненными в ней каналами для подвода охладителя в кольцевую камеру и каналами для отвода охладителя в камеру смешения, причем направляющая цилиндрическая часть установлена с возможностью вращения вокруг продольной оси устройства.
Текст
Изобретение относится к прокатному производству и может быть использовано в устройствах для термического и термомеханического упрочнения движущегося проката в потоке сортового стана. Из известных устройств наиболее близким по технической сущности является устройство для поверхностной обработки движущегося горячего металла. Устройство содержит вводную проводку с входной конической и направляющей цилиндрической частями, цилиндрическую рабочую камеру, входная часть которой содержит патрубок для подвода обрабатывающей среды и сопло, а выходная часть выполнена в виде перфорированного насадка для отвода обрабатывающей среды, причем входная часть рабочей камеры выполнена в виде камеры смешения, содержащей сопловую вставку, внешняя поверхность которой образует с корпусом камеры смешения рециркуляционные каналы. Устройство работает следующим образом. Горячий металл через вводную проводку поступает в устройство, в которое через патрубок вводится обрабатывающая среда, поступающая в камеру смешения через сопло. При этом обрабатывающая среда после выхода из сопла эжектирует часть обрабатывающей среды через рециркуляционные каналы в их заборную часть из основного потока. Недостатком данного устройства является то, что конструкция вводной проводки и сопловой части устройства предусматривают попадание обрабатывающей среды на горячую поверхность раската до ее смешивания с эжектируемой частью обрабатывающей среды. В результате чего еще до вхождения раската в сопловую вставк у его поверхность интенсивно охлаждается обрабатывающей средой, поданной через сопло и имеющей исходную температуру. Смешение основного потока обрабатывающей среды и ее части, эжектируемой через рециркуляционные каналы происходит в камере смешения. Однако, еще до входа в цилиндрическую рабочую камеру, где происходит основной теплоотбор, поток обрабатывающей среды опять разделяется, и его часть, добавившаяся на входе в сопловую вста вку, опять удаляется из потока на выходе из сопловой вставки. Таким образом, не происходит регулирования температуры охлаждающей среды, а эжектируемая через рециркуляционные каналы часть потока хоть и нагревает частично основной поток за счет последующего смешивания, но величина этого нагрева постоянна в виду отсутствия в устройстве технических средств, предусматривающих возможность регулирования доли эжектируемой части охлаждающей среды в основном потоке или изменения ее температуры за счет контакта с горячим металлом. Таким образом, не может быть решена задача регулирования температуры обрабатывающей среды и предотвращения образования на поверхности проката дефектов, вызванных растягивающими напряжениями из-за резкого охлаждения. В основу изобретения поставлена задача создать устройство для термического упрочнения проката, которое за счет определенного конструктивного исполнения вводной проводки обеспечивает регулирование температурой потока охладителя на входе в цилиндрическую рабочую камеру, способствующее уменьшению дефектообразования и повышению интенсивности теплоотбора от поверхности упрочняемого проката в процессе ее последующего контакта с охладителем в цилиндрической рабочей камере. Поставленная задача решается тем, что в устройстве для термического упрочнения проката, содержащем вводную проводку, состоящую из входной конической части, направляющей цилиндрической части и сопловой вставки, цилиндрическую рабочую камеру, входная часть которой содержит патрубок для подвода охладителя и сопло и выполнена в виде камеры смешения, дополнительно установлена кольцевая камера, образованная внешней поверхностью направляющей цилиндрической части вводной проводки и внутренней поверхностью сопловой вставки с выполненными в ней каналами для подвода охладителя в кольцевую камеру и каналами для отвода охладителя в камеру смешения, причем направляющая цилиндрическая часть установлена с возможностью вращения вокруг продольной оси устройства. Сущность предлагаемого изобретения поясняется чертежом. Устройство для термического упрочнения проката содержит вводную проводку, состоящую из входной конической части 1. направляющей цилиндрической части 2 и сопловой вставки 3, цилиндрическую рабочую камеру 4, входная часть которой содержит патрубок 5 для подвода охладителя и сопло 6 и выполнена в виде камеры смешения. Устройство содержит кольцевую камеру 7, образованную внешней поверхностью направляющей цилиндрической части 2 вводной проводки и внутренней поверхностью сопловой вставки 3 с выполненными в ней каналами 8 для подвода охладителя в кольцевую камеру и каналами 9 для отвода охладителя в камеру смешения. Направляющая цилиндрическая часть 2 вводной проводки установлена с возможностью вращения вокруг продольной оси устройства. Сформированный в камере смешения поток охладителя и раскат после выхода из вводной проводки подаются в цилиндрическую рабочую камеру 4, где и происходит основной процесс теплообмена. Конструкция предусматривает разделение основного потока охладителя на две составляющих, которые отличаются по расходу и температуре на входе в камеру смешения за счет предварительного контакта одной из составляющих потока с нагретой горячим прокатом цилиндрической частью вводной проводки устройства. После объединения составляющих потока в камере смешения, охладитель приобретает расчетную результирующую температуру, превышающую исходную, за счет чего не происходит резкого охлаждения поверхности проката, снижается количество дефектов его поверхности и повышается интенсивность теплоотбора от поверхности проката при его контакте с охладителем в цилиндрической рабочей камере. Регулирование температуры потока охладителя на входе в цилиндрическую рабочую камеру осуществляется за счет изменения соотношения составляющих основного потока. Устройство работает следующим образом. Охладитель подают в цилиндрическую рабочую камеру 4 через патрубок 5 для подвода охладителя. За счет конструктивного исполнения вводной проводки поток охладителя разделяется на две составляющие. Первая, основная составляющая потока, подается через патрубок 5 для подвода охладителя через сопло б в камеру смешения и в ходе этой подачи не меняет своей температуры по сравнению с температурой исходного потока. Вторая, регулируемая составляющая потока, подается через патрубок Б для подвода охладителя через каналы 8 для подвода охладителя а кольцевую камеру 7, образованную внешней поверхностью направляющей цилиндрической части 2 вводной проводки и внутренней поверхностью сопловой вставки 3. Прокат по вводной проводке устройства, проходя через входную коническую часть 1, направляющую цилиндрическую часть 2 и сопловую вставку 3, подается в камеру 4 охлаждения. Направляющая цилиндрическая часть 2 вводной проводки, являющаяся элементом центрирования охлаждаемого проката в устройстве, за счет контакта с горячей поверхностью проката нагревается. 8 связи с этим, при прохождении второй, регулируемой составляющей потока, через кольцевую камеру 7, она, за счет контакта с внешней поверхностью направляющей цилиндрической части 2, подогревается и через каналы 9 для отвода охладителя подается о камеру смещения. В камере смешения происходит объединение и перемешивание обеих составляющих потока, в результате чего охладитель на входе в камеру охлаждения приобретает результирующую температур у, превышающую исходную. В момент контакта подогретого потока охладителя с поверхностью горячего раската резко сокращается процесс теплообмена на стадиях пленочного и пузырькового кипения, в результате чего процесс охлаждения преимущественно осуществляется в виде наиболее эффективного, конвективного теплообмена, Таким образом, за счет регулирования температуры потока охладителя на входе в цилиндрическуо рабочую камеру не происходит резкого падения температуры поверхностных слоев, что способствует снижению дефектообразования, и за счет снижения разницы между температурой насыщения и начальной температурой потока охладителя повышается интенсивность теплообмена в камере охлаждения. Направляющая цилиндрическая часть 2 вводной проводки установлена с возможностью вращения вокруг продольной оси устройства. По мере контактирования с горячим прокатом, который трется преимущественно о нижнюю часть цилиндрической части 2 вводной проводки, внутренняя поверхность последней изнашивается. Изношенная сторона цилиндрической части 2 вводной проводки становится легче противоположной и за счет возможности вращения вокруг продольной оси устройства под действие силы тяжести вся цилиндрическая часть 2 вводной проводки проворачивается неизношенной стороной к прокату. То ость, осуществляется самоцентрирование цилиндрической части 2 вводной втулки, что снижает величину локального износа ее внутренней поверхности прокатом и способствует поддержанию на требуемом уровне расчетных значений теплопередачи от горячего проката к цилиндрической части 2 вводной проволоки и от нее - регулируемой составляющей потока охладителя. Таким образом обеспечивается регулирование температуры потока охладителя на входе в цилиндрическую рабочую камеру, что способствует уменьшению дефектообразования и повышению интенсивности теплоотбора от поверхности упрочняемого проката в процессе ее последующего контакта с охладителем, При отсутствии кольцевой камеры 7, образованной внешней поверхностью направляющей цилиндрической части 2 вводной проводки и внутренней поверхностью сопловой вставки 3 весь поток охладителя будет подаваться через сопло 6 в камеру смешения без регулирования температуры. В результате этого в момент контакта нагретой поверхности проката и холодного потока охладителя произойдет интенсивное переохлаждение поверхности, что вызовет локальные объемные деформации поверхностных слоев проката и скачкообразное появление растягивающих напряжений первого рода, способствующих появлению поверхностных дефектов. В то же время наличие данного слоя ограничит поверхность охлаждения граничными условиями первого рода, то есть условиями охлаждения, когда температура поверхности раската равна температуре охладителя. Данный процесс уже не подвергается регулированию интенсивности средствами, предусмотренными в устройстве. Наличие кольцевой камеры 7, образованной внешней поверхностью направляющей цилиндрической части 2 вводной проводки и внутренней поверхностью сопловой вставки 3 позволяет за счет конструктивного исполнения вводной проводки осуществить регулирование температурой потока охладителя на входе в цилиндрическую рабочую камеру путем предварительного подогрева в кольцевой камере 7 регулируемой части потока Охладителя и передаче ей части тепла горячего проката. Это способствует формированию на входе в цилиндрическую рабочую камеру 4 потока охладителя с температурой, обеспечивающей для данного профильного и марочного сортамента обрабатываемого проката уменьшение дефектообразования, так как не происходит интенсивного переохлаждения поверхности раската. Данное техническое решение способствует также повышению интенсивности теплоотбора от поверхности упрочняемого проката в процессе ее последующего контакта с охладителем в цилиндрической рабочей камере за счет возможности реализации граничных условий третьего рода, когда интенсивность теплоотбора определяется значением коэффициента теплоотдачи от поверхности раската. Одним из средств регулирования коэффициента теплоотдачи является изменение температуры охлаждающей среды, то есть охладителя. Наличие в кольцевой камере 7 каналов 8 для подвода охладителя в кольцевую камеру и каналов 9 для отвода охладителя в камеру смешения создает расчетные условия теплообмена в кольцевой камере 7 между внешней поверхностью направляющей цилиндрической части 2 вводной проводки и регулируемой частью потока охладителя. Суммарная площадь каналов 8 для подвода охладителя обеспечивает соотношение между основной частью потока охладителя, не подвергающейся предварительному подогреву и регулируемой - подогреваемой частью потока, в результате чего происходит регулирование температуры потока при их смешивании в камере смешения на входе в цилиндрическую рабочую камеру 4. Таким образом, предлагаемое устройство позволило за счет конструктивного исполнения вводной проводки обеспечить регулирование температурой потока охладителя на входе в камеру охлаждения, уменьшить дефектообразование и повысить интенсивность теплоотбора от поверхности упрочняемого проката в процессе ее последующего контакта с охладителем в цилиндрической рабочей камере.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for heat strengthening of rolled metal
Автори англійськоюBerdychevskyi Yurii Yevhenovych, Yemchenko Yurii Borysovych, Bublyk Pavlo Fedorovych, Pashynskyi Volodymyr Viktorovych
Назва патенту російськоюУстройство для термического упрочнения проката
Автори російськоюБердичевский Юрий Евгеньевич, Емченко Юрий Борисович, Бублик Павел Федорович, Пашинский Владимир Викторович
МПК / Мітки
МПК: C21D 1/62
Мітки: зміцнення, термічного, прокату, пристрій
Код посилання
<a href="https://ua.patents.su/3-12472-pristrijj-dlya-termichnogo-zmicnennya-prokatu.html" target="_blank" rel="follow" title="База патентів України">Пристрій для термічного зміцнення прокату</a>
Спосіб термічного зміцнення прокату
Номер патенту: 2216
Опубліковано: 26.12.1994
Автори: Костирко Сергій Андрійович, Нечепоренко Анатолій Петрович, Худик Юрій Тарасович, Костюченко Михайло Іванович, Худик Валер'ян Тарасович, Приходько Євгенія Валер'янівна, Нечепоренко Володимир Андрійович, Рибалка Віктор Федорович, Гунькін Ігор Олександрович, Івченко Олександр Васильович
Мітки: термічного, зміцнення, спосіб, прокату
Формула / Реферат:
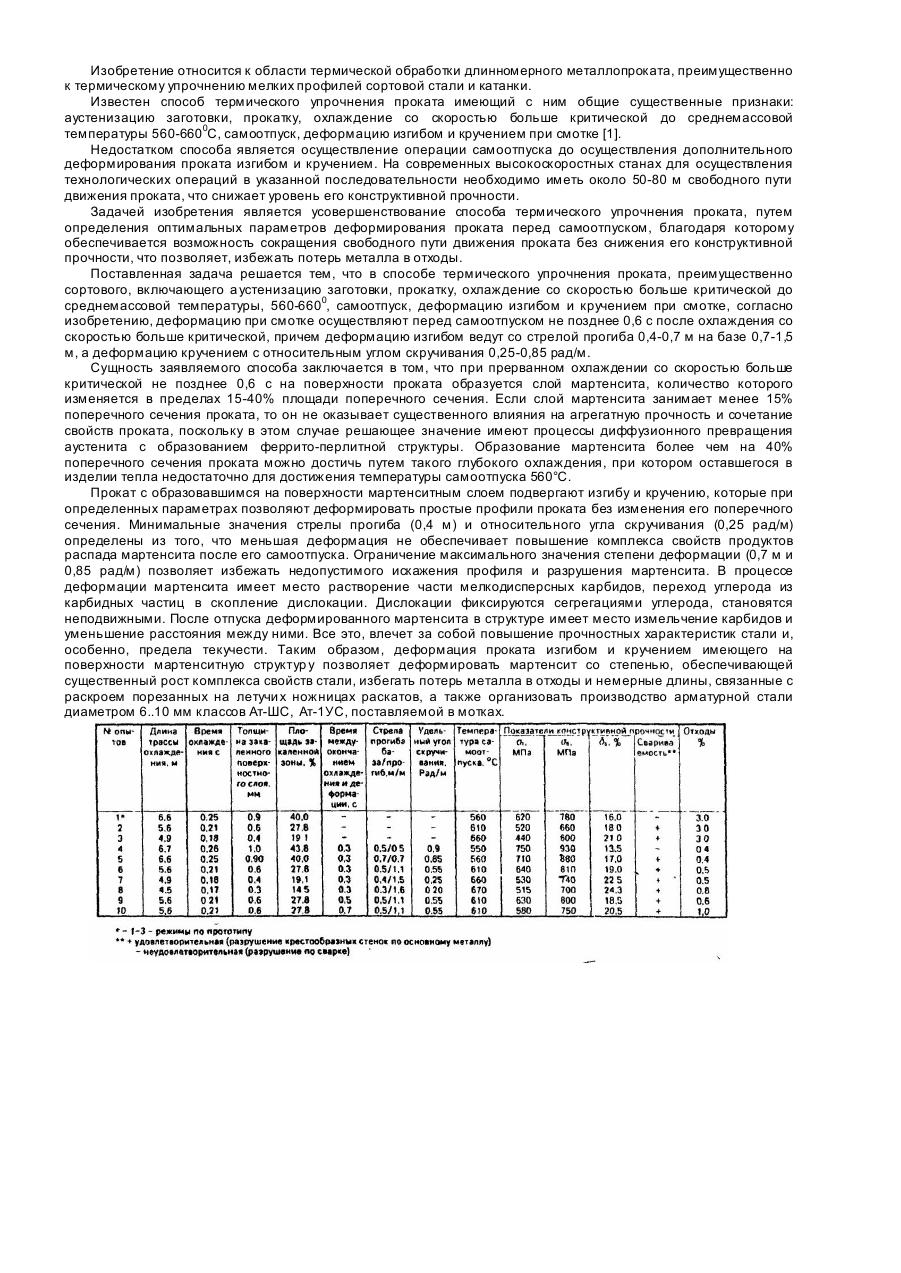
Способ термического упрочнения проката, преимущественно сортового, включающий аустенизацмю заготовки, прокатку, охлаждение со скоростью больше критической до среднемассовой температуры, 560-6600С, самоотпуск, деформацию изгибом и кручением при смотке, отличающийся тем, что деформацию при смотке осуществляют перед самоотпуском не позднее 0,6 с после охлаждения со скоростью больше критической, причем деформацию изгибом ведут со стрелой прогиба...
Спосіб термічного зміцнення прокату
Номер патенту: 11862
Опубліковано: 25.12.1996
Автори: Мадатян Сергій Ашотович, Гермашев Анатолій Федорович, Худик Юрій Тарасович, Тільга Степан Сергійович, Івченко Олександр Васильович, Суріков Ігор Миколайович, Баскін Семен Леонідович, Нечепоренко Анатолій Петрович, Левченко Лев Назарович, Зборовський Леонід Олександрович, Натапов Аркадій Соломонович
Мітки: прокату, спосіб, термічного, зміцнення
Формула / Реферат:
Способ термического упрочнения проката, преимущественно сортового, включающий аустенизацию заготовки, прокатку, ускоренное охлаждение на отводящем рольганге, деформацию при смотке и охлаждение на воздухе, отличающийся тем, что, с целью повышения конструктивной прочности при максимальном выходе годного проката, охлаждение ведут со скоростью выше критической до температуры самоотпуска 560-660°С и деформируют изгибом и продольным кручением со...
Пристрій для термічної обробки та гідротранспортування прокату
Номер патенту: 12468
Опубліковано: 28.02.1997
Автори: Бердічевський Юрій Євгенович, Пашинский Володимир Вікторович, Бублик Павло Федорович, Ємченко Юрій Борисович
МПК: B21B 45/02, C21D 1/62
Мітки: пристрій, термічної, гідротранспортування, обробки, прокату
Формула / Реферат:
Устройство для термической обработки и гидротранспортирования проката, включающее камеру охлаждения и форсунку с кольцевым соплом, образованным конической поверхностью входа в камеру охлаждения и наружной поверхностью концевого участка проводковой втулки, установленными с возможностью относительного перемещения и охвата при этом транспортируемого проката, отличающееся тем, что поверхность входа в камеру охлаждения и наружная поверхность...
Пристрій для охолодження прокату, який рухається
Номер патенту: 400
Опубліковано: 30.04.1993
Автори: Антонов Володимир Федорович, Віліпп Олександр Іванович, Пісарєв Олександр Георгійович, Сичков Олександр Борисович, Мінаєв Олександр Анатолієвич, Судья Володимир Петрович, Онищенко Сергій Олександрович, Кабаченко Сергій Борисович, Львовський Ян Семенович, Бердічевський Юрій Євгенович
МПК: B21B 45/02, C21D 1/02
Мітки: рухається, прокату, охолодження, пристрій
Формула / Реферат:
Формула изобретения Устройство для охлаждения движущегося проката по авт. св. № 1368057, отличающееся тем, что, с целью повышения качества профилей поперечного сечения отличного от круга путем повышения равномерности охлаждения их по периметру, оно снабжено продольными перегородками, установленными между направляющей проводкой и кожухом с образованием между ними каналов, параллельных продольной оси устройства.
Пристрій для термічного руйнування гірничих порід

Номер патенту: 1712
Опубліковано: 25.10.1994
Автори: Бут Микола Пантелійович, Пелих Сергій Миколайович, Акулов Сергій Миколайович
МПК: E21B 7/14, E21C 37/16
Мітки: руйнування, порід, термічного, пристрій, гірничих
Формула / Реферат:
1. Устройство для термического разрушения горных пород, включающее корпус, установленную коаксиально внутри корпуса жаровую трубу, распределительную головку с полостью для подвода окислителя, сопловой аппарат с полостью для его охлаждения и с соплом для истечения продуктов сгорания из внутренней полости камеры сгорания. размещенный между корпусом и жаровой трубой и образующий с последними кольцевые каналы дефлектор, образованную жаровой...
Попередній патент: Пристрій для термічної обробки та гідротранспортування прокату
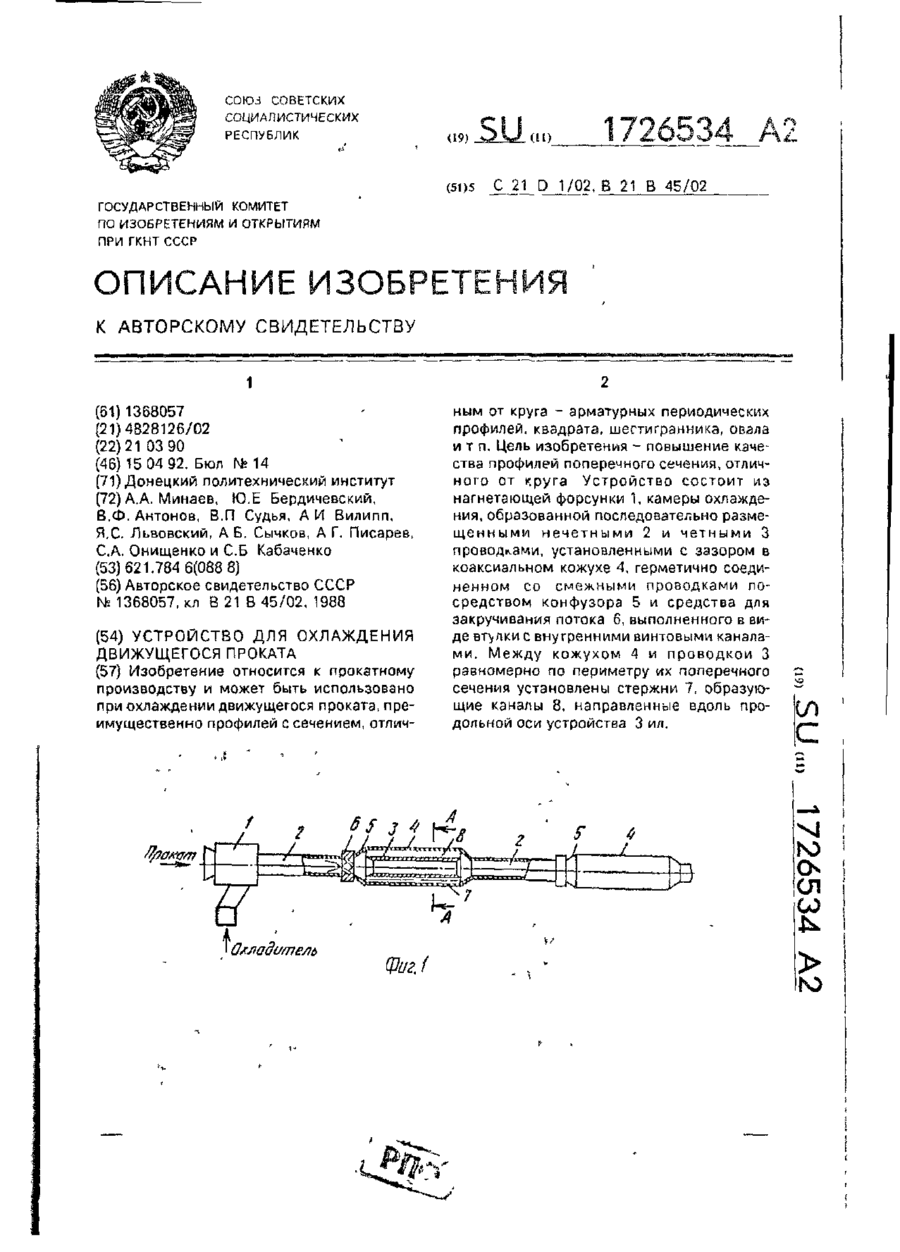
Наступний патент: Спосіб отримування засобу для профілактики і пригнічування злоякісних новоутворень і інфекцій
Випадковий патент: Спосіб (варіанти) і пристрій (варіанти) для передачі даних та спосіб (варіанти) і пристрій (варіанти) для прийому даних