Пристрій для опресовування трубчастих виробів
Номер патенту: 12739
Опубліковано: 28.02.1997
Автори: Глушаков Адольф Якович, Озарчук Петро Антонович, Волошінівський Богдан Онуфрійович, Куртов Веніамин Дмитрович
Текст
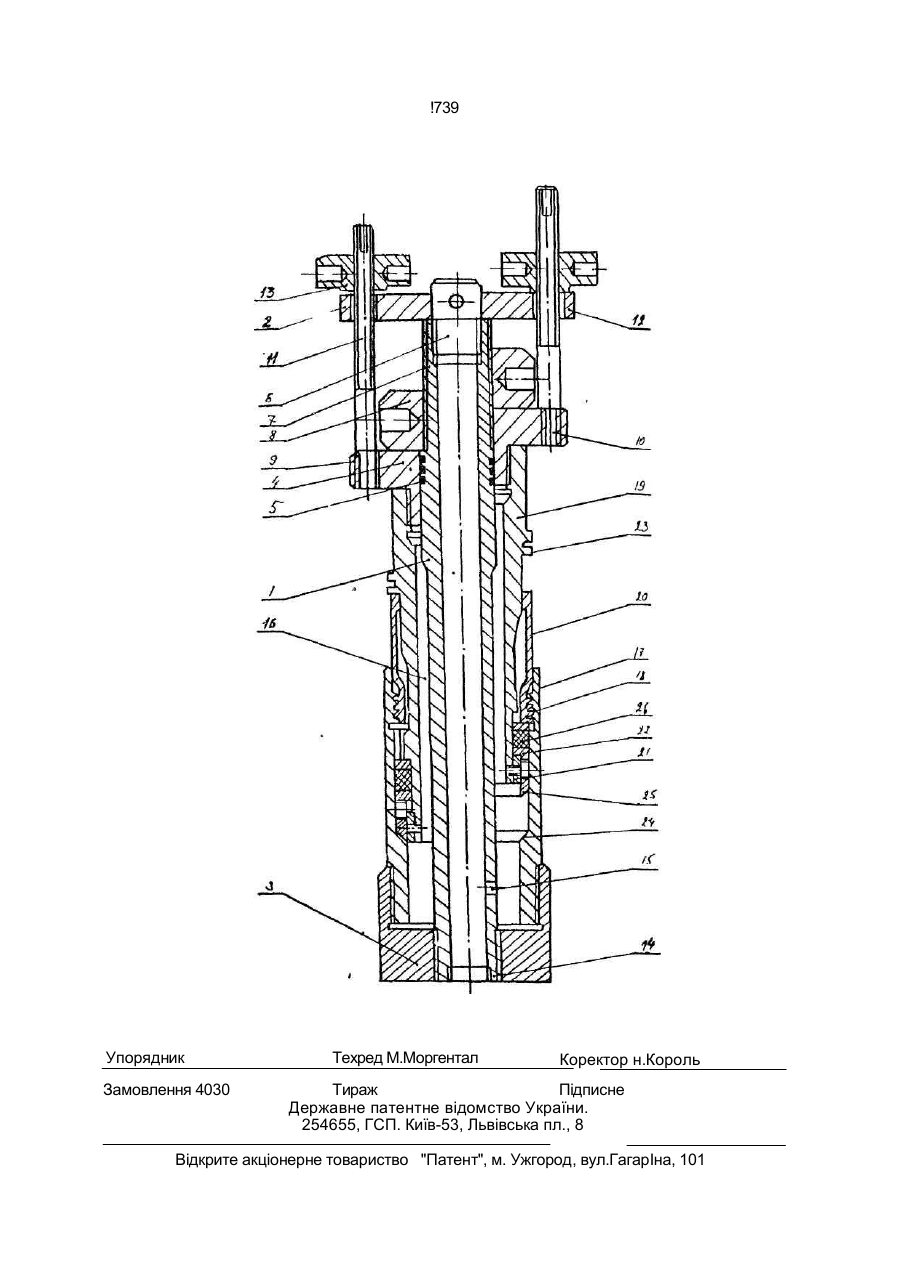
Устройство для опрессовки трубчатых изделий при осевой сжимающей или растя Изобретение относится к контрольноиспытательной технике и может быть использовано для испытания трубчатых изделий избыточным давлением на прочность и плотность избыточным давлением следы при осевой сжимающей или растягивающей нагрузке. Известно устройство для опрессовки трубчатых изделий при осевой сжимающей или растягивающей нагрузке, содержащее винт для установки на него изделия, установленные на свободном конце винта гайку и уплотнительную втулку [1]. В момент опрессовки трубчатого изделия с применением данного устройства при растягивающей нагрузке происходит наложение гидравлической нагрузки. Так как в условиях скважины трубчатое изделие (устройство для соединения секций обсадных колонн) находится в среде цементного камня, т.е. все детали его жестко закреплены, то воздействие избыточного давления не вно гивающей нагрузке, содержащее винт для установки на него изделия, установленные на свободном конце винта гайку и уплотнительную втулку, отличающееся тем, что винт имеет фланец на свободном торце с периферийными отверстиями, устройство снабжено шпильками, размещенными в этих отверстиях, жестко закрепленными одними концами на уплотнительной втулке и имеющими гайки на других концах, установленные с возможностью контактирования с внешней поверхностью фланца, а гайка винта расположена между фланцем и уплотнительной втулкой. сит искажения на величину растягивающей нагрузки. При воздействии давления на трубчатое изделие с применением известного устройства его детали не закреплены и имеют возможность осевого перемещения при увеличении растягивающей нагрузки от гидравлической нагрузки в момент опрессовки трубчатого изделия. Все это приводит к изменению условий испытания трубчатого изделия и как результат этого к искажению результатов испытания (так как фактически испытание производится при другой величине растягивающей нагрузки). Целью настоящего изобретения является повышение достоверности результатов испытания при осевой растягивающей нагрузке за счет исключения влияния гидравлического воздействия на величину растягивающей нагрузки на трубчатое изделие, С > ю • ч О 12739 Эта цель достигается тем, что в извест ном устройстве для опрессовки трубчатых изделий при осевой сжимающей или растя гивающей нагрузке, содержащем винт для установки на него изделия, и установленные 5 на свободном конце винта гайку и уплотнительную втулку, на верхнем конце винта ук реплен фланец, имеющий периферийные отверстия, через которые свободно прохо дят шпильки, жестко соединенные нижним 10 концом с уплотнительной втулкой и имею щие гайки на другом конце с возможностью контактирования их с внешней поверхно стью фланца, а гайка винта размещена меж ду фланцем и уплотнительной втулкой. 15 Такое выполнение устройства позволяет после создания растягивающей нагрузки на трубчатое изделие, но до создания избыточного давления, произвести фиксацию положения изделия. В результате в момент 20 опрессовки на изделие не накладывается гидравлическая нагрузка и не изменяется величина приложенной осевой растягивающей нагрузки. Эти особенности устройства являются не только новыми и дают положи- 25 тельный эффект, но и имеют существенные отличия. На прилегаемом чертеже изображено предлагаемое устройство, на правой половине чертежа - в момент опрессовки с при- 20 ложением осевой растягивающей нагрузки, на левой -то же, в момент приложения осевой сжимающей нагрузки. Устройство для опрессовки трубчатых 35 изделий содержит винт 1 для установки на него изделия. На концах винта 1 установлены фланец 2, заглушка 3, уплотнительная втулка 4, и уплотнительные кольца 5 для герметизации радиального зазора между 40 винтом 1 и втулкой 4. Фланец 2 имеет пробку 6 для его крепления на верхнем конце винта 1 с помощью резьбы. На наружной части верхнего конца винта 1 выполнена резьба 7, на которую навинчена гайка 8, размещенная 45 между фланцем 2 и уплотнительной втулкой 4. Уплотнительная втулка 4 выполнена ступенчатой. На ее ступени меньшего диаметра нарезана резьба для соединения с опрессовываемым изделием. Ее ступень большего 50 диаметра выполнена в виде удлиненного буртика 9, имеющего резьбовые отверстие 10, в которые ввернуты шпильки 11. Во фланце 2 имеются отверстия 12, соосные резьбовым отверстиям 10. Через отверстия 55 12 пропущены шпильки 11. На верхние концы шпилек 11 навернуты гайки 13, имеющие возможность контактирования с внешней поверхностью фланца 2 (в момент подъема уплотнительной втулки 4). Винт 1 выполнен полым и внизу имеет присоединительную резьбу 14 для подачи рабочей среды. В стенке винта 1 выполнено отверстие 15 для соединения его полости с кольцевым пространством 16, образованным наружной поверхностью винта 1 и опрессовываемым трубчатым изделием. Испытываемое изделие представлено устройством для соединения секций обсадных колонн (потайных колонн) и содержит воронку 17, имеющую внутреннюю левую резьбу 18, подвижный относительно воронки 17 ниппель 19, шлипсовый фиксатор 20, кольцо 21 и подвижную башмачную втулку 22. Ниппель 19 имеет буртик 23 для упора кольца 21 внутри воронки 17. В воронке 17 выполнен внутренний буртик 24 для упора башмачной втулки 22 ее торцом 25. Уплотнение зазора между воронкой 17 и подвижного относительно ее ниппеля 19 достигается пакером 26. Устройство работает следующим образом: На ооронку 17 навинчивают заглушку 3. Внутрь заглушки 3 вворачивают вин г 1, к резьбе 14 подсоединяют источник высокого давления. Между винтом 1 и воронкой 17 вставляют ниппель 19 в сборе с башмачной втулкой 22, пакером 26, кольцом 21 и шлипсовым фиксатором 20 до посадки торца 25 башмачной втулки 22 на буртик 24 воронки 17. При заходе ниппеля 19 внутрь воронки 17 шлипсовый фиксатор 20 заходит внутрь левой резьбы 18 воронки 17. Вставляют уплотнительиую втулку 4 и вворачивают ее в муфтовую резьбу ниппеля 19. На наружную резьбу 7 винта 1 навинчивают гайку 8 но так, чтобы между ней и втулкой 4 был осевой зазор. В верхний конец винта 1 вворачивают пробку 6 вместе с фланцем 2. Через отверстия 12 фланца 2 пропускают шпильки 11 и ввинчивают их в резьбовые отверстия 10 до упора буртика шпильки 11 в буртик 9 уплотнительной втулки 4. Сверху на шпильку 11 навинчивают гайки 13. Для испытания при растягивающей нагрузке навинчивают гайки 13 до упора на внешний торец фланца 2. Продолжая навинчивать гайки 13 дальше, тянут уплотнительную втулку 4, а через нее - ниппель 19. Ниппель 19 тянет башмачную втулку 22, соединенную с ним, пакер 26 и кольцо 21 до упора в фиксатор 20. Последний же остается на месте относительно воронки 17 за счет захода шлипсов фиксатора 20 в левую резьбу воронки 17. Пакер 26 сжимается. Навинтив гайки 13 с нужным крутящим моментом, создают на пакер 26 и ниппель 19 заданное растягивающее усилие После этого произ 12739 водят фиксацию положения ниппеля 19 и пакера 26, завернув гайку 8 до упора в верхний торец уплотнительной втулки 4. Устройство готово к проведению испытаний. В полость винта 1 подают испытатель- 5 ную среду (в основном воду) под давлением и выдерживают в течение заданного времени. В случае герметичности проверяемого трубчатого изделия производят разборку, предварительно сбросив давление. Извле- 10 кают воронку 17 и ниппель 19 с башмачкой втулкой 22, пакером 26, кольцом 21 и шлипсовым фиксатором 20. При негерметичности устраняют причины и проводят испытание'. Для испытания под сжимающей нагруз- 15 кой (левая половина чертежа) сборку устройства производят аналогично, но при этом гайки 13 не должны контачить с внешней поверхностью фланца 2. Гайку 8 навинчивают до упора в верхний торец буртика 9 уп- 20 лотнительной втулки 4. При дальнейшем, навинчивании гайки 8 втулка 4 и связанный с ней ниппель 19 заходят внутрь воронки 17. При этом ниппель 19 перемещает кольцо 21, пакер 26 и башмачную втулку 22 до упора их в буртик 24 воронки 17. В момент упора втулка 22 останавливается, пакер 26 сдавливается, герметизируя зазор между ниппелем 19 и воронкой 17. Гайку 8 дожимают с нужным крутящим моментом, обеспечивающим заданное сжимающее усилие на ниппель 19 и пакер 26. Затем производится испытание аналогично описанному выше. Эффективность изобретения заключает ся в обеспечении достоверности результа тов испытания при растягивающей нагрузке за счет исключения влияния гидравлическо го воздействия на величину растягивающей нагрузки. Так как при этом условия испыта ния трубчатого изделия приближаются к его работе в реальных условиях, то это будет способствовать снижению случаев негерме тичности таких изделий в промысловых ус ловиях. . !739 Упорядник Замовлення 4030 Техред М.Моргентал Коректор н.Король Тираж Підписне Державне патентне відомство України. 254655, ГСП. Київ-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.ГагарІна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for pressing tubular articles
Автори англійськоюKurtov Veniamin Dmytrovych, Hlushakov Adolf Yakovych, Ozaruk Petro Antonovych, Voloshinivskyi Bohdan Onyfriiovych
Назва патенту російськоюУстройство для опрессовки трубчатых изделий
Автори російськоюКуртов Вениамин Дмитриевич, Глушаков Адольф Яковлевич, Озарчук Петр Антонович, Волошинивский Богдан Онуфриевич
МПК / Мітки
Мітки: виробів, опресовування, трубчастих, пристрій
Код посилання
<a href="https://ua.patents.su/4-12739-pristrijj-dlya-opresovuvannya-trubchastikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для опресовування трубчастих виробів</a>
Пристрій для опресовування колон труб у свердловині
Номер патенту: 3797
Опубліковано: 27.12.1994
Автори: Римчук Данило Васильович, Кейбал Алєксандр Вікторовіч, Субаєв Абдула Закірович, Ленкевич Юрій Євгенович
МПК: E21B 17/00, E21B 34/00
Мітки: колон, пристрій, труб, опресовування, свердловини
Формула / Реферат:
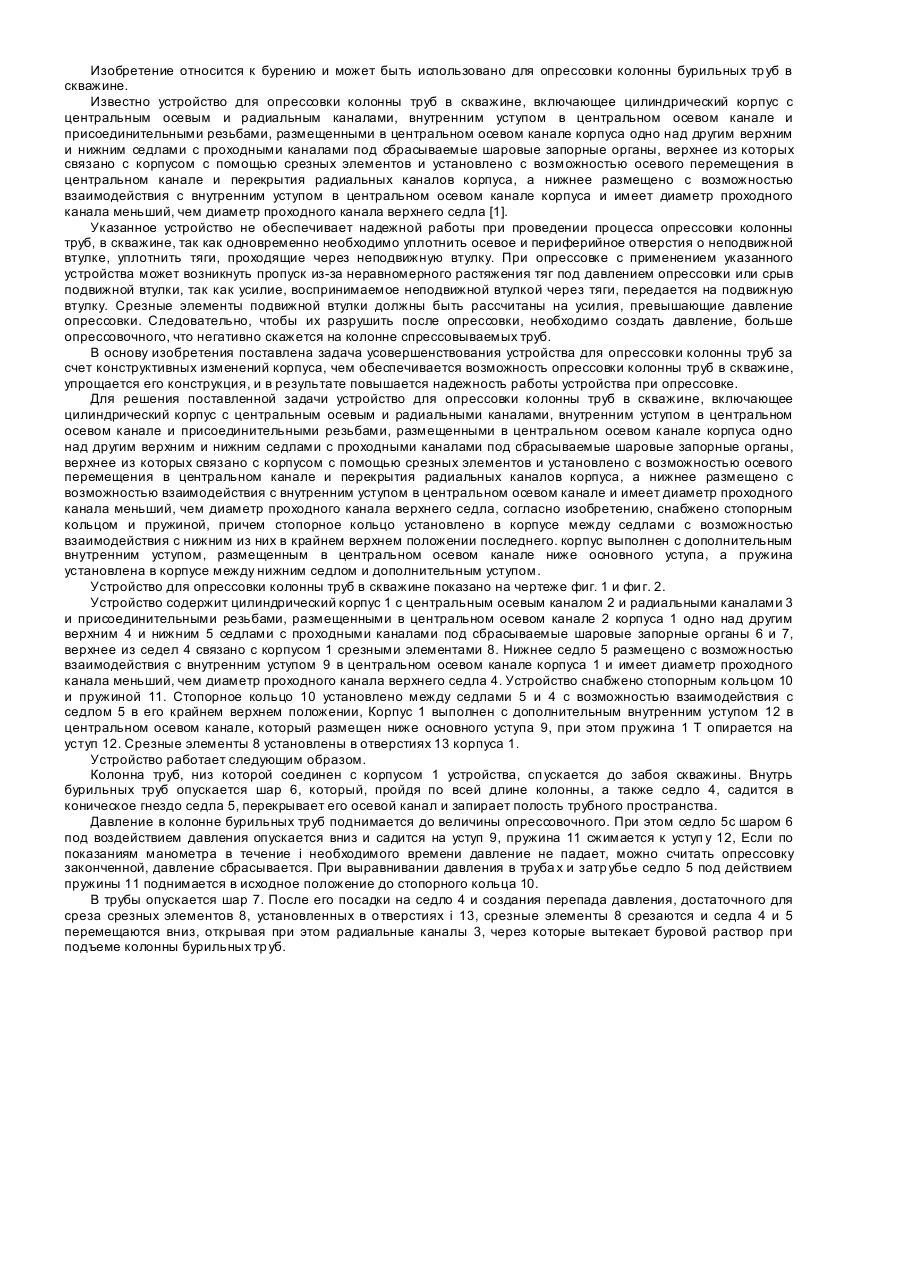
Устройство для опрессовки колонны труб в скважине, включающее цилиндрический корпус с центральным осевым и радиальными каналами, внутренним уступом в центральном осевом канале и присоединительными резьбами, размещенными в центральном осевом канапе корпуса одно над другим верхним и нижним седлами с проходными каналами под сбрасываемые шаровые запорные органы, верхнее из которых связано с корпусом с помощью срезных элементов и установлено с...
Пристрій для виготовлення трубчастих виробів з бетонних сумішей
Номер патенту: 10013
Опубліковано: 30.09.1996
Автори: Кухар Василь Іванович, Бабушкін Володимир Іванович, Кострюков Костянтин Борисович, Тувівович Едуард Михайлович
МПК: B28B 21/02
Мітки: сумішей, виготовлення, пристрій, трубчастих, бетонних, виробів
Формула / Реферат:
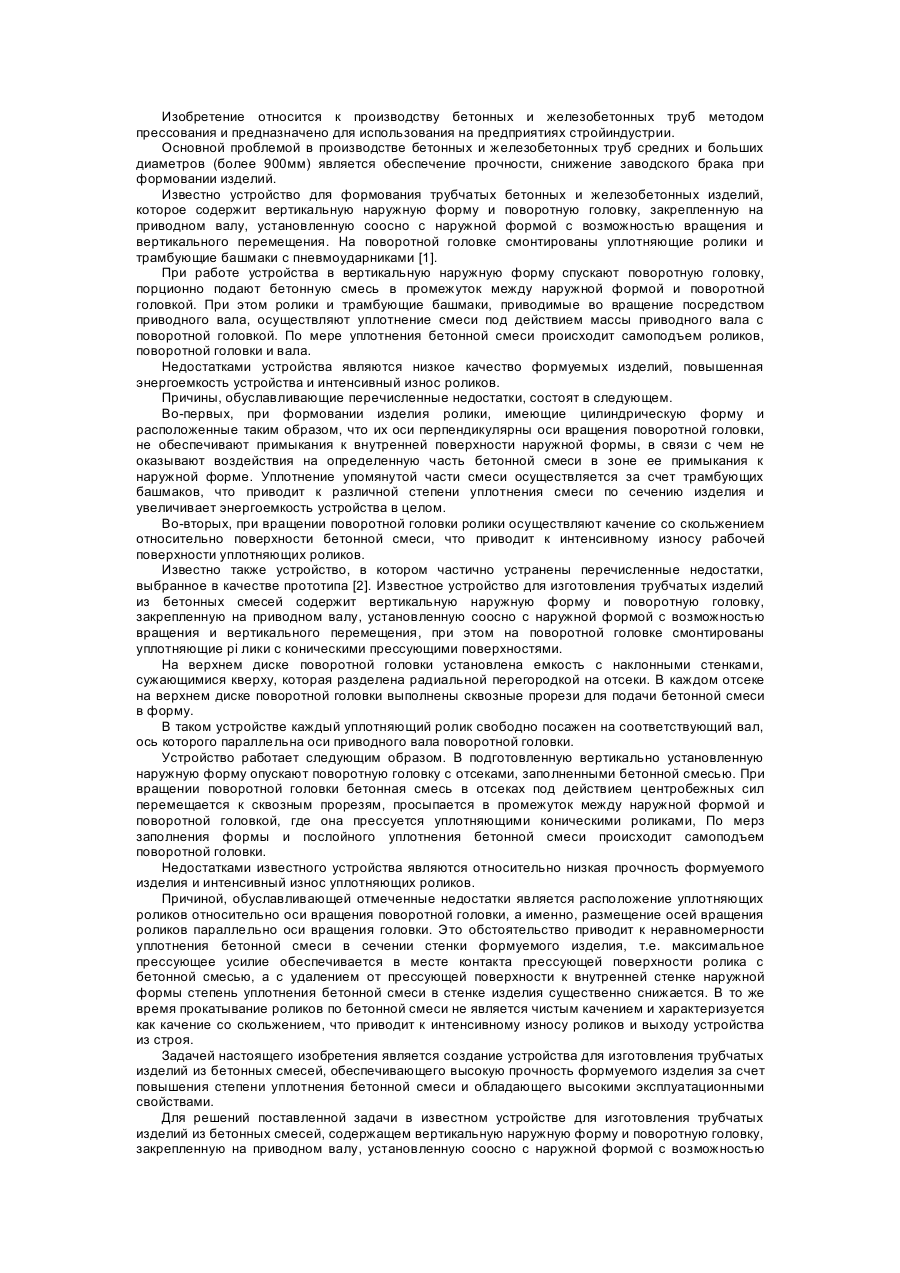
Устройство для изготовления трубчатых изделий из бетонных смесей, содержащее вертикальную наружную форму и поворотную головку, закрепленную на приводном валу, установленную соосно с наружной формой с возможностью вращения и вертикального перемещения, при этом на поворотной головке смонтированы уплотняющие ролики с коническими прессующими поверхностями, образующая которых расположена под углом 45-60° к горизонтальному сечению головки,...
Пристрій для вимірювання товщини стінок трубчастих еластичних виробів
Номер патенту: 3765
Опубліковано: 27.12.1994
Автори: Гусар Віталій Григорович, Івасюк Василь Васильович, Євтихієв Микола Георгійович
МПК: G01B 5/02
Мітки: пристрій, трубчастих, стінок, виробів, вимірювання, еластичних, товщини
Формула / Реферат:
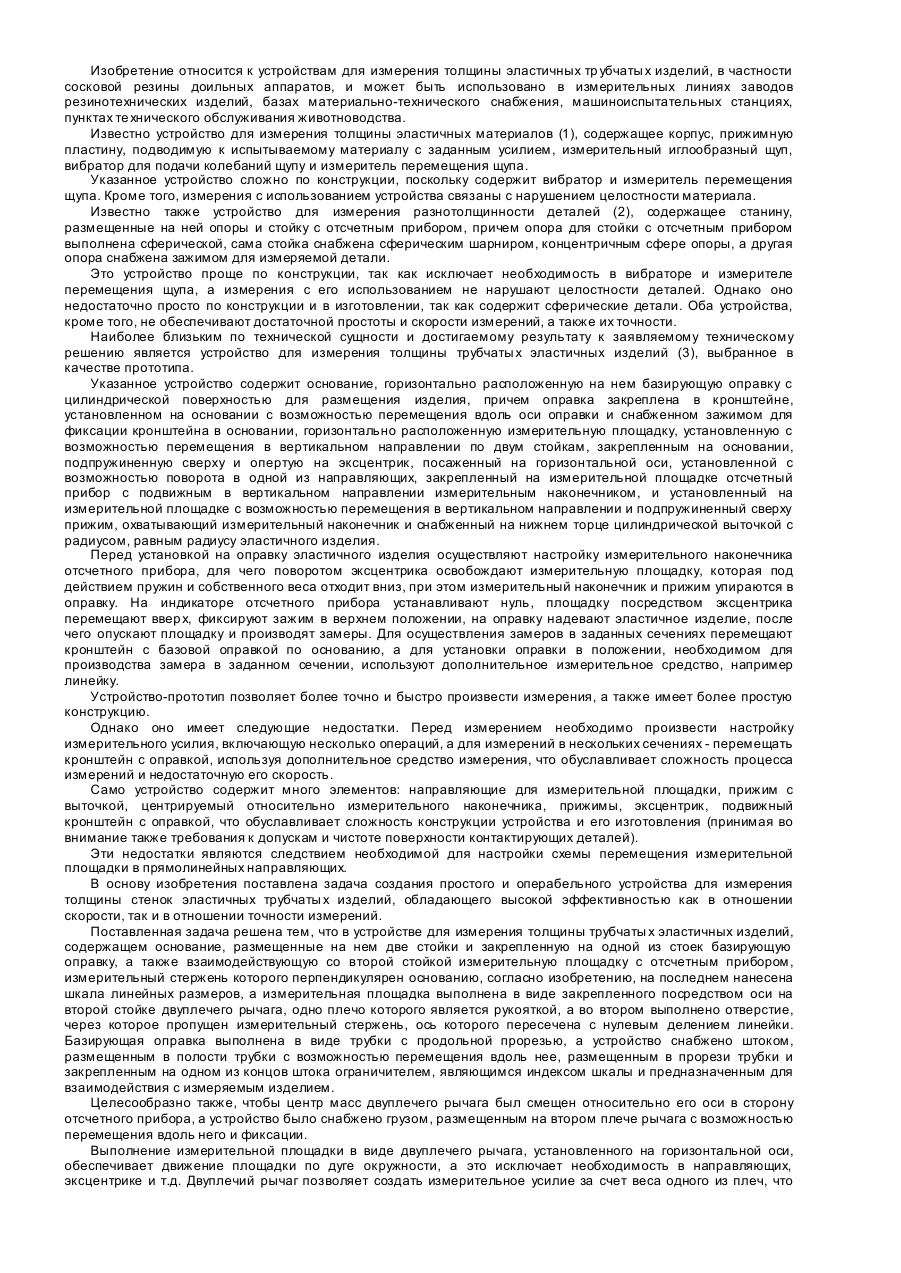
1. Устройство для измерения толщины трубчатых эластичных изделий, содержащее основание, размещенные на нем две стойки, закрепленную на одной из стоек базирующую оправку и взаимодействующую со второй стойкой измерительную площадку с отсчетным прибором, измерительный стержень которого перпендикулярен основанию, отличающееся тем, что на основании нанесена шкала линейных размеров, измерительная площадка выполнена в виде закрепленного посредством...
Пристрій для формування трубчастих виробів з бетонних сумішів
Номер патенту: 9393
Опубліковано: 30.09.1996
Автори: Бахмудов Курбан Алісултанович, Нестеренко Микола Петрович, Шульгін Володимир Васильович, Олехнович Казимир Олександрович
МПК: B28B 1/08, B28B 21/02
Мітки: бетонних, трубчастих, формування, пристрій, виробів, сумішів
Формула / Реферат:
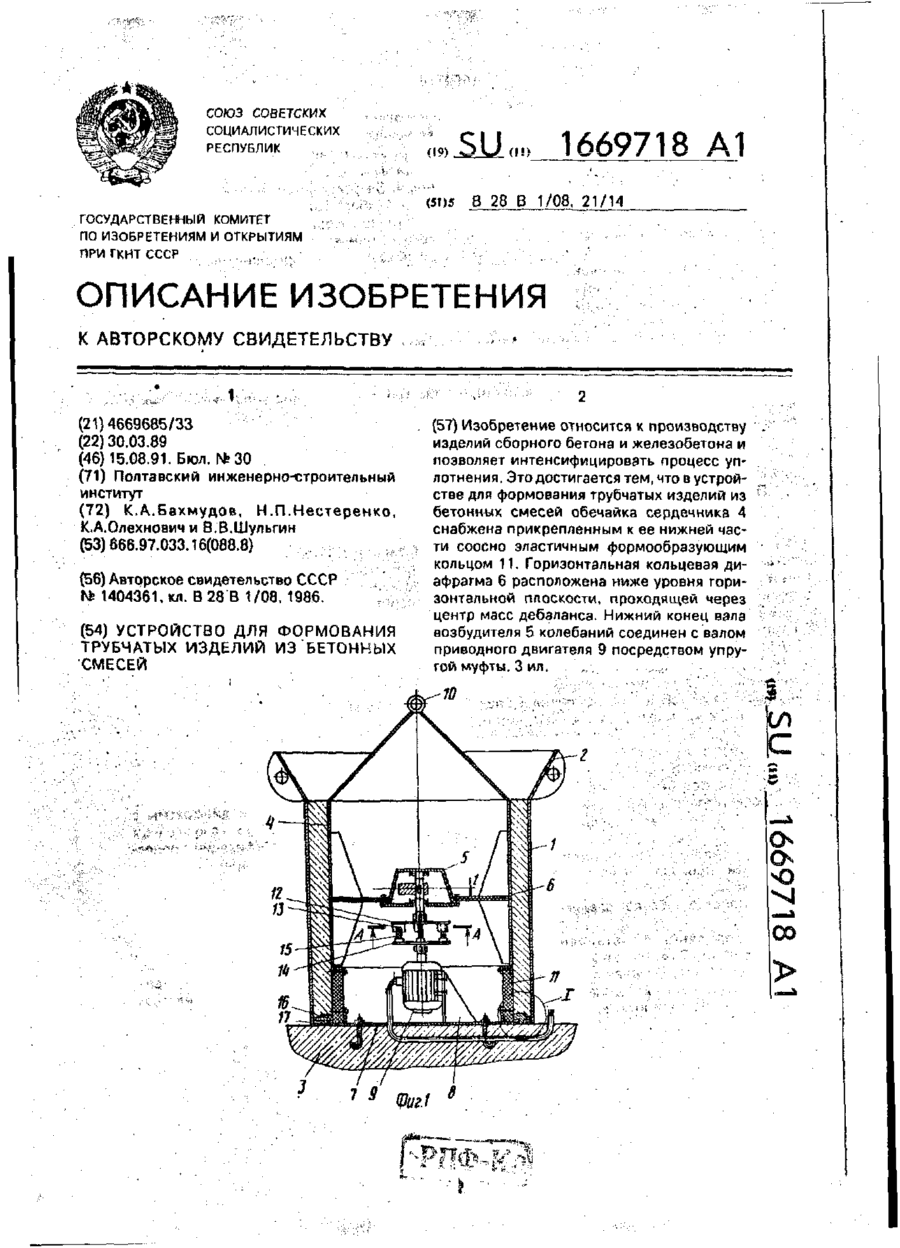
Устройство для формования трубчатых изделий из бетонных смесей, содержащее установленные на основании концентричио составную из продольных секций форму и размещенный в ней сердечник с размещенным вдоль его продольной оси дебалапсным одновальним возбудителем колебаний, соединенным посредством охватывающей его горизонтальной кольцевой диафрагмы с обечайкой сердечника, отличающееся тем, что, с целью интенсификации процессов уплотнения,...
Спосіб виготовлення багатошарових трубчастих виробів
Номер патенту: 747
Опубліковано: 15.12.1993
Автори: Сидоренко Анатолій Михайлович, Краснюк Наталія Євгенівна, Шлапацька Валентина Василівна
МПК: B29C 53/00, B29C 71/00, B31C 1/00
Мітки: спосіб, виготовлення, багатошарових, виробів, трубчастих
Формула / Реферат:
Способ изготовления многослойних трубчатых изделий, включающий намотку на оправку внутреннего и внешнего слоев из стекловолок-нистого наполнителя, пропитанного термореактивным связующим, с расположением между ними среднего слоя изделия и отверждение связующего, отличающийся тем, что, с целью повышения гидростатической прочности изделия, уменьшения его водопоглощения и расширения технологических возможностей способа, в качестве...
Попередній патент: Заглибний струминний насос в.о.єсіна
Наступний патент: Спосіб експресії мітогенного білка ендотеліальних клітин людини
Випадковий патент: Пристрій для транспортування та очистки коренебульбоплодів