Інструмент для калібровки внутрішнього діаметра труб
Номер патенту: 14085
Опубліковано: 25.04.1997
Формула / Реферат
Инструмент для калибровки внутреннего диаметра труб, содержащий оправку со сквозными радиальными каналами и осевой полостью, связанной с источником давления, и напрессованные на нее кольца, наружная и внутренняя поверхности каждого из которых выполнены в виде крайних конических и среднего цилиндрического участков, а на торцах каждого кольца выполнены радиальные пазы, отличающийся тем, что, с целью повышения качества калибровки труб, он снабжен дополнительными кольцами, размещенными на оправке по краям набора основных колец, при этом в теле оправки выполнена дополнительная полость, параллельная основной, связанная с атмосферой и соединяющаяся с наружной поверхностью оправки радиальными каналами в месте контакта торцов каждого дополнительного кольца с основным.
Текст
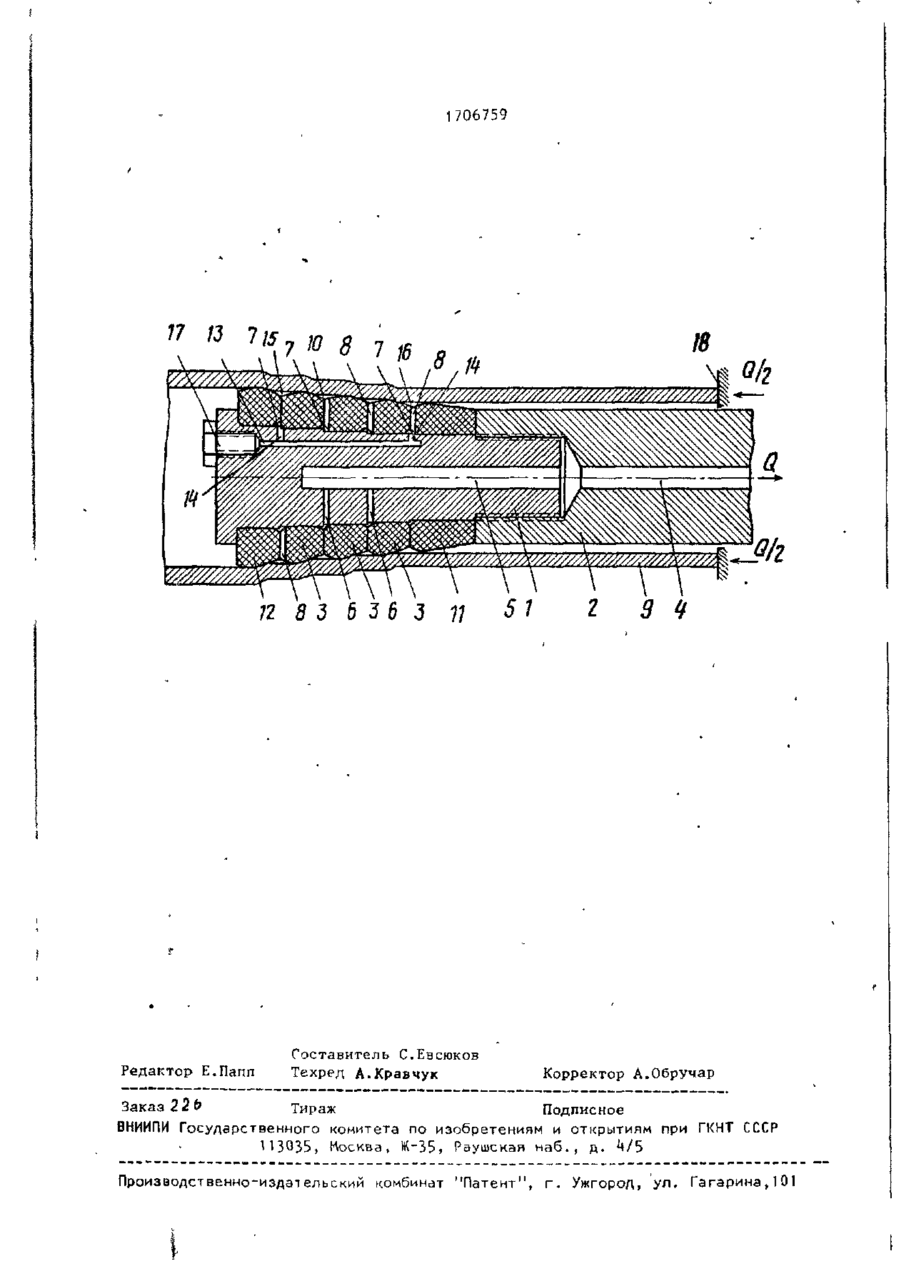
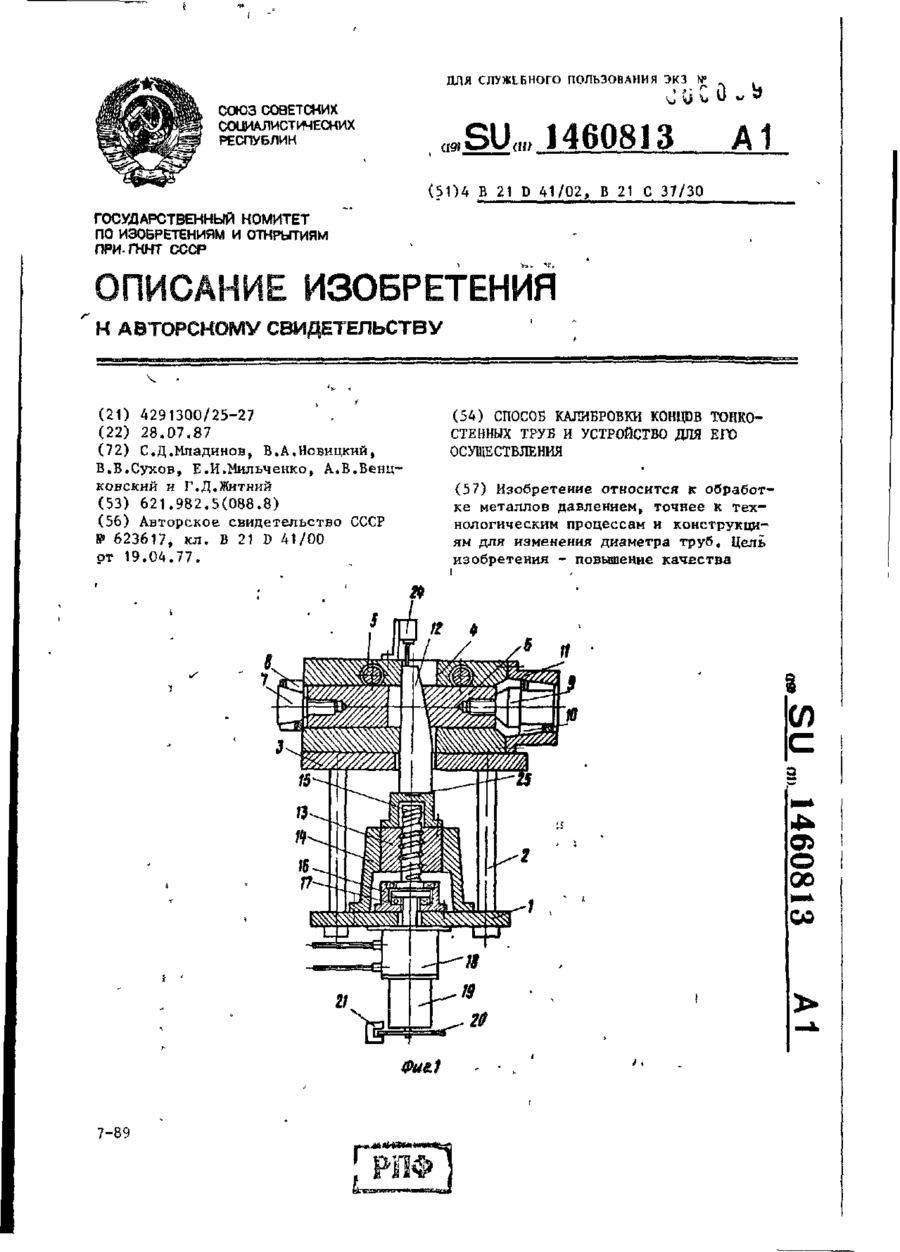
Изобретение относится к обработке металлов давлением и может быть использовано при производстве труб. Цель изобретения - повышение качества калибровки труб по внутреннему Изобретение относится к обработке металлов давлением и может быть использовано при производстве труб. Цель изобретения - повышение качества калибровки труб. На чертеже изображен инструмент, общин вид. Оправка 1 навинчивается на стержень 2. Оправка может быть как ступенчатой, так и гладкой. На оправку напрессованы кольца 3. В стержне 2 выполнен канал 4, а в оправке 1 выполнена сопряженная с ним осевая полость 5 и радиачьные каналы 6, соединяющие полость 5 с кольцевыми полостями 7, образованными коническими участками на внутренней поверхности напрессованных на оправку колец 3. На боковой поверхности колец 3 выполнены радиальные пазы 8, которые со стенкой соседнего кольца образуют ка диаметру. Это достигается тем, что в инструменте, содержащем оправку с напрессованными на нее кольцами, на наружной ч внутренней поверхностях каждого из которых выполнены крайние конические и средний цилиндрический участки, выполнена система каналов, обеспечивающая подачу смазки под дав лением к средним деформирующим кольцам. К очагу деформации первого и последнего деформирующих колец смазка подается без высокого давления, обеспечивая на них граничный реэтим тренчя. 1 ил. налы, соединяющие кольцевые полости 7 с наружными коническими участками на кольцах 3, Эти участки на кольцах 3 при контакте с насаженной на них обрабатываемой трубой 9 образуют кольцевые пазы 10. По краям набора колец 3 на оправку 1 насажены дополнительные кольца 11 и 12, выпопиение которых идентично выполнению основных колец 3. диаметр цилиндрического участка первого по ходу техпроцесса кольца 11 выполняют меньшим на 0,2-1,0 мм, чем внутренний диаметр исходной трубы. Диаметр цилиндрического участка последнего кольца 12 выполняют соответствующим конечному диаметру калибруемой трубы, с учетом ее упругого последействия. В теле оправки параллельно ее оси выполняют продольную полость 13, ко 1706759 торая соединена с кольцевыми полостя ми 7 первого и последнего колец отверстиями 14, выполненными в теле оправки. Между трубой и выточками крайних колец образуются кольцевая закрытая полость 15 и открытия полость 16. Полость 13 запирается болтом 17. Труб а 9 опирается на упор 18. * Инструмент работает следующим образом. Трубу 9 опирают задним концом на упор 18 и вводят в нее стержень с инструментом для калибровки внутреннего диаметра труб. Посредством стержня 2 силой Q втягивают инструмент в полость трубы до захода кольца 12 в трубу. На инструмент предварительно наносится смазка и его кольца работают в режиме граничного трения. Затем по каналу 4 подается смазка высокого давления, которая по полости 5 и радиальным каналам 6 поступает в кольцевые полости 7 всех колец, кроме первого и последнего. Далее смазка 25 по каналам, образованным пазами 8, поступает в кольцевые каналы 10 и воздействует на трубу во время ее калибровки, В процессе калибровки, с использованием высокого давления ^0 смазки, между кольцами и трубой осуществляется жидкостной режим трения. При этом процессе часть смазки, отжимая трубу от колец 3, из кольцевых каналов 10 перетечет в кольцевую полость 15. В полости 15 смазка обеспе- 35 чит граничный режим трения на кольце 12. Избыток смазки из кольцевой полости 15 по каналам, образованным радиальными пазами 8 кольцевой полости 7, отверстиями 14 в оправке попадает 40 в продольную полость 13 низкого давления жидкости. Из этой полости через отверстие 14 в районе стыка первого кольца 11 и второго кольца 3 смазка попадает в кольцевую полость 16, 45 обеспечивая граничный режим трения первого деформирующего кольца 3. Избыток смазки из полости 16 выжимается в зазор между трубой и кольцом 11 инструмента . ^" за счет подачи высокого давления смазки обеспечивается жидкостной режим трения, а на последнем кольце 12 с н о ва граничний. При жидкостном режиме трения, и з з а возможного различия механических свойств металла на отдельных участках трубы, разноетеиноети трубы, изменения давления смазки во время калибровки и п р . , толщина жидкостного слоя между трубой и деформирующим кольцом может несколько изменяться. Это приведет к разбросу размеров внутреннего диаметра калибруемой трубы. Установка на конце оправки кольца с граничным режимом трения и с минимальной деформацией трубы позволяет повысить к а ч е ство калибровки труб. Обильная смазка перед первым деформирующим кольцом повысит,его стойкость и положительно повлияет на качество калибруемых труб. Инструмент для калибровки внутреннего диаметра труб, помимо получения высокой точности и чистоты поверхности внутреннего канала трубы, позволяет на (40-50)% уменьшить осевое у с и л и е , действующее на трубу при калибровке. Это позволяет калибровать более длинные трубы. Ф о р м у л а и з о б р е т е н и я Инструмент для калибровки внутреннего диаметра труб, содержащий оправку со сквозными радиальными каналами и осевой полостью, связанной с источником давления, и напрессованные на нее кольца, наружная и внутренняя поверхности каждого из которых выполнены в виде крайних конических и среднего цилиндрического участков, а на торцах каждого кольца выполнены радиальные пазы, о т л и ч а ю щ и й с я тем, что, с целью повышения качества калибровки труб, он снабжен дополнительными кольцами, размещенными на оправке по краям набора основных колец, при этом в теле оправки выполнена дополнительная полость, параллельная основной, связанная с атБлагодаря такому сочетанию каналов мосферой и соединяющаяся с наружной и току смазки в инструменте обеспечиповерхностью оправки радиальными кавается возможность смазки первого деналами в месте контакта торцов каждоформирующего кольца J в граничном режиме трения, на последующих кольцах 3 55 го дополнительного кольца с основным. 1706759 Я 0/2 п 8 з б зб з 7 7 Редактор Е.Папп si Составитель С.Евсюков Техред А.Кравчук г ач Корректор А.Обручар Заказ 2 2 6 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 1 13035, Москва, Ж-35, Раушская н а б . , д . Производственно-издательский комбинат "Патент", г . Ужгород, у л , Гагарина,101
ДивитисяДодаткова інформація
Назва патенту англійськоюTool for calibrating pipe bore
Автори англійськоюTyr Valentyn Rudolfovych, Tyr Svitlana Havrylivna
Назва патенту російськоюИнструмент для калибровки внутреннего диаметра труб
Автори російськоюТир Валентин Рудольфович, Тир Светлана Гавриловна
МПК / Мітки
МПК: B21D 41/00
Мітки: внутрішнього, труб, діаметра, калібровки, інструмент
Код посилання
<a href="https://ua.patents.su/4-14085-instrument-dlya-kalibrovki-vnutrishnogo-diametra-trub.html" target="_blank" rel="follow" title="База патентів України">Інструмент для калібровки внутрішнього діаметра труб</a>
Інструмент для роздачі труб
Номер патенту: 8410
Опубліковано: 29.03.1996
Автор: Тир Сергій Валентинович
МПК: B21D 41/00
Мітки: роздачі, труб, інструмент
Формула / Реферат:
Инструмент для раздачи труб, содержащий ступенчатую оправку с напрессованными на нее кольцами, на наружной поверхности которых выполнены наклонные и параллельные оси оправки участки, отличающийся тем, что, с целью повышения качества изделий, на оси оправки выполнены полость и канал, подводящий в полость жидкость под давлением, в стенках оправки - радиальные отверстия, на торцах колец - радиальные пазы, сообщающиеся с отверстиями оправки,...
Спосіб роздачі труб
Номер патенту: 2955
Опубліковано: 26.12.1994
Автори: Тир Сергій Валентинович, Тир Валентин Рудольфович
МПК: B21D 41/00
Формула / Реферат:
Способ раздачи труб дорном с одновременной подачей во внутреннюю полость трубы жидкого или газообразного рабочего тела под давлением, отличающийся тем, что, с целью улучшения качества внутренней поверхности труб и увеличения деформации металла труб за один проход дорна, рабочее тело подают в полость, расположенную перед дорном по ходу его перемещения.
Спосіб калібровки кінців тонкостінних труб і пристрій для його втілення
Номер патенту: 9460
Опубліковано: 30.09.1996
Автори: Мільченко Євген Іванович, Младінов Степан Дмитрович, Житній Григорій Дмитрович, Венцківський Олександр Вітальович, Сухов Віталій Вікторович, Новицький Валерій Андронович
МПК: B21D 41/00, B21C 37/06
Мітки: труб, калібровки, втілення, спосіб, пристрій, кінців, тонкостінних
Формула / Реферат:
1. Способ калибровки концов тонкостенных труб путем их расширения или обжатия, отличающийся тем, что, с целью повышения качества труб, деформацию расширения или обжатия производят в два этапа: первоначально до диаметра трубы D1, определяемого соотношениемгде Dном - заданный диаметр конца трубы,sт - предел текучести материала трубы,Е - модуль упругости материала трубы,e - относительное удлинение материала...
Пристрій для контролю внутрішнього діаметра труби
Номер патенту: 6564
Опубліковано: 29.12.1994
Автори: Шульга Віктор Федорович, Ісаков Станіслав Васильович, Шеметов Анатолій Ілліч, Головко Володимир Сергійович, Бражник Євгеній Георгійович, Колісник Євгеній Сергійович
МПК: G01B 5/08
Мітки: контролю, внутрішнього, трубі, діаметра, пристрій
Формула / Реферат:
(57) Устройство для контроля внутреннего диаметра трубы, содержащее основание, размещенные на нем стойки с опорными роликами, привод для вращения трубы, ползун, предназначенный для размещения в полости трубы с возможностью осевого перемещения и фиксации, механизм центрирования ползуна, механизм слежения за изменением внутреннего диаметра трубы в виде датчика касания и связанного с ним датчика перемещения и блок обработки сигналов, соединенный...
Інструмент для витягання труб
Номер патенту: 3890
Опубліковано: 27.12.1994
Автори: Далевський Леонід Іванович, Рутковський Олег Володимирович
МПК: E21B 31/00
Мітки: інструмент, труб, витягання
Формула / Реферат:
Изобретение относится к бурению скважин, а именно к ловильным устройствам для извлечения прихваченных колонн, верхняя часть которых отклонена в каверну.Известен гидравлический отводной крючок [1]. включающий корпус, внутри которого установлен подпружиненный поршень со штоком, взаимодействующим с шарнирно установленным отводным крючком. Ловильный инструмент устанавливается над отводным крючком, следовательно, вблизи ловильного...
Попередній патент: Спосіб випалювання сировинного матеріалу та пристрій для його здійснення
Наступний патент: Спосіб виготовлення твердих сплавів і надтвердих композиційних матеріалів
Випадковий патент: Ферментер