Спосіб виготовлення двошарового виробу
Номер патенту: 14649
Опубліковано: 20.01.1997
Автори: Артьомов Віктор Андрійович, Новацький Сергій Антонович, Сатанін Володимир Андрійович

Формула / Реферат
Способ изготовления двухслойного изделия, включающий раздельное изготовление компактной охватывающей и порошковой охватываемой частей-заготовок, механические обработку и активирование сопрягаемой поверхности охватывающей части, а также сопряжение частей-заготовок через промежуточный порошковый слой, отличающийся тем, что активирование внутренней поверхности охватывающей части-заготовки проводят до образования на ней неровностей с размерами соизмеримыми со средним размером автономных частиц порошка промежуточного слоя, в свою очередь, соизмеримых со средним размером диаметра открытых пор сопрягаемой поверхности охватываемой порошковой части-заготовки, и, при этом, собственно активирование внутренней поверхности охватывающей части-заготовки совмещают с се окончательной механической обработкой.
Текст
Способ изготовления двухслойного изделия, включающий раздельное изготовление компактной охватывающей и порошковой охватываемой частей - заготовок, механические обработку и активирова ние сопрягаемой поверхности охватывающей части, а также сопряжение частей - заготовок через промежуточный порошковый слой, о т л и ч а ю щ и й с я тем, что активирование внутренней поверхности охватывающей части-заготовки проводят до образования на ней неровностей с размерами соизмеримыми со средним размером автономных частиц порошка промежуточного слоя, в свою очередь, соизмеримых со средним размером диаметра открытых пор сопрягаемой поверхности охватываемой порошковой части-заготовки, и, при этом, собственно активирование внутренней поверхности охватывающей части-заготовки совмещают с ее окончательной механической обработкой. С > с* Изобретение относится к области порошковой металлургии, в частности к производству биметаллических изделий, и может быть использовано при изготовлении слоистых деталей различного функционального назначения, например подшипников скольжения, одна из конструктивных частей которых выполнена из компактного металлического материала, а вторая - из порошкового антифрикционного. Известен способ получения двухслойных изделий (патент Японии № 59-39481, МКИ В 22 F 7/04; С 22 С 1/04; 9/06; 1985, "Спеченная многослойная деталь скольжения и способ ее изготовления"), согласно которому составляющие биметаллического соединения элемента - трубчатую заготовку из нержавеющей или углеродистой компактной (беспористой) стали и прессовку из порошковой смеси (никель-медь-графит), автономно изготовленные по соответствующим технологиям - механическая обработка (резанием), порошковая металлургия (прессование, спекание), предварительно монтируют в сборку-заготовку "компактная трубчатая обойма- порошковая прессовка", а затем спекают в вакууме или в восстановительной газовой атмосфере. В результате термического объемного расширения порошковой прессовки при 14649 спекании образуется плотный контакт сопрягаемых поверхностей компактной и порошковой частей биметаллической сборки, что в сочетании с высокотемпературным нагревом и изотермической выдержкой приво- 5 дит к зарождению, развитию и протеканию поверхностных диффузионных явлений в направлении: прессовка -*• компактная заготовка. Результатом этого является образующа- 10 яся металлургическая рвязь между частями слоистой сборки, придающая последней необходимые характеристики прочностных свойств готового двухслойного изделия. Недостатком данного способа является 15 использование при его реализации гладкой (неактивированной) поверхности компактной заготовки, что несмотря на природную активность контактной поверхности порошковой прессовки (благодаря присущей ей 20 поверхностной пористости), является препятствием как для инициирования, так и для интенсификации диффузионных процессов при спекании сборки-заготовки. Кроме этого, организация благоприятных условий для 25 протекания диффузионных процессов в данном случае предусматривает необходимость и целенаправленного подбора материалов соединяемых частей биметаллического изделия, что не всегда 30 может отвечать требованиям функционального назначения последнего. Известен также способ получения слоистого биметаллического соединения, один из конструктивных элементов которого яв- 35 ляется порошковым пористым (авт. св. № 1540944, МКИ В 22 F 7/04. 1990). Данный способ предусматривает размещение между сопрягающимися поверхностями соединяемых элементов промежуточного слоя - 40 шликера из металлического порошка материалов этих элементов и последующее спекание сборки в защитной атмосфере. Наличие непосредственно в зоне сопряжения поверхностей соединяемых элементов 45 порошковых частиц, обладающих сильно развитой поверхностью, существенно интенсифицирует протекание и конечную эффективность процесса высокотемпературной диффузии при спекании, что, в ко- 50 нечном итоге, благоприятно сказывается на формировании металлургической связи в зоне соединения. Повышению прочности соединения благоприятствует и образование непосредст- 55 венно в его зоне микропористости, формирующейся при спекании порошка промежуточного слоя. Однако и этот способ не предусматривает операции активации сопрягаемой по верхности компактного элемента перед его монтажом в заготовку биметаллического соединения. Поэтому суммарная площадь контакта порошка промежуточного слоя с сопрягаемой поверхностью компактного элемента существенно ниже такового, имеющего место с поверхностью пористого элемента, что, естественно, отрицательно проявляется в уровне межслоиной прочности готового биметаллического соединения. По технической сущности и достигаемому эффекту наиболее близким к предлагаемому изобретению является "Способ изготовления двухслойных изделий трубчатой формы" (авт. св. Ne 1371772, МКИ В 22 F f 7/04, 1988), заключающийся в раздельном изготовлении внешней (охватывающей) трубчатой части-заготовки с рельефом (неровностями), выполненными механическим путем (резанием) в форме винтовой канавки на ее внутренней (контактной) поверхности и внутренней (охватываемой) части в виде порошковой трубчатой вставки, помещении в объем винтовой канавки абразивной пасты на основе порошка оксида алюминия и последующей сборке конструкции готового изделия путем установки порошковой вставки в охватывающую часть калиброванием. Признаки объекта-прототипа общие с таковыми заявляемого изобретения: заготовки охватывающей и охватываемой частей двухслойного изделия изготавливают автономно, при этом охватываемая часть (внутренний слой готового изделия) - порошковая деталь; внутреннюю поверхность охватывающей части механически активируют, т. е. выполняют с неровностями; перед сборкой частей-заготовок в конструкцию двухслойного изделия между их контактирующими поверхностями помещают промежуточный слой, содержащий порошкообразное вещество. Автономное выполнение частей-заготовок двухслойного изделия предопределяет возможность их изготовления не только из разнородных материалов, но и по наиболее оптимальной из известных для каждого из них технологии. Например, охватывающую часть - из компактного (беспористого) металлического материала - механической обработкой (резанием); охватываемую часть из порошкового многокомпонентного антифрикционного материала на металлической основе с заданной пористостью - методом порошковой металлургии. Механическое активирование внутренней поверхности охватывающей части-заготовки обеспечивает возможность повышения прочности готового двухслойно 14649 специфических возможностей отдельных го изделия, как биметаллического соединеопераций и технологии порошковой металния в целом, за счет увеличения суммарной лургии как таковой, как-то технологически площади межслойного сцепления его часнесложное получение порошковых смесей тей - заготовок. 5 расчетного (наперед заданного) гранулоПомещение в зону сопряжения частей метрического состава, изготовление позаготовок порошкообразного вещества такрошковых изделий с заданной же обеспечивает рост прочности межслойпористостью, существование объь стивной ного сцепления благодаря повышено функциональной связи между размерами развитой поверхности автономных порошковых частиц, а значит и их суммарной пло- 10 частиц исходных порошков-компонентов и щади поверхности, входящей в прямой средним размером (диаметром) пор порошконтакт с сопрягающимися поверхностями ковых изделий, получаемых из этих компочастей-заготовок при их сборке в конструкнентов и т. д., что и предопределяет цию биметаллического соединения. возможность устранения вышеотмеченмых 15 недостатков способа-прототипа при услоОднако наряду с отмеченным способвии выполнения технологических рекоменпрототип имеет и недостатки. Так, во-пердаций предлагаемого изобретения. вых, двухслойное изделие, получаемое по анализируемому способу-прототипу, являПоставленная задача решается тем, что ется на самом деле трехслойным соединев способе изготовления двухслойного издением: внешний - промежуточный - 20 лия, включающем раздельное (независивнутренний слои, следовательно, прочность мое) получение заготовок компактной его предопределяется уровнем сцелляемоохватывающей и порошковой охватываести взаимно сопрягающихся между собой мой частей, механическую обработку (резаповерхностей всех трех отмеченных слоев. нием) и механическое активирование При этом собственно упомянутый уровень 25 сопрягаемой поверхности охватывающей сцепляемости, в свою очередь, зависит, очечасти, а также последующее сопряжение чавидно, не столько от степени активности стей - заготовок через промежуточный слой, указанных поверхностей как таковой, скольсодержащий частицы порошкового вещестко от того как удачно подобраны относива, активирование внутренней поверхности тельно друг друга геометрические размеры 30 охватывающей части - заготовки проводят поверхностных микронеровностей взаимно до образования на ней неровностей с разсоприкасающихся частей-заготовок и размерами, соизмеримыми со средним размемеры частиц порошка промежуточного ром автономных частиц порошка слоя; во-вторых, активирование внутренней промежуточного слоя, в свою очередь, соизповерхности охватывающей части-заготов- 35 меримых со средним размером диаметра ки двухслойного изделия, заключающееся в открытых пор сопрягаемой поверхности охвыполнении на ней рельефа в форме винтоватываемой порошковой части - заготовки, вой канавки, являясь самостоятельной техпри этом, собственно операцию активиронологической операцией, объективно вания сопрягаемой поверхности охватываусложняет процесс получения готового из- 40 ющей части-заготовки совмещают с делия в целом, но, при этом, сама винтовая окончательным этапом ее механической обканавка выполняет функцию не столько собработки резанием. ственно активатора контактной поверхноПредлагаемый способ осуществляется сти охватывающей части-заготовки, сколько следующим образом. играет роль объема для помещения в нем Охватываемую часть - заготовку изгопасты, абразивные частицы которой и явля- 45 товляемого двухслойного изделия получают ются действительно существенным препятпо известной технологии порошковой мествием нарушению целостности таллургии: приготовление механической соединения слоев готового изделия в просмеси (в смесителе со смещенной осью врацессе его эксплуатации. 50 щения) порошков: железа (основа материаЗадачей изобретения является усоверла), меди марки ПМС-1 (2,5 % мае.) и шенствование способа-прототипа изготовграфита карандашного (1,5 мас.%); прессоления двухслойного изделия (одна из частей вание (холодное, двухстороннее в металликоторого - порошковая), путем, главным обческой пресс-форме) при давлении 5 т/см 2 разом, целенаправленного использования 55 получение прессовок в виде цилиндричеряда специфических свойств исходных поских втулок; спекание (в противоокислирошков-компонентов, например их высокую тельной защитной среде: под плавким удельную поверхность и объективно связангерметизирующим затвором, в аргоне и т. ную с этим повышенную реакционную споп.) при температуре 1050°С с изотермичесобность, а также потенциальных ской выдержкой 2 ч. При этом 75-80% (мае.) 14649 частиц исходного железного порошка имели средний размер 100-125 мкм. Пористость порошковой масти-заготовки составляла 2025%. что предопределило качество ее пропитки индустриальным маслом - 5 масловпитываемость составляла 1,8 - 2,0 % (мае). Охватывающую часть двухслойного изделия (естественно в виде втулки) изготавливали на токарном станке растачиванием 10 исходной стальной (сталь 45) цилиндрической заготовки с учетом соответствующих размеров (наружный диаметр, высота) порошковой части готового изделия. При этом финишный этап механической обработки 15 внутренней поверхности стальной заготовки проводили в обдирочном режиме, что и предопределило получение микрорельефа в виде выступов и впадин с размерами в диапазоне 80-120 мкм. 20 Перед сборкой исходных частей - заготовок в двухслойное изделие наружную поверхность порошковой части и/или (как вариант) внутреннюю поверхность сталь-' ной части покрывали (втиранием) слоем ча- 25 Замовлення 4141 стиц (средний диаметр 75-150 мкм) оксида алюминия (кремния), При этом, на поверхности порошковой части изделия частицы порошка промежуточного слоя легко удерживались не только благодаря наличию пор, образованных частицами железного порошка соответствующего размера, но и благодаря наличию в них масла, а на внутренней поверхности стальной части изделия - главным образом, благодаря механическому сцеплению с соответствующими ее микронеровностями. Собственно сопряжение автономно изготовленных частей-заготовок в единое двухслойное изделие (завершающая опера* ция способа) проводят путем их прессового соединения с натягом. Как показали исследования, усилие, не* обходимое для демонтажа полученного по предлагаемому способу изделия (для выпрессовки порошковой части) примерно в 1,5-2,0 раза выше такого в случае получения аналогичного биметаллического соединения, но без использования рекомендаций данного изобретения. Техред М.Моргентал Упорядник l 8 Коректор Л. ФІль Тираж Підписне Державне патентне відомство УкраТни, 254655, ГСП, Київ-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Автори англійськоюSatanin Volodymyr Andriovych, Artiomov Viktor Andriovych, Satanin Volodymyr Andriiovych
Автори російськоюСатанин Владимир Андреевич, Артемов Виктор Андреевич, Сатанин Владимир Андреевич
МПК / Мітки
МПК: B22F 7/04
Мітки: виробу, виготовлення, спосіб, двошарового
Код посилання
<a href="https://ua.patents.su/4-14649-sposib-vigotovlennya-dvosharovogo-virobu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення двошарового виробу</a>
Заготовка для виготовлення фрикційного виробу
Номер патенту: 11024
Опубліковано: 25.12.1996
Автори: Левіт Михайло Захарович, Єрьомічев Віталій Павловіч, Шарковський Сергій Іванович, Дєгтярьов Євген Володимирович, Строєв Валерій Миколайович, Хведченя Олег Аркадійович, Арєф'єв Микола Володимирович, Півень Олена Борисовна, Соколов В'ячеслав Олександрович
МПК: B29B 11/14
Мітки: заготовка, виготовлення, фрикційного, виробу
Формула / Реферат:
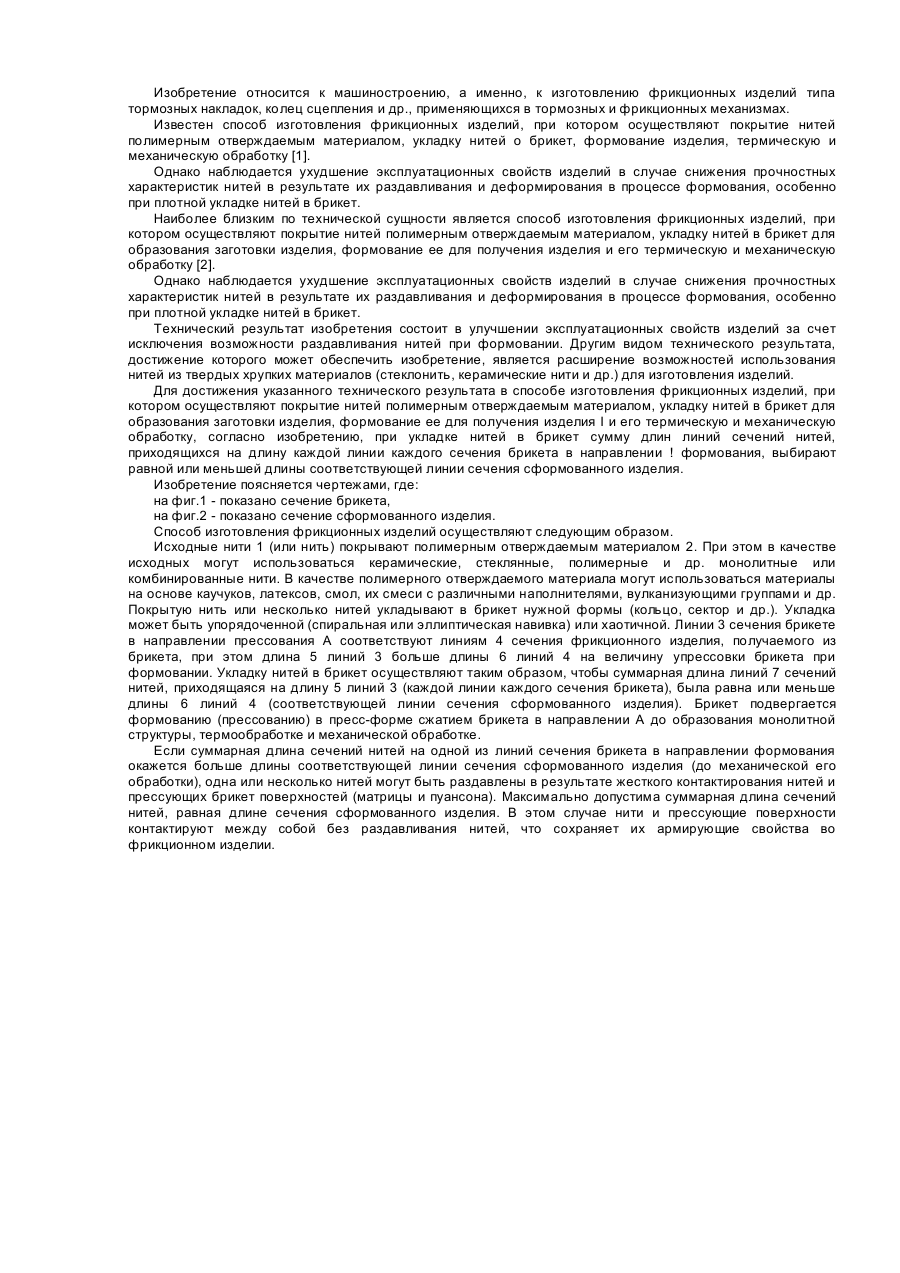
Заготовка для изготовления фрикционного изделия, содержащая нити, покрытые отверждаемым полимерным материалом, отличающаяся тем, что сумма длин линии сечений нитей, приходящихся на длину каждой линии каждого сечения заготовки в направлении формования заготовки при изготовлении изделия, выбрана равной или меньшей длины соответствующей линии сечения сформованного фрикционного изделия.
Спосіб виготовлення фрикційного виробу
Номер патенту: 10908
Опубліковано: 25.12.1996
Автори: Півєнь Єлєна Борісовна, Арєфьєв Ніколай Владіміровіч, Хведченя Олєг Аркадьєвіч, Лєвіт Міхаіл Захаровіч, Строєв Валєрій Ніколаєвіч, Дєгтярєв Євгєній Владіміровіч, Шарковскій Сєргєй Івановіч, Соколов Вячеслав Алєксандровіч, Єрьомічев Віталій Павловіч
МПК: B29B 11/00, B32B 37/00
Мітки: виготовлення, спосіб, фрикційного, виробу
Формула / Реферат:
Способ изготовления фрикционных изделий, при котором осуществляют покрытие нитей полимерным отверждаемым материалом, укладку нитей в брикет для образования заготовки изделия, формование ее для получения изделия и его термическую и механическую обработку, отличающийся тем, что при укладке нитей в брикет сумму длин линий сечений нитей, приходящихся на длину каждой линии каждого сечения брикета в направлении формования, выбирают равной или...
Спосiб виготовлення двошарового волокнистого клейового прокладного матерiалу переважно для деталей одягу
Номер патенту: 571
Опубліковано: 15.12.1993
Автори: Маласай Дмитро Петрович, Березненко Микола Петрович, Романкевич Олег Володимирович, Будаш Юрій Олександрович, Зубович Клара Аронівна
МПК: A41D 27/02
Мітки: деталей, одягу, спосіб, матеріалу, виготовлення, двошарового, прокладного, переважно, волокнистого, клейового
Формула / Реферат:
Способ изготовления двухслойного волокнистого клеевого прокладочного материала, преимущественно для деталей одежды, при котором по меньшей мере один волокнистый слой выполняют в виде нетканого холста, соединяют слои между собой и придают им клеящие свойства, отличающийся тем, что процесс изготовления одного из волокнистых слоев совмещают с процессом придания ему клея щей способности посредством введения в его структуру клеевых волокон в...
Спосіб виготовлення нециліндричного м’ясного виробу з зовнішнім жировим покриттям, що має постійний поперечний переріз
Номер патенту: 2151
Опубліковано: 26.12.1994
Автори: Хабіб Мохамед Зіауддін, Девід Джон Джол, Бернард Тревор Метьюз, Девід Вилсон
Мітки: зовнішнім, переріз, виробу, постійний, жировим, спосіб, нециліндричного, має, м`ясного, покриттям, виготовлення, поперечний
Формула / Реферат:
1. Способ изготовления нецилиндрического мясного изделия о наружным жировым покрытием, имеющего постоянное поперечное сечение , предусматривающий совместное экструдирование в оболочку посредством экструзионной головки цельных мясных мышц и слоя жира и замораживание, о т л и ч а ю щ и й с я тем, что, с целью придания изделию устойчивой формы мясного отруба, экструдирование производят на ленту конвейера, при этом используют зкструзионную...
Спосіб механічної обробки заготовки прокатного виробу
Номер патенту: 366
Опубліковано: 30.04.1993
Автори: Тільга Степан Сергійович, Бондарук Андрій Всеволодович, Бєляєв Данило Іванович, Кучук-Яценко Сергій Іванович, Ротару Іон Теодорович, Богорський Михайло Володимирович, Череднічок Віталій Тимофійович, Дідківський Олександр Володимирович, Ашимов Марат Ашимович
МПК: B23K 11/04
Мітки: заготовки, спосіб, механічної, прокатного, виробу, обробки
Формула / Реферат:
Формула изобретенияСпособ механической обработки заготовки прокатного изделия, сваренного контактной стыковой сваркой, при котором ножи, охватывающие поперечное сечение заготовки, размещают на заготовке непосредственно после сварки, прижимают к заготовке и перемещают относительно заготовки в продольном направлении, отличающийся тем, что, с целью повышения качества обработки, вследствие более полного удаления грата и предотвращения...
Попередній патент: Поршневий двигун “лвс”
Наступний патент: Шпиндельний вузол
Випадковий патент: Спосіб експлуатації одноступеневої системи розподілу газу для населеного пункту