Спосіб механічної обробки заготовки прокатного виробу
Номер патенту: 366
Опубліковано: 30.04.1993
Автори: Кучук-Яценко Сергій Іванович, Тільга Степан Сергійович, Бондарук Андрій Всеволодович, Бєляєв Данило Іванович, Богорський Михайло Володимирович, Череднічок Віталій Тимофійович, Ротару Іон Теодорович, Дідківський Олександр Володимирович, Ашимов Марат Ашимович
Формула / Реферат
Формула изобретения
Способ механической обработки заготовки прокатного изделия, сваренного контактной стыковой сваркой, при котором ножи, охватывающие поперечное сечение заготовки, размещают на заготовке непосредственно после сварки, прижимают к заготовке и перемещают относительно заготовки в продольном направлении, отличающийся тем, что, с целью повышения качества обработки, вследствие более полного удаления грата и предотвращения образования уступов, и экономичности способа, вследствие исключения зачистки, ножи размещают на расстоянии А от стыка заготовки, равном половине длины участка поперечной деформации заготовки, перемещают в продольном направлении на расстояние 2А и одновременно дополнительно перемещают в поперечном направлении, при этом до стыка перемещают к заготовке, после стыка перемещают от заготовки и максимальную величину поперечного перемещения В выбирают из выражения В=К•2А, где К- экспериментальный коэффициент, выбираемый в пределах 0,04-0,08.
Текст
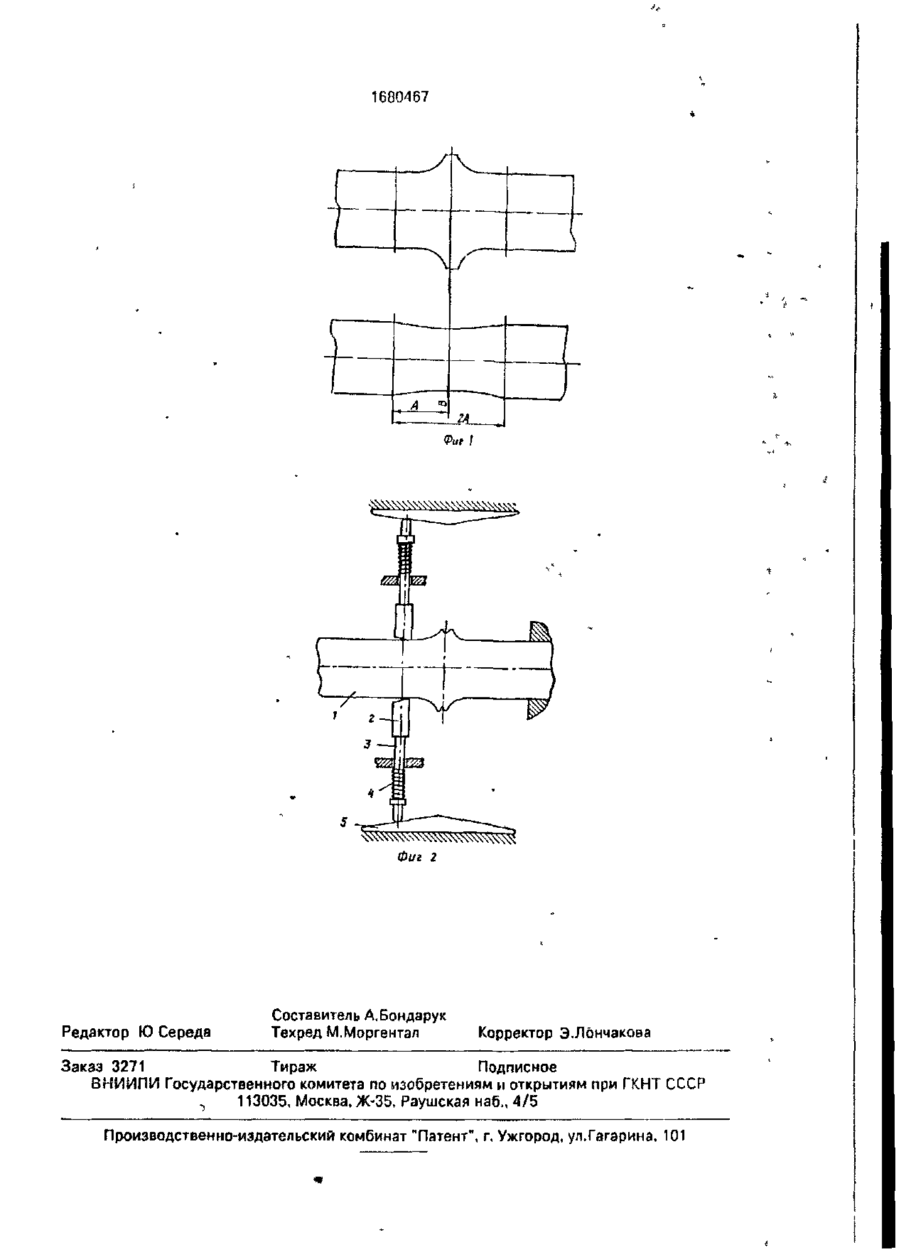
Изобретение относится к способу механической обработки заготовки прокатного изделия, сваренной контактной стыковой сваркой Цель изобретения - повышение качества обработки вследствие более полного удаления грата и предотвращения образо вания уступов и экономичности способа вследствие исключения зачистки. Ножи (Н). охватывающие поперечное сечение заготовки, размещают на заготовке непосредственно после сварки. Расстояние от Н до стыка заготовки регламентируют. Н прижимают к заготовке и перемещают относительно'заготовки в продольном направлении Величину продольного перемещения Н регламентируют. Одновременно Н дополнительно перемещают относительно заготовки в поперечном направлении При этом до стыка Н перемещают к заготовке, после стыка И - от заготовки и максимальную величину поперечного перемещения Н регламентируют. Глубину резания плавно увеличивают от краев к центру участка механической обработки заготовки. При использовании изобретения повышают качество обработки и экономичность способа. 2 ил Изобретение относится к контактной стыковой сварке и может быть использовано преимущественно при сварке заготовок прокатных изделий, которые после сварки проходят последующую прокатку на сортопрокатных станах. Цель изобретения - повышение качества обработки поверхности вследствие более полного удаления грата и предотвращение появление уступов, повышение экономичности способа, вследствие исключения операции зачистки. Поставленная цель достигается тем, что а данном способе механической обработки заготовки прокатного изделия, сваренной контактной стыковой сваркой, при котором непосредственно после сварки на заготовке размещают ножи, охватывающие поперечное сечение заготовки, заготовки и ножи перемещают в осевом направлении относительно друг друга, причем ножи на заготов ке устанавливают на расстоянии А от стыка, равном половине длины участка радиальной деформации, заготовку и ножи перемещают в осевом направлении на расстоянии 2А> ножи дополнительно перемещают в поперечном направлении, при этом до стыка - в направлении к оси заготовки, а после стыка - от оси заготовки, причем максимальную величину перемещения В выбирают из выражения В = (0,04-0,08) -2А На фиг.1 изображено сварное соединение до и после удаления грата (2А - длина С — 4J 1680467 участка радиальной деформации деталей; В - величина максимального перемещения ножей а поперечном направлении); на фиг.2 - один из оэриантов осуществления способа удаления грата. На чертеже обозначены спариваемые детали 1, ножи 2 для удаления грата, шток 3, пружина 4, возвращающая ножи а исходное состояние, шаблон 5. 10 Количество выдавленного грата в значительной степени зависит от размера и температуры зоны термического влияния оплавляемых деталей и припуска на осадку, которые для различных материалов деталей 15 и режимов сварки могут быть различными. Величина максимального перемещения ножей в поперечном направлении в направлении к оси заготовки определяется длиной участка радиального деформирования, ве- 20 личиной несоосности и отклонением детален от формы Все это учитывается формулой В =(0,04-0,08) -2А, 25 где 0,04-0,08 - коэффициенты, определенные опытным путем, которые учитывают возможные отклонения формы профиля свариваемых деталей и величину возмож- 30 ной несоосности деталей. Способ механической обработки заготовки прокатного изделия позволяет удалять грат без образования уступов, а также позволяет снизить вероятность появления окисных включений 35 в зоне термического влияния, которые ведут к появлению в готовом прокате поверхностных дефектов типа раскатанных окисных включений и закатов. 40 Данный способ позволяет избежать появления брака* не применяя дополнительной обработки по снятию оставшегося грата, окисных включений и полученных ус45 тупов. * После окончания оплавления деталей возможны удаления грата по данному способу как машине, так и рчдом с ней в зависимости от конструкции следующим образом. В процессе перемещения сварочного соединения относительно гратоснимателл во время прохождения ножами участка радиальной деформации им сообщают дополнительное перемещение в поперечном направлении, при этом до стыка - о направлении к о^и заготовки, а после стыка -от оси заготовки. В результате происходит равномерное удаление грата по всему контуру детали независимо от ее отрицательного или положительного отклонения. Перемещение ножей в поперечном направлении возможно осуществлять различными методами, например при помощи шаблона, показанного на фиг 2. Формула изобретения Способ механической обработки заготовки прокатного изделия, сваренного контактной стыковой сваркой, при котором ножи, охватывающие поперечное сечение заготовки, размещают на заготовке непосредственно после сварки, прижимают к заготовке и перемещают относительно заготовки в продольном направлении, о т личающийся тем, что, с целью повышения качества обработки, вследствие более полного удаления грата и предотвращения образования уступов, и экономичности способа, вследствие исключения зачистки, ножи размещают на расстоянии А от стыка заготовки, равном подовине длины участка поперечной деформации заготовки, перемещают в продольном направлении на расстояние 2А \л одновременно дополнительно перемещают в поперечном направлении, при этом до стыка перемещают к заготовке, после стыка перемещают от заготовки и максимальную величину поперечного перемещения В выбирают из выражения В = К * 2А, где К-экспериментальный коэффициент, выбираемый в пределах 0,04-0,08. 1680467 Фиг 2 Редактор Ю Середа Составитель А.Бондарук Техред М.Моргентал Корректор Э.Лончакова Заказ 3271 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР . 113035, Москва, Ж-35, Раушская наб„ 4/5 Производственно-издательский комбинат "Патент", г, Ужгород, ул.Гагарина, 101
ДивитисяДодаткова інформація
Автори англійськоюKuchuk-Yatsenko Serhii Ivanovych, Tilha Stepan Serhiiovych, Cherednichok Vitalii Tymofiiovych, Bohorskyi Mykhailo Volodymyrovych, Rotary Ion Teodorovych, Bondaruk Andrii Vsevolodovych, Bieliaiev Danylo Ivanovych, Didkivskyi Oleksandr Volodymyrovych
Автори російськоюКучук-Яценко Сергей Иванович, Тильга Степан Сергеевич, Чередничок Виталий Тимофеевич, Богорский Михаил Владимирович, Ротару Ион Теодорович, Бондарук Андрей Всеволодович, Беляев Даниил Иванович, Дидкивский Александр Владимирович
МПК / Мітки
МПК: B23K 11/04
Мітки: прокатного, механічної, спосіб, заготовки, обробки, виробу
Код посилання
<a href="https://ua.patents.su/4-366-sposib-mekhanichno-obrobki-zagotovki-prokatnogo-virobu.html" target="_blank" rel="follow" title="База патентів України">Спосіб механічної обробки заготовки прокатного виробу</a>
Спосіб зняття грата після контактного стикового зварювання
Номер патенту: 309
Опубліковано: 30.04.1993
Автори: Лазебний Іван Леонтійович, Кучук-Яценко Сергій Іванович, Богорський Михайло Володимирович, Кривенко Валерій Георгійович
МПК: B23K 11/04
Мітки: контактного, зняття, грата, спосіб, зварювання, стикового
Формула / Реферат:
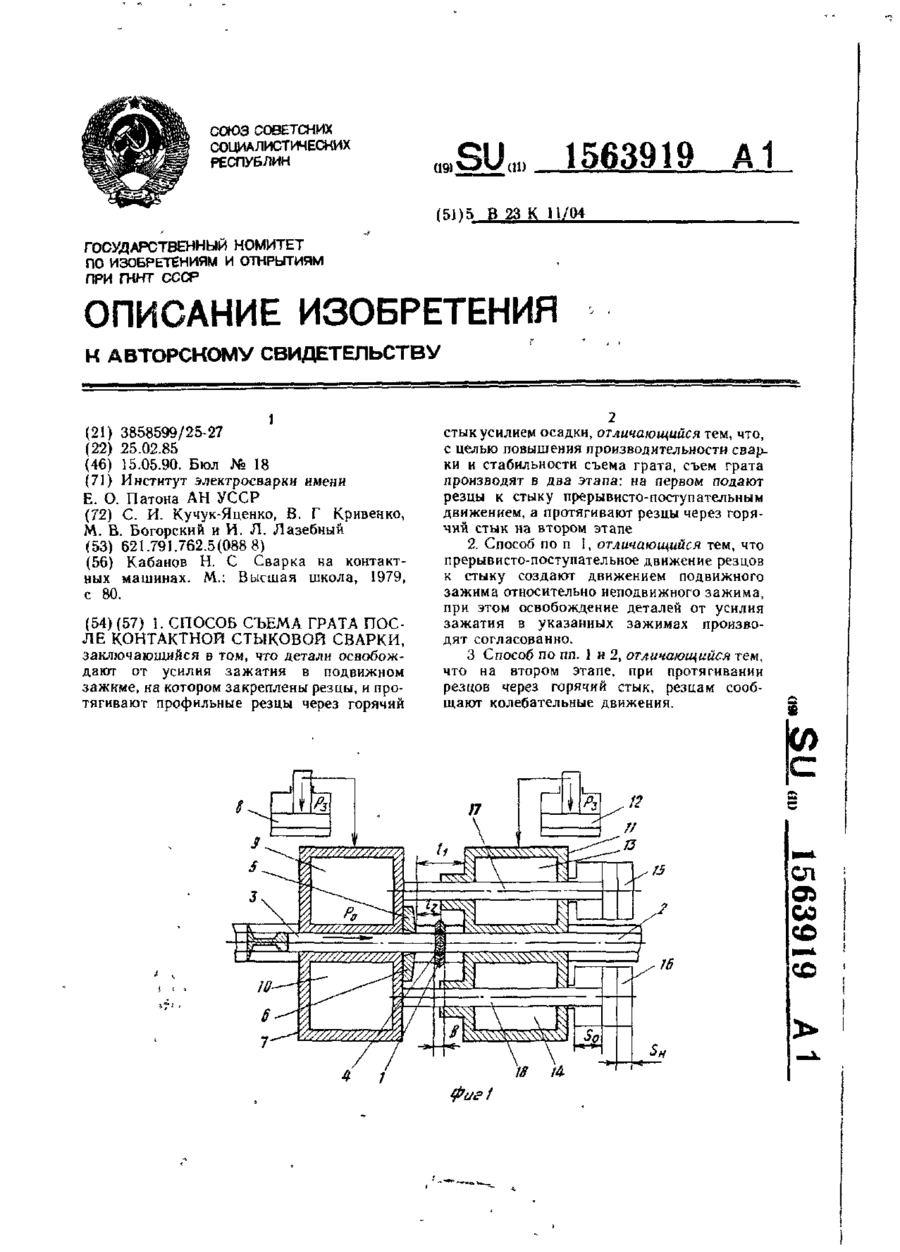
(57) 1. СПОСОБ СЪЕМА ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ, заключающийся в том, что детали освобождают от усилия зажатия в подвижном зажиме, на котором закреплены резцы, и протягивают профильные резцы через горячий стык усилием осадки, отличающийся тем, что, с целью повышения производительности сварки и стабильности съема грата, съем грата производят в два этапа: на первом подают резцы к стыку прерывисто-поступательным движением, а...
Спосіб передпосівної обробки насіння озимого жита

Номер патенту: 40548
Опубліковано: 01.01.1993
Автори: Надкернична Олена Володимирівна, Лохова Валентина Іванівна
Мітки: насіння, спосіб, обробки, передпосівної, жита, озимого
Формула / Реферат:
Формула изобретенияСпособ предпосевной обработки семян озимой ржи, включающий обработку семян 1%-ным водным раствором карбоксиметилцеллюлозы, отличающийся тем, что, с целью улучшения качества зерна за счет увеличения содержания незаменимых аминокислот в зерне, перед обработкой семян в раствор карбоксиметилцеллюлозы вводят суспензию Azospirillum brasilense 26 в количестве 0,5л на 100кг семян.
Пристрій для зняття грата при контактному стиковому зварюванні деталей
Номер патенту: 308
Опубліковано: 30.04.1993
Автори: Порхун Федір Костянтинович, Богорський Михайло Володимирович, Кучук-Яценко Сергій Іванович, Сахарнов Василь Олексійович, Череднічок Віталій Тимофійович, Кривенко Валерій Георгійович, Лазебний Іван Леонтійович
МПК: B23K 11/04
Мітки: грата, зварюванні, пристрій, зняття, деталей, контактному, стиковому
Формула / Реферат:
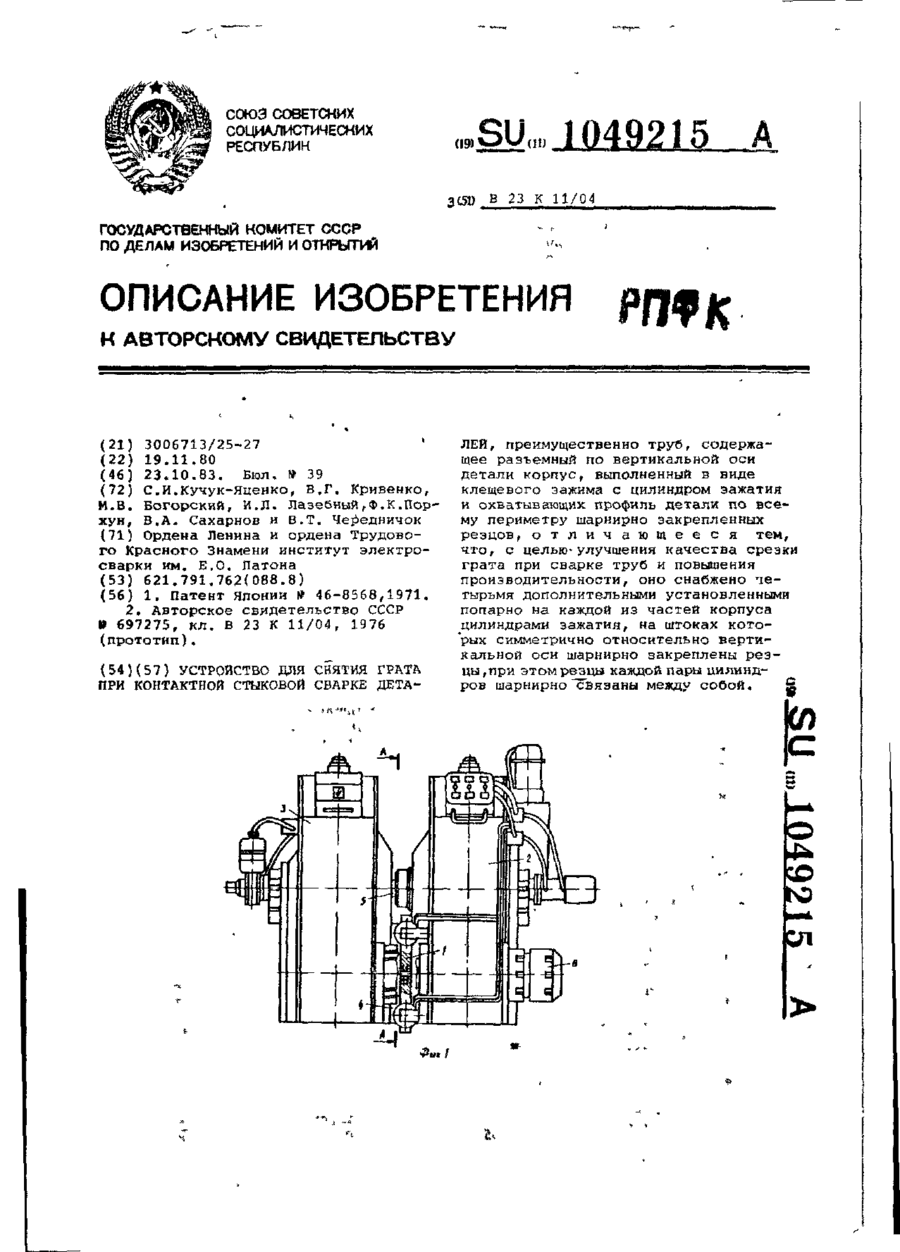
(57) Устройство для снятия грата при контактной стыковой сварке деталей, преимущественно труб, содержащее разъемный по вертикальной оси детали корпус, выполненный в виде клещевого зажима с цилиндром зажатия и охватывающих профиль детали по всему периметру шарнирно закрепленных резцов, отличающееся тем, что, с целью улучшения качества срезки грата при сварке труб и повышения производительности, оно снабжено четырьмя дополнительными...
Камера для теплової обробки будівельних виробів
Номер патенту: 166
Опубліковано: 30.04.1993
Автори: Дорфман Юхим Миколайович, Колмановський Семен Давидович
МПК: B28B 11/00
Мітки: будівельних, виробів, камера, обробки, теплової
Формула / Реферат:
Формула изобретенияКамера для тепловой обработки строительных изделий, содержащая туннель с зонами нагрева, изотермической выдержки и охлаждения, размещенные в зонах нагрева и изотермической выдержки нагреватели, соединенные ступенчато с подающими и отводящими теплоноситель трубопроводами, регулирующую арматуру и конденсатоотводчики, отличающаяся тем, что, с целью снижения расхода теплоносителя, зона нагрева снабжена дополнительными...
Гідросистема механізму затиску деталей контактної стикової зварювальної машини кліщового типу
Номер патенту: 315
Опубліковано: 30.04.1993
Автори: Кучук-Яценко Сергій Іванович, Голомовзюк Іван Корнійович, Кривенко Валерій Георгійович
МПК: B23K 11/04
Мітки: механізму, типу, машини, гідросистема, кліщового, стикової, зварювальної, деталей, контактної, затиску
Формула / Реферат:
Формула изобретенияГидросистема механизма зажатия деталей контактной стыковой сварочной машины клещевого типа, содержащая установленные на подвижной и неподвижной плитах машины гидравлические цилиндры зажатия свариваемых деталей, штоковая и бесштоковая полости которых соединены через реверсивный золотник с нагнетающей и сливной магистралями, отличающаяся тем, что, с целью расширения диапазона регулирования работы гидроцилиндра зажатия,...
Попередній патент: Спосіб контактного стикового зварювання оплавленням
Наступний патент: Вузол з’єднання стержньових елементів
Випадковий патент: Установка для вимірювання фізико-механічних характеристик матеріалів при згині