Лінія для виготовлення виробів з вермикуліту
Формула / Реферат
1. Лінія для виготовлення виробів з вермикуліту, яка містить ділянку підготовки сировини, приймальний бункер, живильник-дозатор, змішувач, транспортні пристрої, формувальний пристрій та піч, яка відрізняється тим, що пристрої з’єднані у технологічній послідовності, зокрема приймальний бункер, вібраційний живильник-дозатор вермікулітової сировини, вертикальна піч для спучування вермикуліту, об’єднана з бункером спученого вермикуліту, причому вібраційний живильник-дозатор вермикулітової сировини з’єднаний з обпалювальним каналом печі на висоті, що становить 0,5-0,9 висоти обпалювального каналу, змішувач, вібростіл для попереднього формування виробів та прес.
2. Лінія для виготовлення виробів з вермикуліту, яка відрізняється тим, що між бункером спученого вермикуліту та змішувачем додатково встановлені послідовно з’єднані додаткові бункери, причому вони розміщені з можливістю технологічного переміщення вермикуліту по цій ділянці лінії під власною вагою.
3. Лінія для виготовлення виробів з вермикуліту, яка відрізняється тим, що бункер у печі та додаткові бункери з’єднані за допомогою елеватора.
4. Лінія для виготовлення виробів з вермикуліту, яка відрізняється тим, що лінія оснащена засобом створення зниженого тиску та циклоном очищення газів.
5. Лінія для виготовлення виробів з вермикуліту, яка відрізняється тим, що вхід циклона з’єднаний з верхніми частинами бункерів, піччю та змішувачем.
6. Лінія для виготовлення виробів з вермикуліту, яка відрізняється тим, що як транспортні пристрої між змішувачем та вібростолом застосований стрічковий конвеєр.
7. Лінія для виготовлення виробів з вермикуліту, яка відрізняється тим, що стрічковий конвеєр встановлений з можливістю переміщення краю його вивантаження в межах габаритів вібростола.
8. Лінія для виготовлення виробів з вермикуліту, яка відрізняється тим, що як транспортні пристрої застосовані рольганги.
Текст
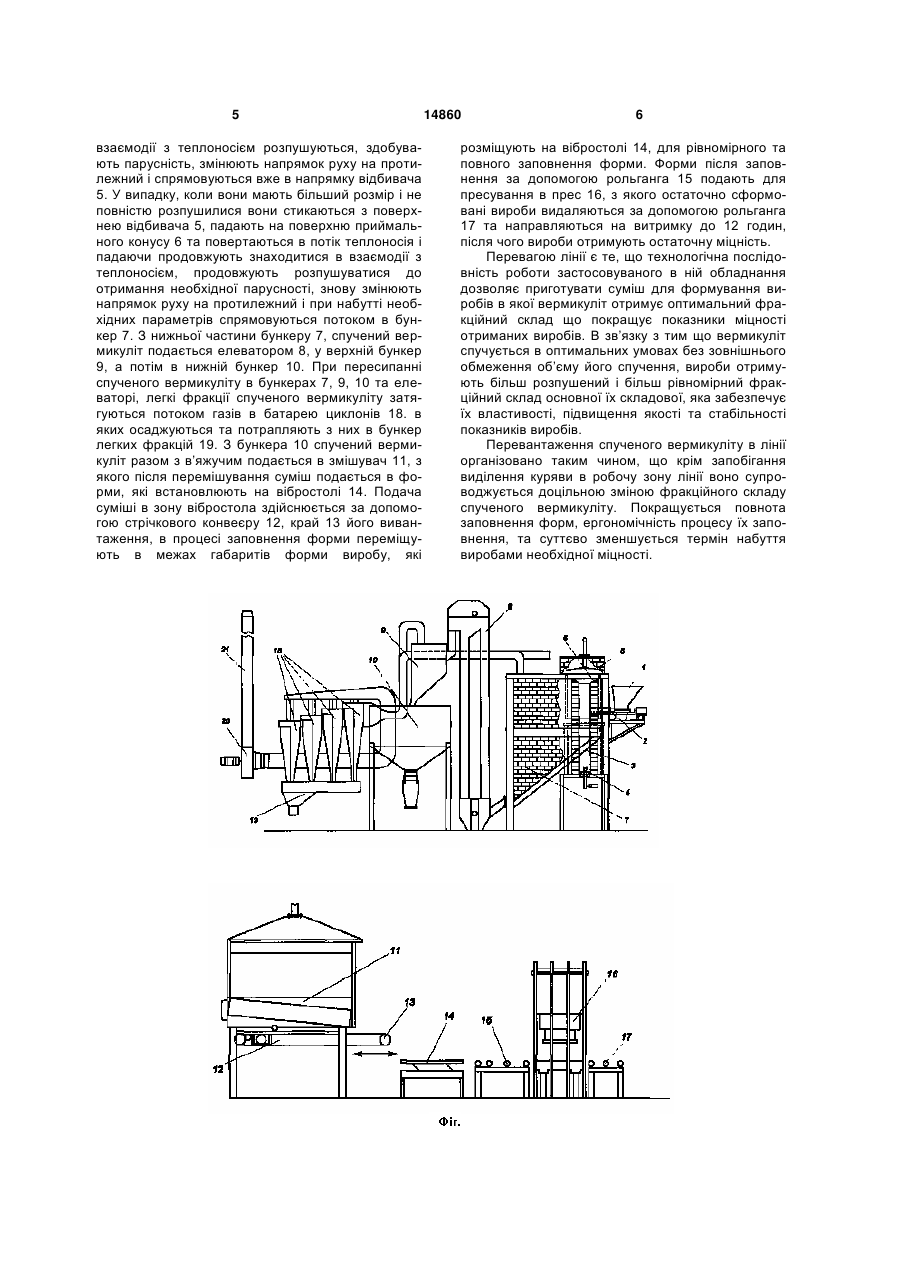
1. Лінія для виготовлення виробів з вермикуліту, яка містить ділянку підготовки сировини, приймальний бункер, живильник-дозатор, змішувач, транспортні пристрої, формувальний пристрій та піч, яка відрізняється тим, що пристрої з’єднані у технологічній послідовності, зокрема приймальний бункер, вібраційний живильник-дозатор вермікулітової сировини, вертикальна піч для спучування вермикуліту, об’єднана з бункером спученого вермикуліту, причому вібраційний живильник-дозатор вермикулітової сировини з’єднаний з обпалювальним каналом печі на висоті, що становить 0,5-0,9 висоти обпалювального каналу, змішувач, вібростіл для попереднього формування виробів та прес. 2. Лінія для виготовлення виробів з вермикуліту, яка відрізняється тим, що між бункером спученого вермикуліту та змішувачем додатково встановлені послідовно з’єднані додаткові бункери, причому вони розміщені з можливістю технологічного U 2 (19) 1 3 застосування нових пристроїв та з’єднання їх у новій технологічній послідовності забезпечується підвищення якості та стабільності показників виробів, зменшення тривалості періоду витримки виробів. Для реалізації цього завдання, лінія для виготовлення виробів з вермикуліту включає ділянку підготовки сировини, приймальний бункер, живильник-дозатор, змішувач, транспортні пристрої, формувальний пристрій, та піч. Новим в лінії є те, що пристрої з’єднані у технологічній послідовності, зокрема, приймальний бункер, вібраційний живильник-дозатор вермикулітової сировини, вертикальну піч для спучування вермикуліту, об’єднану з бункером спученого вермикуліту, причому вібраційний живильник-дозатор вермикулітової сировини з’єднано з обпалювальним каналом печі на висоті, що становить 0,5-0,9 висоти обпалювального каналу, змішувач, вібростіл для попереднього формування виробів та прес. Внаслідок застосування нових ознак лінії забезпечується покращання процесу термообробки, та більш повне спучування вермикуліту, як наслідок забезпечується підвищення якості та стабільності показників виробів. В окремих варіантах виконання в лінії для виготовлення виробів з вермикуліту між бункером спученого вермикуліту та змішувачем додатково встановлено послідовно з’єднані додаткові бункери причому їх розміщено з можливістю технологічного переміщення вермикуліту по цій ділянці лінії під власною вагою. Внаслідок застосування таких ознак лінії забезпечується покращення процесу охолодження спученого вермикуліту, внаслідок чого забезпечується підвищення якості та стабільності показників виробів. В окремих варіантах виконання в лінії для виготовлення виробів з вермикуліту бункер у печі та додаткові бункери з’єднано за допомогою елеватора. Внаслідок застосування таких ознак лінії забезпечується покращання процесу перевантаження та охолодження спученого вермикуліту. В окремих варіантах виконання лінію постачено засобом створення зниженого тиску та циклоном очищення газів Внаслідок застосування нових пристроїв в лінії суттєво зменшується виділення пилу з малих часток вермикуліту, що забезпечує покращання умов праці на лінії. В окремих варіантах виконання в лінії для виготовлення виробів з вермикуліту вхід циклона з’єднано з верхніми частинами бункерів, піччю та змішувачем. Внаслідок застосування нового характеру зв’язку пристроїв в лінії забезпечується видалення з вермикуліту дрібних фракцій, що покращує міцність виробів та зменшує витрати в’яжучого для виготовлення виробів. В окремих варіантах виконання лінії для виготовлення виробів з вермикуліту в якості транспортних пристроїв між змішувачем та вібростолом застосовано стрічковий конвеєр. Внаслідок застосування нових конструктивних 14860 4 елементів лінії забезпечується покращання процесу перевантаження суміші для формування виробів. В окремих варіантах виконання лінії для виготовлення виробів з вермикуліту стрічковий конвеєр встановлено з можливістю переміщення краю його вивантаження в межах габаритів вібростола. Внаслідок застосування нових конструктивних елементів лінії забезпечується покращення процесу заповнення форм для формування виробів, а також забезпечується покращення ергономічності зони обслуговування вібростола. В окремих варіантах виконання лінії для виготовлення виробів з вермикуліту в якості транспортних пристроїв застосовано рольганги. Внаслідок застосування таких нових конструктивних елементів лінії забезпечується покращання процесу перевантаження форм із формованими виробами. На кресленні схематично зображено лінію для виготовлення виробів з вермикуліту. Лінія для виготовлення виробів з вермикуліту включає приймальний бункер 1, вібраційний живильник-дозатор 2 вермикулітової сировини, при чому вібраційний живильник-дозатор 2 вермикулітової сировини з’єднано з обпалювальним каналом печі 3 для спучування вермикуліту. До печі 3 прилаштовано форсунку 4, розміщений у верхній частині відбивач 5, приймальний конус 6, та об’єднано з бункером 7 спученого вермикуліту. Нижня частина бункеру 7, з’єднана з елеватором 8, який подає спучений вермикуліт у верхній бункер 9, послідовно з’єднаний з нижнім бункером 10. Лінія містить змішувач 11, в нижній частині якого розміщено стрічковий конвеєр 12, який встановлено з можливістю переміщення краю 13 його вивантаження в межах габаритів вібростола 14. Між вібростолом 14 та пресом 15 встановлено рольганг 16, а з боку вивантаження преса 15 встановлено рольганг 17. Лінію для виготовлення виробів з вермикуліту постачено батареєю циклонів 18, вхід яких з’єднано з верхніми частинами бункерів 7, 9, 10, піччю 3 та змішувачем 11, а нижня частина циклонів 18 містить об’єднаний бункер 19. Вихід циклонів 18 з’єднано з засобом створення зниженого тиску у вигляді вентилятора 20, вихід якого спрямовано в трубу 21. Лінія працює наступним чином. Необроблений вермикуліт подається в бункер 1, з якого за допомогою вібраційного живильника-дозатора 2 вермикулітової сировини подається в порожнину обпалювального каналу печі 3 для спучування вермикуліту. При проходженні по каналу вібраційного живильника-дозатора 2 крупні та зліплені частинки сировини розпадаються. Частинки сировини з каналу вібраційного живильника-дозатора 2 подаються безпосередньо в потік розпечених газів. Невеликі частинки сировини зразу захоплюються потоком теплоносія та рухаються вверх, до досягнення верху обпалювального каналу, встигають розширитися та спрямовуються потоком в бункер 7, який виконує також і функцію осаджувальної камери. А великі, спочатку переборюючи (долаючи) динамічний натиск потоку теплоносія повільно падають вниз, внаслідок більш тривалої 5 взаємодії з теплоносієм розпушуються, здобувають парусність, змінюють напрямок руху на протилежний і спрямовуються вже в напрямку відбивача 5. У випадку, коли вони мають більший розмір і не повністю розпушилися вони стикаються з поверхнею відбивача 5, падають на поверхню приймального конусу 6 та повертаються в потік теплоносія і падаючи продовжують знаходитися в взаємодії з теплоносієм, продовжують розпушуватися до отримання необхідної парусності, знову змінюють напрямок руху на протилежний і при набутті необхідних параметрів спрямовуються потоком в бункер 7. З нижньої частини бункеру 7, спучений вермикуліт подається елеватором 8, у верхній бункер 9, а потім в нижній бункер 10. При пересипанні спученого вермикуліту в бункерах 7, 9, 10 та елеваторі, легкі фракції спученого вермикуліту затягуються потоком газів в батарею циклонів 18. в яких осаджуються та потрапляють з них в бункер легких фракцій 19. З бункера 10 спучений вермикуліт разом з в’яжучим подається в змішувач 11, з якого після перемішування суміш подається в форми, які встановлюють на вібростолі 14. Подача суміші в зону вібростола здійснюється за допомогою стрічкового конвеєру 12, край 13 його вивантаження, в процесі заповнення форми переміщують в межах габаритів форми виробу, які 14860 6 розміщують на вібростолі 14, для рівномірного та повного заповнення форми. Форми після заповнення за допомогою рольганга 15 подають для пресування в прес 16, з якого остаточно сформовані вироби видаляються за допомогою рольганга 17 та направляються на витримку до 12 годин, після чого вироби отримують остаточну міцність. Перевагою лінії є те, що технологічна послідовність роботи застосовуваного в ній обладнання дозволяє приготувати суміш для формування виробів в якої вермикуліт отримує оптимальний фракційний склад що покращує показники міцності отриманих виробів. В зв’язку з тим що вермикуліт спучується в оптимальних умовах без зовнішнього обмеження об’єму його спучення, вироби отримують більш розпушений і більш рівномірний фракційний склад основної їх складової, яка забезпечує їх властивості, підвищення якості та стабільності показників виробів. Перевантаження спученого вермикуліту в лінії організовано таким чином, що крім запобігання виділення куряви в робочу зону лінії воно супроводжується доцільною зміною фракційного складу спученого вермикуліту. Покращується повнота заповнення форм, ергономічність процесу їх заповнення, та суттєво зменшується термін набуття виробами необхідної міцності. 7 Комп’ютерна верстка А. Крулевський 14860 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюLine for manufacture of articles made of vermiculite
Автори англійськоюKladko Dmytro Anatoliiovych
Назва патенту російськоюЛиния для изготовления изделий из вермикулита
Автори російськоюКладько Дмитрий Анатольевич
МПК / Мітки
МПК: B28B 15/00
Мітки: лінія, вермикуліту, виробів, виготовлення
Код посилання
<a href="https://ua.patents.su/4-14860-liniya-dlya-vigotovlennya-virobiv-z-vermikulitu.html" target="_blank" rel="follow" title="База патентів України">Лінія для виготовлення виробів з вермикуліту</a>
Лінія для виготовлення виробів з тіста з начинкою
Номер патенту: 2759
Опубліковано: 16.08.2004
Автор: Тур Віктор Володимирович
МПК: A21C 9/00
Мітки: виробів, лінія, виготовлення, начинкою, тіста
Формула / Реферат:
1. Лінія для виготовлення виробів з тіста з начинкою, яка складається з змонтованого на робочому столі стрічкового конвеєра, вздовж якого у напрямку його руху послідовно встановлені перший пристрій для розкачування листа з тіста, механізм для подання начинки, другий пристрій для розкачування листа з тіста, обтискуючий барабан та формоутворюючий відрізний механізм, яка відрізняється тим, що вона оснащена вузлом обдування виробів, змонтованим...
Лінія для виготовлення виробів з тіста з начинкою
Номер патенту: 53584
Опубліковано: 15.01.2003
Автор: Тур Віктор Володимирович
МПК: A21C 9/00
Мітки: тіста, виготовлення, лінія, виробів, начинкою
Формула / Реферат:
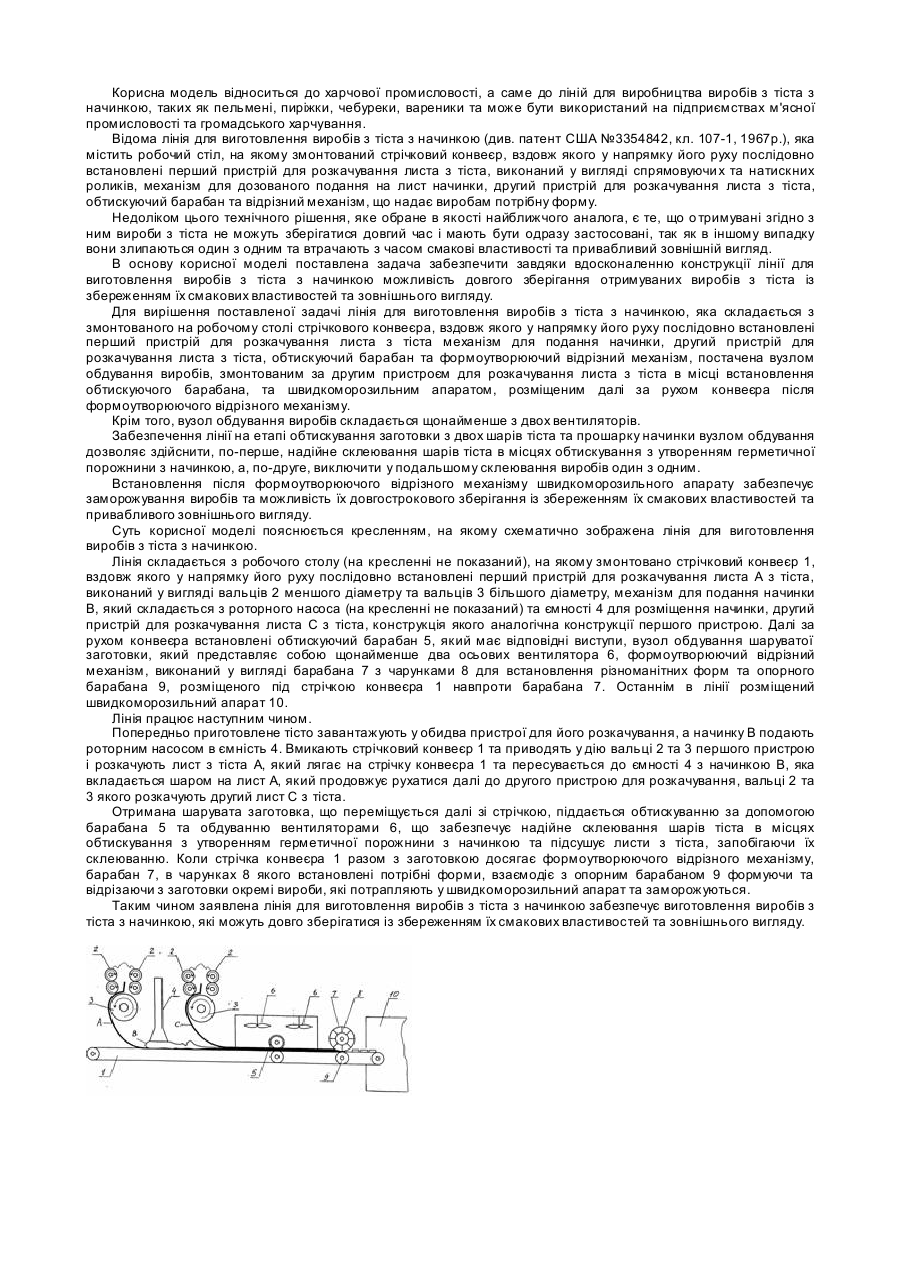
1. Лінія для виготовлення виробів з тіста з начинкою, яка містить змонтований на робочому столі стрічковий конвеєр, вздовж якого у напрямку його руху послідовно встановлені перший пристрій для розкачування листа з тіста, механізм для подання начинки, другий пристрій для розкачування листа з тіста, обтискувальний барабан та формоутворюючий відрізний механізм, яка відрізняється тим, що вона оснащена вузлом обдування виробів, змонтованим за...
Пристрій для виробництва спученого вермикуліту

Номер патенту: 12784
Опубліковано: 15.02.2006
Автор: Кладько Дмитро Анатолійович
МПК: F27B 15/00
Мітки: виробництва, вермикуліту, спученого, пристрій
Формула / Реферат:
1. Пристрій для виробництва спученого вермикуліту, який містить лінію подачі оброблюваної сировини, що містить бункер сировини, з'єднаний з живильним лотком у вигляді вібролотка, вертикальний обпалювальний канал, в якому у нижній частині встановлено форсунку для спалювання палива, а у верхній частині розміщено приймальний конус, та розміщений над ним шатровий відбивач, проміжок між якими з'єднано з осаджувальною камерою, з'єднаною з витяжним...
Мобільна технологічна лінія для виготовлення пінополістирольних будівельних блоків
Номер патенту: 14758
Опубліковано: 15.05.2006
Автори: Романюк Геннадій Олександрович, Безноснюк Юрій Олексійович
МПК: E04C 5/00
Мітки: технологічна, блоків, будівельних, лінія, мобільна, пінополістирольних, виготовлення
Формула / Реферат:
1. Мобільна технологічна лінія для виготовлення пінополістирольних будівельних блоків, що містить об'єднаний у єдиний технологічний ланцюг ряд обладнань, яка відрізняється тим, що обладнання об'єднане у блоки, кожний з яких розміщений на пересувній платформі, при цьому завантажувальний бункер, обладнання, призначене для вузла підготовки сировини, бункер вилежування змонтовані на одній платформі і з'єднані між собою магістраллю подачі...
Спосіб одержання теплоізоляційно-конструкційного матеріалу на основі спученого вермикуліту
Номер патенту: 14859
Опубліковано: 15.05.2006
Автор: Кладько Дмитро Анатолійович
МПК: C04B 38/00
Мітки: одержання, спученого, матеріалу, спосіб, вермикуліту, основі, теплоізоляційно-конструкційного
Формула / Реферат:
1. Спосіб одержання теплоізоляційно-конструкційного матеріалу на основі спученого вермикуліту, при якому змішують вермикуліт з рідким склом з добавками, за які застосовують кремнієфтористий натрій, з наступним формуванням та пресуванням суміші, та витримкою при знятому тиску, який відрізняється тим, що додатково як добавку у суміш вводять етилсилікат, змішують протягом 3-7 хвилин, процес формування суміщують з вібрацією, а пресування...
Попередній патент: Спосіб одержання теплоізоляційно-конструкційного матеріалу на основі спученого вермикуліту
Наступний патент: Процес отримання фотокольпоскопічних даних стосовно стану вагінальної частини шийки матки, вагіни, зовнішніх статевих органів та прилеглих зон
Випадковий патент: Пристрій для підвищення продуктивності свердловин