Спосіб одержання фасонних відливків
Номер патенту: 14962
Опубліковано: 04.03.1997
Автори: Прозоровський Антон Іванович, ТРИГУБ Микола Петрович, Савчинський Дмитро Васильович, Ахонін Сергій Володимирович, ДЕРЕЧА Олександр Якович
Формула / Реферат
Способ получения фасонных отливок, включающий подачу жидкого металла на вращающуюся формообразующую поверхность и его кристаллизацию, отличающийся тем, что осуществляют подачу жидкого металла посредством перфорированного питателя, а скорость истечения расплава поддерживают постоянной за счет изменения давления наддува в полости питателя по закону где и текущая и начальная высота столба расплава в питателе, - константа.
Текст
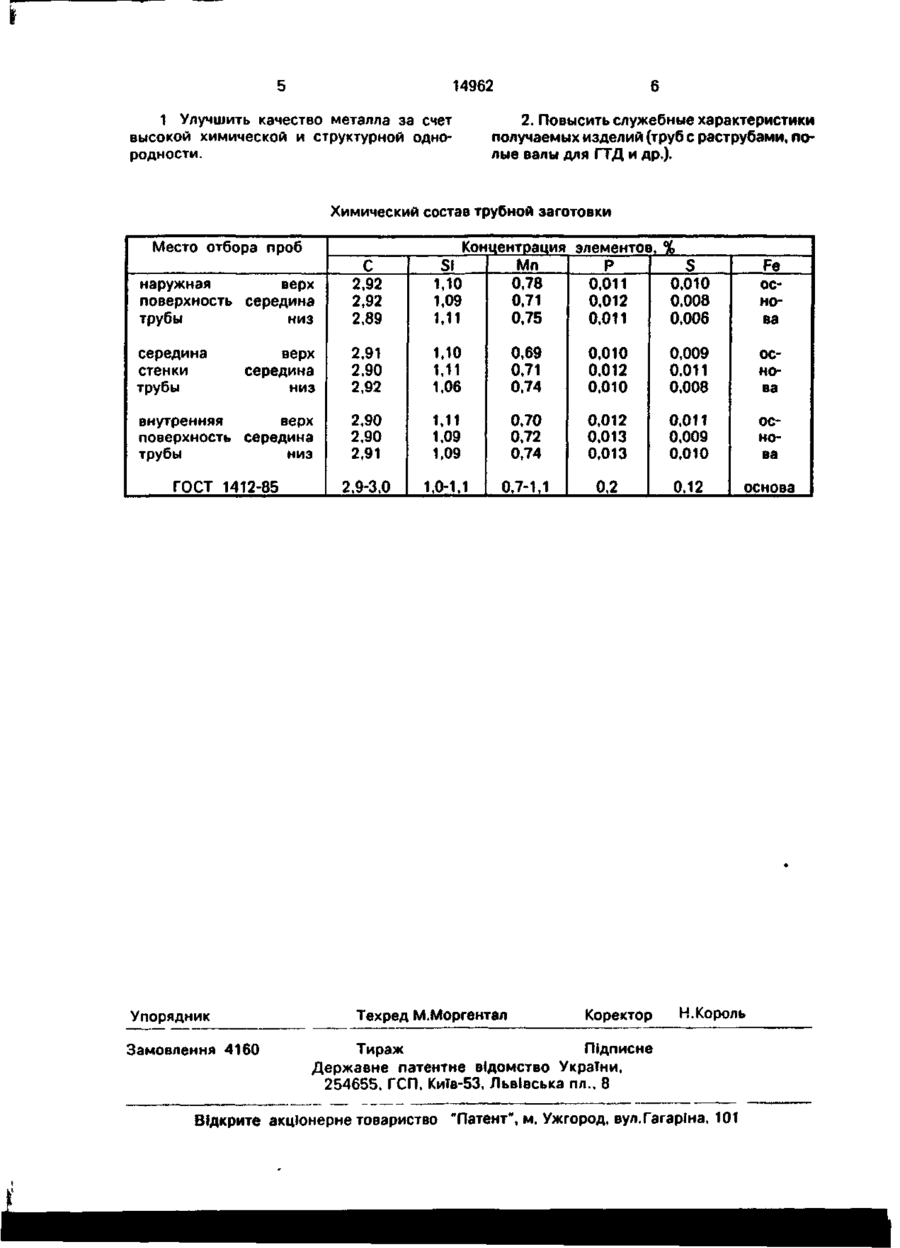
Способ получения фасонных отливок, включающий подачу жидкого металла на вращающуюся формообразующую поверхность и его кристаллизацию, о т л и ч а ю щ и й с я тем, что осуществляют подачу жидкого металла посредством перфорированного питателя, а скорость истечения расплава поддерживают постоянной за счет изменения давления наддува в полости питателя по закону Р = А(Нн - Н), где Н и Н н текущая и начальная высота столба расплава в питателе, А - константа. С > 4 Предполагаемое изобретение относится к области специальной электрометаллургии и может быть использовано для получения высококачественных фасонных отливок в том числе и труб из металла, полученного методом вакуумирования или в вакуумно-индукционных, а> также электронно-лучевых печах. Известен способ (а.с. Ns 1271642) центробежного литья чугунных труб, заключающийся в том, что в изложницу, вращающуюся со скоростью 15-25% ниже расчетной величины, заливают жидкий металл. После заливки 1,5-2,5 длины изложницы ей сообщают продольное перемещение, скорость вращения увеличивают до расчетной и продолжают увеличивать на 1,5-3,5% на каждый метр продольного перемещения. Известен также способ (а.с. № 789225) центробежного литья чугунных труб, вклю чающий последовательную заливку раструбной и ствольной частей вращаемой изложницы, где заливку раструбной части производят при скорости вращения изложницы в 1,2-1,8 раз большей скорости вращения изложницы во время заливки ствольной части,. Недостатками способов являются: - химическая структурная неоднородность, обусловленная сепарацией расплава по удельному весу и наличием трех структурных зон; - неодинаковые условия затвердевания и охлаждения раструба и ствольной части трубы (металл раструба находится еще в жидком состоянии, когда ствольная часть трубы уже закристаллизовалась); - во время заполнения формы и некоторое время после него жидкий металл вращается с меньшей скоростью, чем изложница ю 14962 - результирующая сила, действующая на металл в процессе заполнения формы и кристаллизация изделия, периодически изменяется; - наличие продольных и реже попереч- 5 ных трещин. Наиболее близким по технической сущности к достигаемому эффекту является выбранный в качестве прототипа способ для литья труб вытягиванием из расплава (заяв- 10 ка Японии № 6422455), где жидкий металл из резервуара под давлением вытекает через верхнюю часть сопла на плиту, откуда центробежной силой отбрасывается к стенкам кристаллизатора и затвердевает. 15 Недостатком способа является наличие пор и неоднородность по толщине структуры формируемой трубы за счет того, что происходит окисление капли металла и интенсивная передача тепла излучением со 20 свободной поверхности движущейся капли металла, что приводит к затвердеванию части капель еще в полете, обусловливая этим появление пор при формировании изделия на стенке кристаллизатора, а также измене- 25 ние в процессе нанесения расстояния, пролетаемого каплями расплавленного металла, что приводит к изменению температуры поступающих на стенку кристаллизатора капель в процессе образования 30 изделий, обуславливая этим различную скорость кристаллизации и, следовательно, формирование неоднородной структуры. Задачей изобретения является разработка способа получения фасонных отливок 35 с высокой структурной и химической однородностью. Поставленная задача достигается тем, что в известном способе получения фасонных отливок, включающем подачу жидкого 40 металла на вращающуюся формообразующую поверхность и его кристаллизацию, осуществляют подачу жидкого металла посредством перфорированного питателя," а скорость истечения расплава поддержива- 45 ют постоянной за счет изменения давления наддува Р в полости питателя по закону П = А (Нн - Н), где Н и Нн - текущая и начальная высота столба расплава в питателе; А - константа. Подача жидкого металла 50 посредством перфорированного питателя обеспечивает последовательное тонкопленочное затвердевание слоя с формированием мелкозернистой однородной структуры во всем объеме и прочным соединением 55 слоев. Однородность структуры фасонной отливки гарантируется поддержанием постоянной скорости нанесения расплава на формообразующую поверхность. Как известно, скорость вытекания жидкого металла из отверстия зависит от суммы ферростатического давления и давления наддува в полости питателя. Изменение давления наддува по вышеуказанному закону, обеспечивает постоянство суммарного давления и, следовательно, постоянство скорости истечения расплава из перфорированного питателя. Получают фасонные отливки с химической и структурной однородностью следующим образом. Исходную шихту загружают в тигель. Печь герметизируют, вакуумируют и при достижении рабочего давления в камере плавки включают схемы питания. Шихту расплавляют и выдерживают расплав для его очистки от газов и неметаллических включений. Затем нагрев выключают и наклоном тигля на 90° металл по металлопроводу подают в перфорированный тигель. После этого полость питателя изолируют от камеры и подают в нее инертный газ. Под действием ферростатического давления и давления наддува расплав вытекает через отверстия на вращающуюся поверхность, формообразующуюся поверхность, где он кристаллизуется. Изменение давления наддува по закону Р = А (Ни - Н) обеспечивает постоянную скорость истечения жидкого металла и, следовательно, однородность структуры фасонной отливки. П р и м е р . Получение трубной заготовки из серого чугуна 435 осуществляли на вакуумно-индукционной печи типа Тереус", оснащенной специальной технологической оснасткой. Получение трубной заготовки осуществляли в соответствии с описанием изложенным в данной заявке. Скорость вращения формообразующей поверхности вокруг оси составляет 600 об/мин, время пролета расплава до его осаждения на формообразующую поверхность - 0,025 с, скорость истечения расплава 2,96 м/с, скорость кристаллизации - 2,6 кг/с, начальная скорость охлаждения первого слоя 2-Ю4 к/с. Исследование распределения примесей по объему трубной заготовки, а также ее макро- и микроструктуры показало высокую степень однородности металла (см. таблицу). Кроме того установлено полное отсутствие в пределах разрешающей способности оптического микроскопа сульфидных и фосфидных включений, а также фосфидной эвтектики и пор. Применение заявляемого способа по сравнению с существующими позволит: 14962 1 Улучшить качество металла за счет высокой химической и структурной однородности. 2. Повысить служебные характеристики получаемых изделий (труб с раструбами, палые валы для ГТД и др.). Химический состав трубной заготовки Место отбора проб наружная верх поверхность середина трубы низ С 2,92 2,92 2,89 середина стенки трубы верх середина низ Концентрация ЭЛеменТОЕ», % 0,011 0,012 0,011 S Fe 0,010 0,008 0,006 основа 0,69 0,71 0,74 0,010 0,012 0,010 0,009 0,011 0,008 основа 1.11 1,09 1,09 0,70 0,72 0,74 0,012 0,013 0,013 0,011 0,009 0,010 основа 1,0-1,1 0,7-1,1 0,2 0,12 основа Мп р 1,10 1,09 1.11 0,78 0,71 0,75 2,91 2,90 2,92 1,10 1,11 ,06 внутренняя верх поверхность середина трубы низ 2,90 2,90 2,91 ГОСТ 1412-85 2,9-3,0 Упорядник Замовлення 4160 SI Техред М.Моргентал Коректор Н.Король Тираж Підписне Державне патентне відомство України, 254655, ГСП. Київ-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.ГагарІна, 101
ДивитисяДодаткова інформація
Автори англійськоюTryhub Mykola Petrovych, Akhonin Serhii Volodymyrovych, Derecha Oleksandr Yakovych, Savchynskyi Dmytro Vasyliovych, Prozorovskyi Anton Ivanovych
Автори російськоюТригуб Николай Петрович, Ахонин Сергей Владимирович, ДЕРЕЧА Александр Яковлевич, Савчинский Дмитрий Васильевич, Прозоровский Антон Иванович
МПК / Мітки
Мітки: фасонних, спосіб, одержання, відливків
Код посилання
<a href="https://ua.patents.su/4-14962-sposib-oderzhannya-fasonnikh-vidlivkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання фасонних відливків</a>
Спосіб виробництва фасонних електрошлакових відливок та пристрій для його здійснення
Номер патенту: 8156
Опубліковано: 26.12.1995
Автори: Уваров Євген Євгенович, Лисяна Світлана Петрівна, Чепурний Анатолій Данилович, Литвиненко Олександр Віталійович, Зайцев Володимир Іванович
МПК: B22D 23/00
Мітки: виробництва, фасонних, відливок, спосіб, здійснення, електрошлакових, пристрій
Формула / Реферат:
(57)1. Способ производства фасонных электрошлаковых отливок, включающий заливку жидкого металла и дозированного количества шлака в литейную форму, отличающийся тем, что заливку шлака производят двумя порциями, причем первую порцию шлака заливают до заливки металла при повороте плавильной емкости до совмещения уровня заливаемого шлака со сливным отверстием, заливку металла производят при дальнейшем повороте плавильной емкости до...
Пристрій для одержання відливок
Номер патенту: 14621
Опубліковано: 20.01.1997
Автори: Примак Іван Никонорович, Таранов Євген Дмитрович, Санніков Владислав Олександрович, Щеглов Володимир Михайлович, Крещук Тетяна Іванівна
МПК: B22D 18/00, B22D 27/11
Мітки: пристрій, відливок, одержання
Формула / Реферат:
1. Устройство для получения отливок, содержащее литейную форму с донным металлопроводом, металлоприемник и прессующий механизм, расположенный соосно с металлопроводом, отличающееся тем, что металлоприемник имеет донную втулку, расположенную соосно с металлопроподом, и заполненную пластичной в нагретом состоянии формовочной смесью, состыкованный с донной втулкой прессующий шнек, а мегаллопровод имеет уплотнительный фланец для сочленения его...
Спосіб одержання синтетичного модифікованого чавуну
Номер патенту: 737
Опубліковано: 15.12.1993
Автори: Шульга Василь Тимофійович, Зорін Аркадій Петрович, Шуміхін Володимир Сергійович, Сухарєв Леонід Григорович, Заверткін Олександр Сергійович, Московка Віталій Іванович, Потрух Олександр Григорович
МПК: C21C 1/02
Мітки: спосіб, модифікованого, одержання, синтетичного, чавуну
Формула / Реферат:
Формула изобретения Способ получения синтетического модифицированного чугуна в индукционной печи промышленной частоты, заключающийся в расплавлении шихтовых материалов, термовременной обработке и модифицировании расплава, отличающийся тем, что, с целью повышения скорости и степени усвоения углерода при науглероживании расплава и прочностных свойств чугуна, исходный чугун доводят в печи по содержанию углерода до 70-80% от конечного...
Спосіб одержання порошку алюмінію
Номер патенту: 10258
Опубліковано: 25.12.1996
Автори: Ісаєнкова Олена Сергіївна, Ледянський Олександр Федорович, Суліменко Віра Андріївна
МПК: B22F 9/08
Мітки: порошку, алюмінію, одержання, спосіб
Формула / Реферат:
Способ получения порошка алюминия, включающий получение расплава алюминия, диспергирование струи расплава водой, охлаждение полученных частиц и их сушку, отличающийся тем, что струю расплава подают в зону диспергирования с температурой не выше 780°С, веду подают с температурой не выше 12°С, жесткостью не более 3,0 г • экв/м3 , с водородным показателем рН 5,0-8,5 под давлением 50-70´105 Па, собщим расходом воды 0,02-0,06 м3 на 1 кг...
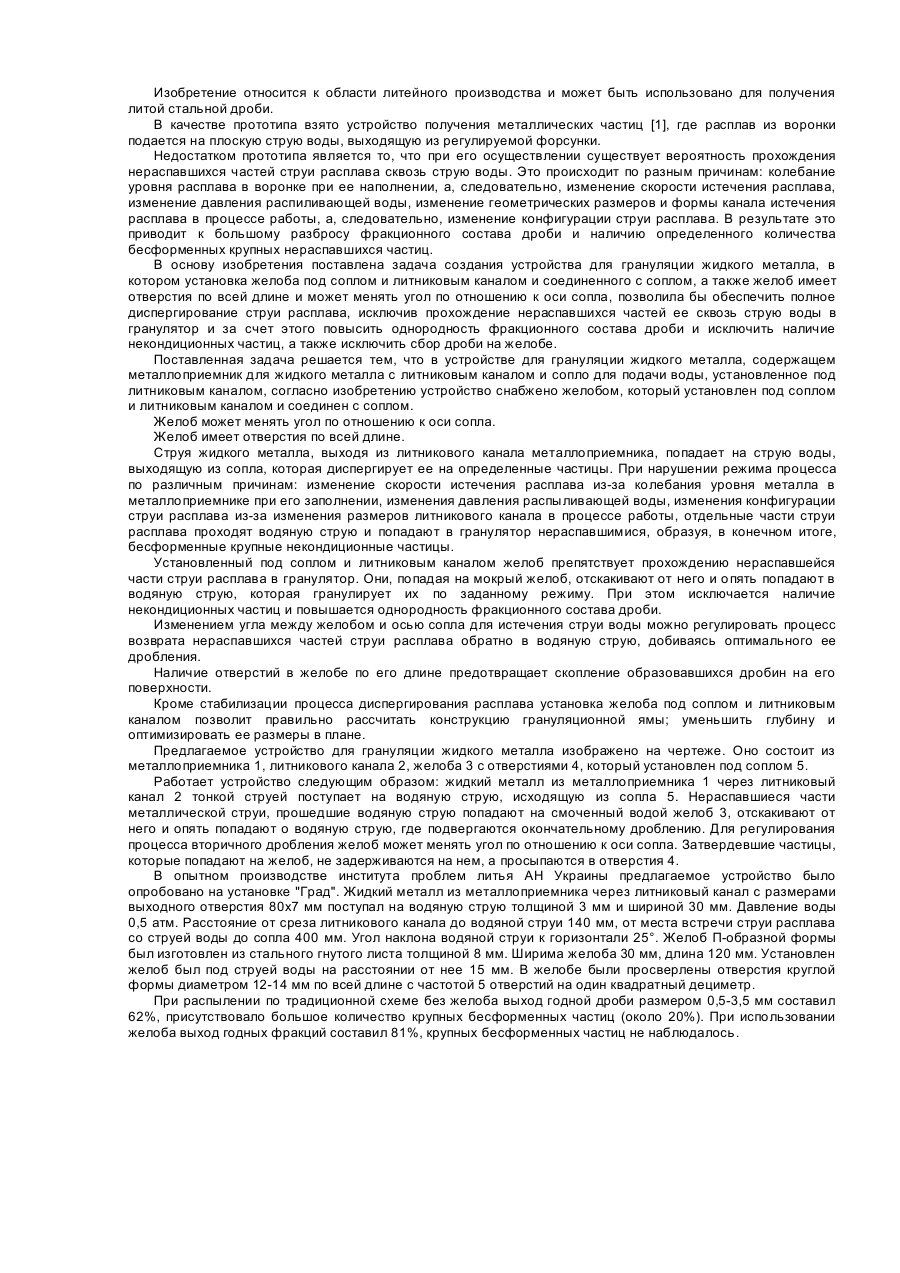
Пристрій для грануляції рідкого металу
Номер патенту: 12421
Опубліковано: 28.02.1997
Автори: Деревянко Василь Іванович, Салій Ернст Миколайович, Мундрук Леонід Олександрович, Лисенко Петро Васильович, Затуловський Сергій Семенович
МПК: B22F 9/08
Мітки: металу, пристрій, грануляції, рідкого
Формула / Реферат:
1. Устройство для грануляции жидкого металла, включающее металлоприемник для жидкого металла с литниковым каналом и сопло для подачи воды, установленное под литниковым каналом, отличающееся тем, что устройство снабжено жолобом, который установлен под соплом и литниковым каналом и соединен с соплом.2. Устройство по п.1, отличающееся тем, что жолоб может менять угол по отношению к оси сопла.3. Устройство по п.1, отличающееся...
Попередній патент: Пристрій для піднімання скла дверей автомобіля
Наступний патент: Високовольтний імпульсний конденсатор
Випадковий патент: Підшипниковий вузол вибивної транспортувальної машини (грохота)