Ливарна формувальна лінія
Номер патенту: 15676
Опубліковано: 17.07.2006
Автори: Шумаков Михайло Анатолійович, Ігнатенко Сергій Володимирович, Ігнатенко Валерій Вікторович, Андріяш Олександр Сергійович, Барчан Євген Миколайович, Шкода Віталій Антонович, Сердюк Юрій Дмитрович, Кліпін В'ячеслав Михайлович, Савчук Олександр Володимирович, Чепурний Анатолій Данилович, Карапейчик Ігор Миколайович
Формула / Реферат
1. Ливарна формувальна лінія, що виконана у вигляді двох паралельно розташованих ділянок, одна з яких являє собою формувальну лінію, що містить розташовані в технологічній послідовності установки виготовлення напівформ, обробки напівформ і складання напівформ у форми, з'єднані між собою привідним рольгангом, а інша - розливально-охолоджувальну лінію, яка призначена для розміщення на ній візків з формами для заливання рідким металом, і установку вибивання виливків, при цьому кінці формувальної і розливально-охолоджувальної ліній з'єднані між собою через рейковий шлях з встановленим на ньому трансферкаром і утворюють замкнуту транспортну систему, де формувальна і розливально-охолоджувальна лінії оснащені на кінцях штовхачами і амортизаторами, яка відрізняється тим, що ливарна формувальна лінія оснащена розміщеними поза її замкнутою транспортною системою двома паралельно розташованими додатковими лініями для установки на них візків з формами для заливання рідким металом, при цьому з одного боку кінці додаткових ліній розташовані з можливістю взаємодії з трансферкаром, встановленим на рейковому шляху, що з'єднує установку складання напівформ у форми на формувальній лінії з розливально-охолоджувальною лінією, а з іншого боку вільні кінці додаткових ліній з'єднані між собою через рейковий шлях з встановленим на ньому трансферкаром, при цьому кінці додаткових ліній так само оснащені штовхачами і амортизаторами.
2. Ливарна формувальна лінія за п. 1, яка відрізняється тим, що кінець однієї з додаткових ліній, розташований поблизу формувальної лінії з можливістю взаємодії з трансферкаром, встановленим на рейковому шляху, що з'єднує установку складання напівформ у форми на формувальній лінії і розливально-охолоджувальну лінію, оснащений штовхачем, а протилежний кінець цієї додаткової лінії - амортизатором, при цьому кінець іншої додаткової лінії, розміщений з можливістю взаємодії з трансферкаром, встановленим на рейковому шляху, який з'єднує установку складання напівформ у форми на формувальній лінії і розливально-охолоджувальну лінію, оснащений амортизатором, а її протилежний кінець - штовхачем.
3. Ливарна формувальна лінія за пп. 1, 2, яка відрізняється тим, що додаткові лінії, розміщені поза замкнутою транспортною системою, встановлені паралельно формувальній і розливально-охолоджувальній лініям.
Текст
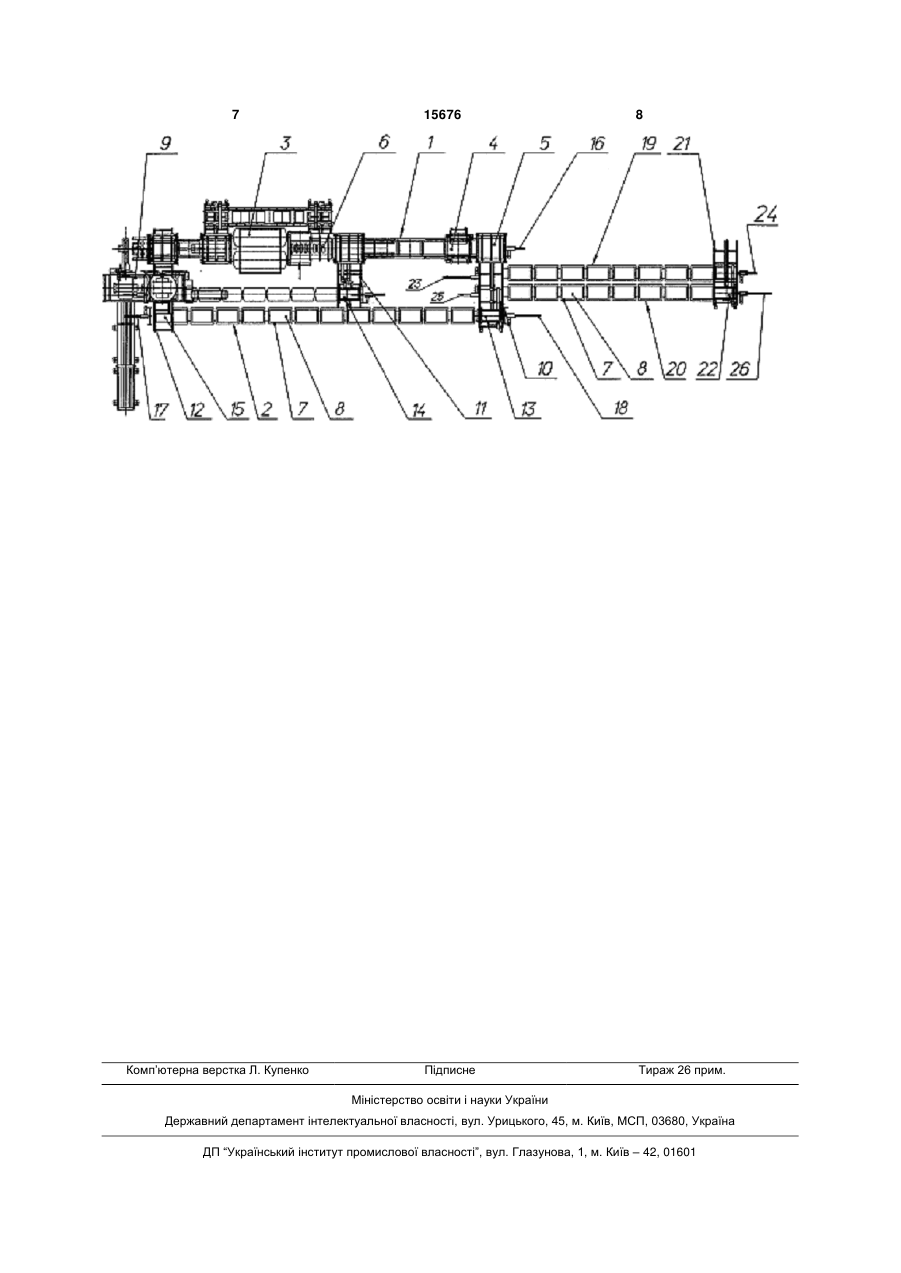
1. Ливарна формувальна лінія, яка виконана у вигляді двох паралельно розташованих ділянок, одна з яких уявляє собою формувальну лінію, що містить розташовані в технологічній послідовності установки виготовлення напівформ, обробки напівформ і складання напівформ у форми, з'єднані між собою привідним рольгангом, а інша - розливно-охолоджувальну лінію, яка призначена для розміщення на ній візків з формами для заливання рідким металом і установку вибивання лиття, при цьому кінці формувальної і розливноохолоджувальної ліній з'єднані між собою через рейковий шлях з встановленим на ньому трансферкаром і утворюють замкнуту транспортну систему, де формувальна і розливно-охолоджувальна лінії обладнані на кінцях штовхачами і амортизаторами, яка відрізняється тим, що ливарна формувальна лінія обладнана, розміщеними поза її замкнутою транспортною системою, двома пара U 2 (11) 1 3 15676 4 вигляді замкнутого центрального монорейкового охолоджувальна лінії обладнані на кінцях штовхашляху з робочими вітками, розташованими над чами і амортизаторами, відповідно до запропонозазначеними пристроями, і транспортними робованої корисної моделі, ливарна формувальна лінія тами. [Патент №2029659 по МПК 6: B22D47/02, обладнана, розміщеними поза її замкнутою транс1991р., РФ]. портною системою, двома паралельно розташоНедолік відомої ливарної лінії є її конструктиваними додатковими лініями для установки на них вна складність, що полягає в установці додаткової візків з формами для заливання рідким металом, транспортно-технологічної системи з верхнім розпри цьому з одного боку кінці додаткових ліній розташуванням шляхів. Крім того, застосування доташовані з можливістю взаємодії з трансферкадатково такої транспортно-технологічної системи ром, встановленим на рейковому шляху, що з'єдпогіршить техніку безпеки при роботі на відомій нує установку складання напівформ у форми на ливарній лінії. формувальній лінії з розливальноЗа прототип прийнято ливарно-формувальна охолоджувальною лінією, а з іншого боку вільні лінія німецької фірми "Kunkel Wagner" (Кресл. кінці додаткових ліній з'єднані між собою через 492/00-00-01 додається). рейковий шлях з встановленим на ньому трансЦя ливарно-формувальна лінія містить дві феркаром, при цьому кінці додаткових ліній так паралельно розташовані ділянки. Одна ділянка само обладнані штовхачами і амортизаторами. уявляє собою формувальну лінію, на якій у техноПричому, кінець одної з додаткових ліній, розлогічній послідовності розташована установка виташований поблизу формувальної лінії з можливіготовлення напівформ, установка обробки напівстю взаємодії з трансферкаром, встановленим на форм і установка складання напівформ у форми, рейковому шляху, що з'єднує установку складання об'єднані між собою привідним рольгангом. Інша напівформ у форми на формувальній лінії і розлиділянка уявляє собою розливальновально-охолоджувальну лінію, обладнаний штовохолоджувальну лінію, яка призначена для хачем, а протилежний кінець цієї додаткової лінії розміщення на ній візків з формами для заливання амортизатором, при цьому кінець іншої додаткової рідким металом і установку вибивання лиття. лінії, розміщений з можливістю взаємодії з трансОбидві лінії кінцями з'єднані між собою через рейферкаром, встановленим на рейковому шляху, що ковий шлях з встановленим на кожнім з них з'єднує установку зборки напівформ у форми на трансферкаром і утворюють замкнуту транспортну формувальній лінії і розливально-охолоджувальну систему, при цьому формувальна і розливальнолінію обладнаний амортизатором, а її протилежохолоджувальна лінії обладнані на кінцях штовханий кінець - штовхачом. нами і амортизаторами. Суть корисної моделі пояснюється кресленНедолік прототипу полягає в тому, що через ням, де зображено загальний вигляд ливарної тривалі простої обладнання на формувальній лінії, формувальної лінії в плані. зв'язаних з остиганням залитих рідким металом Ливарна формувальна лінія містить формуформ, встановлених на розливальновальну лінію 1 і розливально-охолоджувальну охолоджувальній лінії, продуктивність відомої лилінію 2. варної формувальної лінії низька. Подовження ж На формувальній лінії 1 у технологічній розливально-охолоджувальної лінії через обмежепослідовності розташована установка виготовленні технічні можливості штовхача і амортизатора ня напівформ 3, установка обробки напівформ 4 і неможливі. установка складання напівформ у форми 5. В основу корисної моделі поставлена задача, Всі установки 3, 4 і 5 з'єднані між собою шляхом установки в ливарній формувальній лінії привідним рольгангом 6. Розливальнододаткових ліній, обладнаних штовхачами і аморохолоджувальна лінія 2 уявляє собою транспортну тизаторами і взаємодія цих додаткових ліній із лінію, яка призначена для установки і трансферкаром рейкового шляху, що з'єднує форпереміщення по ній візків 7 з формами 8 для залимувальну і розливально-охолоджувальну лінії, вання рідким металом і установку вибивання лиття значно збільшити продуктивність ливарної форму9. вальної лінії, зменшити простої обладнання на Формувальна лінія 1 і розливальноформувальній лінії. охолоджувальна лінія 2 з'єднані між собою через Поставлена задача досягається тим, що в лирейковий шлях 10, 11 і 12 з встановленими на них варній формувальній лінії, яка виконана у вигляді трансферкарами 13, 14 і 15 і утворюють замкнуту двох паралельно розташованих ділянок, одна з транспортну систему. На кінці формувальної лінії яких уявляє собою формувальну лінію, що містить встановлено амортизатор 16. На кінцях розлирозташовані в технологічній послідовності установально-охолоджувальної лінії встановлено аморвки виготовлення напівформ, обробки напівформ і тизатор 17 і штовхач 18. Паралельно складання напівформ у форми, об'єднані між соформувальної лінії 1 і розливальнобою привідним рольгангом, а інша - розливальноохолоджувальної лінії 2, поза її замкнутою трансохолоджувальну лінію, яка призначена для розміпортною системою, розташовані дві додаткові лінії щення на ній візків з формами для заливання рід19 і 20. Одні кінці додаткових ліній 19 і 20 сполуким металом і установку вибивання лиття, при чаються з рейковим шляхом 10, по якому цьому кінці формувальної і розливальнопереміщується трансферкар 13. Протилежні кінці охолоджувальної ліній з'єднані між собою через додаткових ліній 19 і 20 з'єднані між собою через рейкові шляхи з встановленим на кожній з них рейковий шлях 21 з встановленим на ньому трансферкаром і утворюють замкнуту транспортну трансферкаром 22. Додаткова лінія 19 з одного систему, де формувальна і розливальнобоку обладнана штовхачем 23, а з протилежного 5 15676 6 амортизатором 24. Додаткова лінія 20 з одного ють на даній ливарній формувальній лінії (дрібні, боку обладнана амортизатором 25, а з іншого боку середні або великі) на додаткових лініях можуть - штовхачем 26. здійснювати заливання форм 8 рідким металом Ливарна формувальна лінія працює таким чиабо використовувати їх як ділянку накопичення ном. цих форм 8. На формувальній лінії 1 установка виготовЯкщо на ливарній формувальній лінії виголення напівформ 3, відповідно верхніх і нижніх, товляють велике лиття, то додаткові лінії 19 і 20 здійснює заповнення в напівформи формувальної використовують для накопичення візків 7 з форі облицювальної суміші, і наступним обрізанням мами 8. В противному випадку залиті рідким метанадлишків суміші. Після цього кожна напівформа лом форми важко переміщати по додатковій лінії встановлюється на візок 7 і передається по за допомогою штовхача 26. В цьому випадку привідному рольгангу 6 до установки обробки відбувається швидке зношування обладнання. напівформ 4. Після закінчення деякого часу форми 8, розНа установці обробки напівформ 4 ташовані на розливально-охолоджувальній лінії 2 і здійснюють установку в напівформи моделей і залиті рідким металом, остигають і штовхачем 18 елементів ливникової системи. на візках 7 їх переміщують на установку вибивання Далі на установці складання напівформ у лиття 9. Звільнені від відпрацьованої форми 5 через кантувачі відбувається сполучення формувальної суміші і готових відливок, форми 8 напівформ (верхньої і нижній) у форму 8 і її переміщують на трансферкарах 15 по рейковому кріплення за допомогою кронштейнів. Після чого, шляху 12 до установки виготовлення напівформ 3. готова до заливання рідким металом форма 8 Звільнена від візків 7 з формами 8 розливальновстановлюється на трансферкар 13 і передається охолоджувальна лінія 2 знову заповнюється по рейковому шляху 10 на розливальновізками 7 з формами 8, переміщуваними з додатохолоджувальну лінію 2. Наприкінці рейкового кових ліній 19 і 20 через трансферкар 13, рейковий шляху 10 форма 8 разом з візком 7 знімається з шлях 11 і штовхач 18. трансферкара 13 за допомогою підйомника і штовЯкщо на ливарній формувальній лінії вигохача 18 переміщується на розливальнотовляють середнє або дрібне лиття, то заливання охолоджувальну лінію 2. Це продовжується доти, рідкого метала у форми 8 здійснюють одночасно поки вся розливально-охолоджувальна лінія 2 не на розливально-охолоджувальній лінії і на додатбуде укомплектована візками 7 з формами 8. кових лініях 19 і 20, а потім після остигання метала Після чого здійснюють заливання форм 8 рідким форми 8 на візках 7 переміщують по розливальнометалом. При цьому формувальна лінія 1 не охолоджувальній лінії 3 на установку вибивання припиняє свою роботу. А готові до заливання лиття 9. форми 8, встановлені на візках 7, передаються з Запропоноване технічне рішення дозволить трансферкара 13 вже на додаткову лінію 19 і за значно збільшити продуктивність ливарної допомогою штовхальника 23 розміщуються на ній. формувальної лінії за рахунок скорочення простоїв Амортизатор 24 обмежує подальше обладнання на формувальній лінії. Використання переміщення візків 7 з формою 8 по додатковій ж у додаткових лініях своїх штовхачей і лінії 19. При цьому візок 7 з формою 8 дійшовши амортизаторів підвищить надійність роботи, тому до кінця лінії 19 встановлюється на трансферкар що просте подовження розливально22 рейкового шляху 21 і на ньому переміщується охолоджувальної лінії призвело б до надмірного до додаткової лінії 20, де візок 7 з формою 8 зростання зусилля на штовхачах і сходу візків з знімається з трансферкара 22 і штовхачем 26 рейкових шляхів або до підвищеного зносу ребер зіштовхується на додаткову лінію 20. З протилежїх колес. ного боку додаткової лінії 20 амортизатор 25 Крім того, запропонована конструкція ливаробмежує подальше переміщення візків 7 з форманої формувальної лінії дозволить регулювати її ми 8. Так буде продовжуватися доти, поки обидві продуктивність, використовуючи для заливання додаткові лінії 19 і 20 будуть укомплектовані форми рідким металом або тільки на розливальновізками 7 з формами 8. охолоджувальній лінії або на розливальноВ залежності від того, які відливки виготовляохолоджувальній лінії і обох додаткових ліній. 7 Комп’ютерна верстка Л. Купенко 15676 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюFoundry molding line
Автори англійськоюSavchuk Oleksandr Volodymyrovych, Chepurnyi Anatolii Danylovych, Serdiuk Yurii Dmytrovych, Brachan Yevhen Mykolaiovych, Ihnatenko Valerii Viktorovych, Shumakov Mykhailo Anatoliiovych, Klipin Viacheslav Mykhailovych, Shkoda Vitalii Antonovych
Назва патенту російськоюЛитейная формовочная линия
Автори російськоюСавчук Александр Владимирович, Чепурной Анатолий Даниилович, Сердюк Юрий Дмитриевич, Барчан Евгений Николаевич, Игнатенко Валерий Викторович, Шумаков Михаил Анатольевич, Клипин Вячеслав Михайлович, Шкода Виталий Антонович
МПК / Мітки
МПК: B22D 47/00
Мітки: формувальна, лінія, ливарна
Код посилання
<a href="https://ua.patents.su/4-15676-livarna-formuvalna-liniya.html" target="_blank" rel="follow" title="База патентів України">Ливарна формувальна лінія</a>
Автоматична формувальна лінія для виготовлення ливарних півформ
Номер патенту: 25465
Опубліковано: 30.10.1998
Автори: Літвінов Іван Арсентевич, Бірюков Сергій Петрович, Коротун Анатолій Миколаєвич, Ватков Володимир Сергійович
МПК: B22D 47/00
Мітки: виготовлення, формувальна, автоматична, лінія, ливарних, півформ
Формула / Реферат:
Автоматическая формовочная линия для изготовления литейных полуформ, содержащая формообразующий агрегат с подъемным столом, взаимосвязанным рольгангом с кантователем, механизм срезки излишков смеси и расположенные в технологической последовательности рольганги подачи опок и выдачи полуформ, отличающаяся тем, что рольганг подачи опок размещен в проеме, имеющем форму портала и выполненном в нижней части формообразующего агрегата, причем...
Ливарна форма

Номер патенту: 66967
Опубліковано: 15.06.2004
Автори: Віткалов Іван Сергійович, Левін Павло Борисович, Бондаренко Сергій Вікторович
МПК: B29C 41/34, B22D 29/00, B29C 33/44, B22D 7/06, B22C 9/00
Формула / Реферат:
Ливарна форма, яка містить верхню і нижню півформи, виконані з можливістю контактування між собою, при цьому в нижній півформі виконані заливальна чаша і випор, яка відрізняється тим, що кількість верхніх і нижніх півформ збільшено не менше ніж у два рази, нижні півформи виконані з'єднаними між собою в блок або по бічних стінках, або по торцевих стінках, крайні нижні півформи додатково обладнані цапфами, розташованими перпендикулярно...
Термопластична полівінілхлоридна формувальна композиція та спосіб її одержання
Номер патенту: 69411
Опубліковано: 15.09.2004
Автори: Бордеяну Раду, Ной Томас, Штурм Гаральд, Штінекер Аксель
МПК: C08F 2/12, C08F 285/00, C08F 8/00, C08J 5/00
Мітки: полівінілхлоридна, формувальна, композиція, спосіб, термопластична, одержання
Формула / Реферат:
1. Термопластична полівінілхлоридна формувальна композиція, що містить еластомервмісний модифікатор ударної в'язкості, що містить ядро з полівінілхлориду або співполімерів вінілхлориду та оболонку з зшитого гомо- або співполімеру алкіл(мет)акрилату, яку одержують суспензійною прищепленою співполімеризацією в присутності вказаного модифікатора.2. Термопластична полівінілхлоридна формувальна композиція за п. 1, яка відрізняється тим, що...
Формувальна машина
Номер патенту: 31675
Опубліковано: 15.12.2000
Автори: Бірюков Сергій Петрович, Коротун Анатолій Миколайович, Царьов Олександр Васильович
МПК: B22C 15/00
Мітки: формувальна, машина
Текст:
...наповнювальної рамки, з'єднаної з корпусом формувального механізму, і оснащеної засобами для установки опок, привело до суміщення функцій, що знизить металомісткість та запеспечить економію суміші та витрат на виготовлення форм. Оснащення поворотно-рухомої траверси засобами кріплення модельного комплекту необхідно для переводу модельного комплекту з верхнього положення в контакт з опокою, та виконання процессу верхньої протяжки моделей...
Спосіб формування та формувальна машина для ущільнення суміші
Номер патенту: 47665
Опубліковано: 15.07.2002
Автори: Царьов Олександр Васильович, Мікулін Володимир Васильович, Бірюков Сергій Петрович, Коротун Сергій Анатолійович, Коротун Анатолій Миколайович
МПК: B22C 15/00
Мітки: машина, ущільнення, спосіб, формувальна, формування, суміші
Формула / Реферат:
1. Спосіб формування, при якому на формівну суміш діють імпульсом стиснутого газу та контурною колодкою, який відрізняється тим, що контурною колодкою ущільнюють формівну суміш біля стінок опоки та, при необхідності, формують лійку для заливки металу перед виконанням імпульсного формування суміші.2. Формувальна машина для ущільнення суміші, що містить основу, підйомний стіл, опоку, наповнювальну рамку і траверсу, що несе імпульсну...
Попередній патент: Спосіб антигрибкової обробки кіно- і фотоплівки
Наступний патент: Спосіб трансплантації стромальних стовбурових клітин на багатокомпонентному тримірному носії для заміщення тангенціальних дефектів кісток кінцівок
Випадковий патент: Спосіб і пристрій для здійснення інформаційного запиту сеансу для визначення місцеположення площини користувача