Автоматична формувальна лінія для виготовлення ливарних півформ
Номер патенту: 25465
Опубліковано: 30.10.1998
Автори: Ватков Володимир Сергійович, Літвінов Іван Арсентевич, Коротун Анатолій Миколаєвич, Бірюков Сергій Петрович
Формула / Реферат
Автоматическая формовочная линия для изготовления литейных полуформ, содержащая формообразующий агрегат с подъемным столом, взаимосвязанным рольгангом с кантователем, механизм срезки излишков смеси и расположенные в технологической последовательности рольганги подачи опок и выдачи полуформ, отличающаяся тем, что рольганг подачи опок размещен в проеме, имеющем форму портала и выполненном в нижней части формообразующего агрегата, причем рольганг подачи опок установлен параллельно рольгангу, соединяющему кантователь с формообразующим агрегатом.
Текст
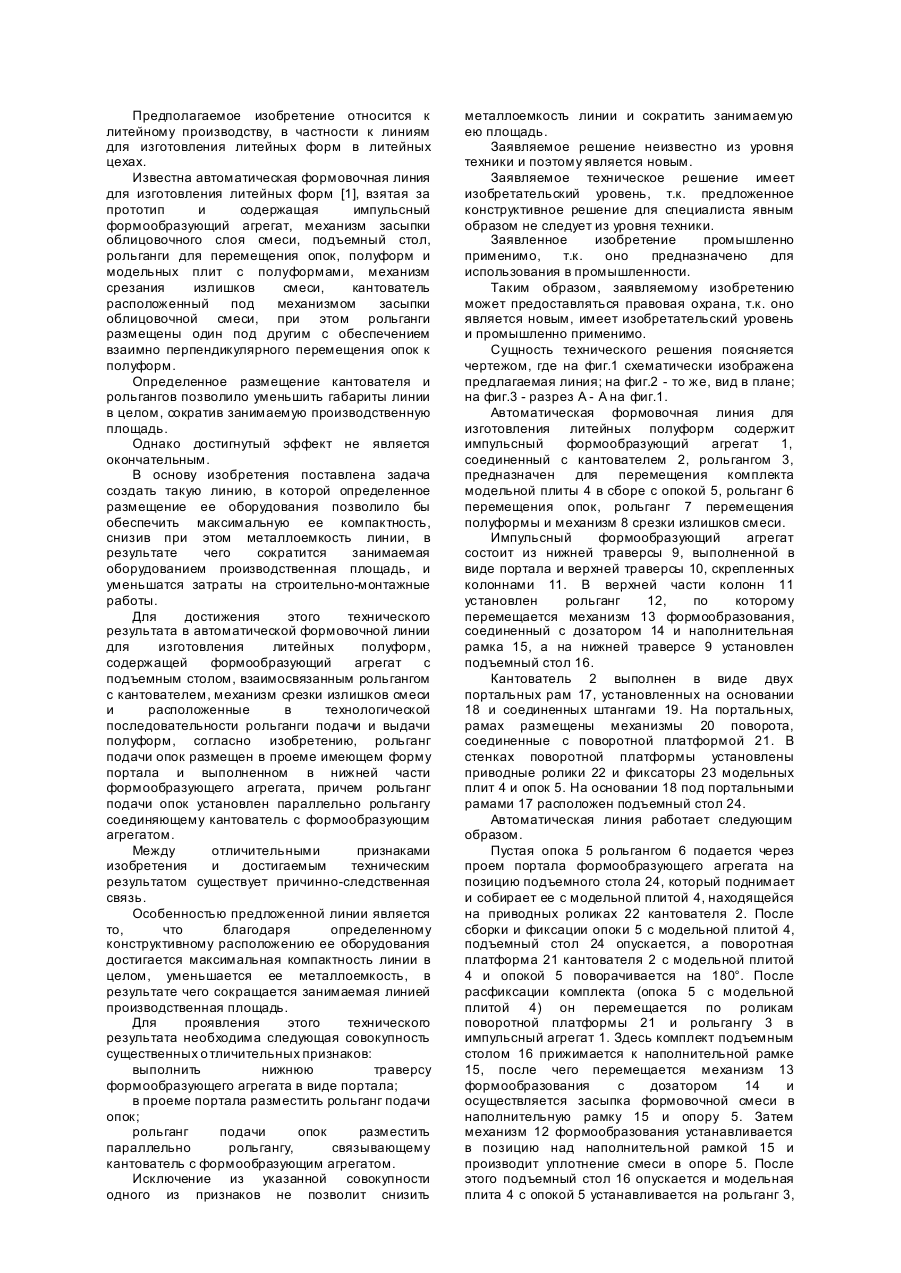
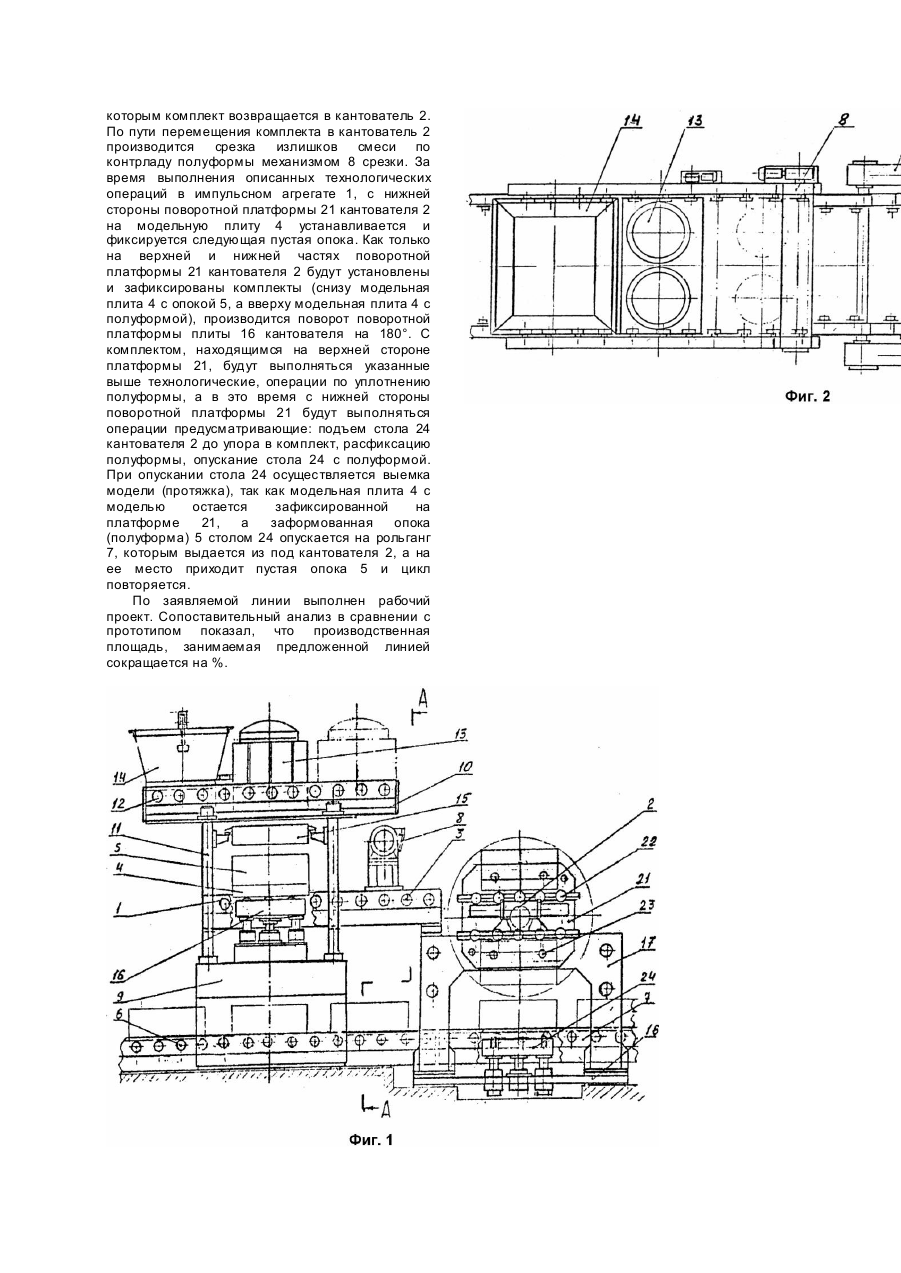
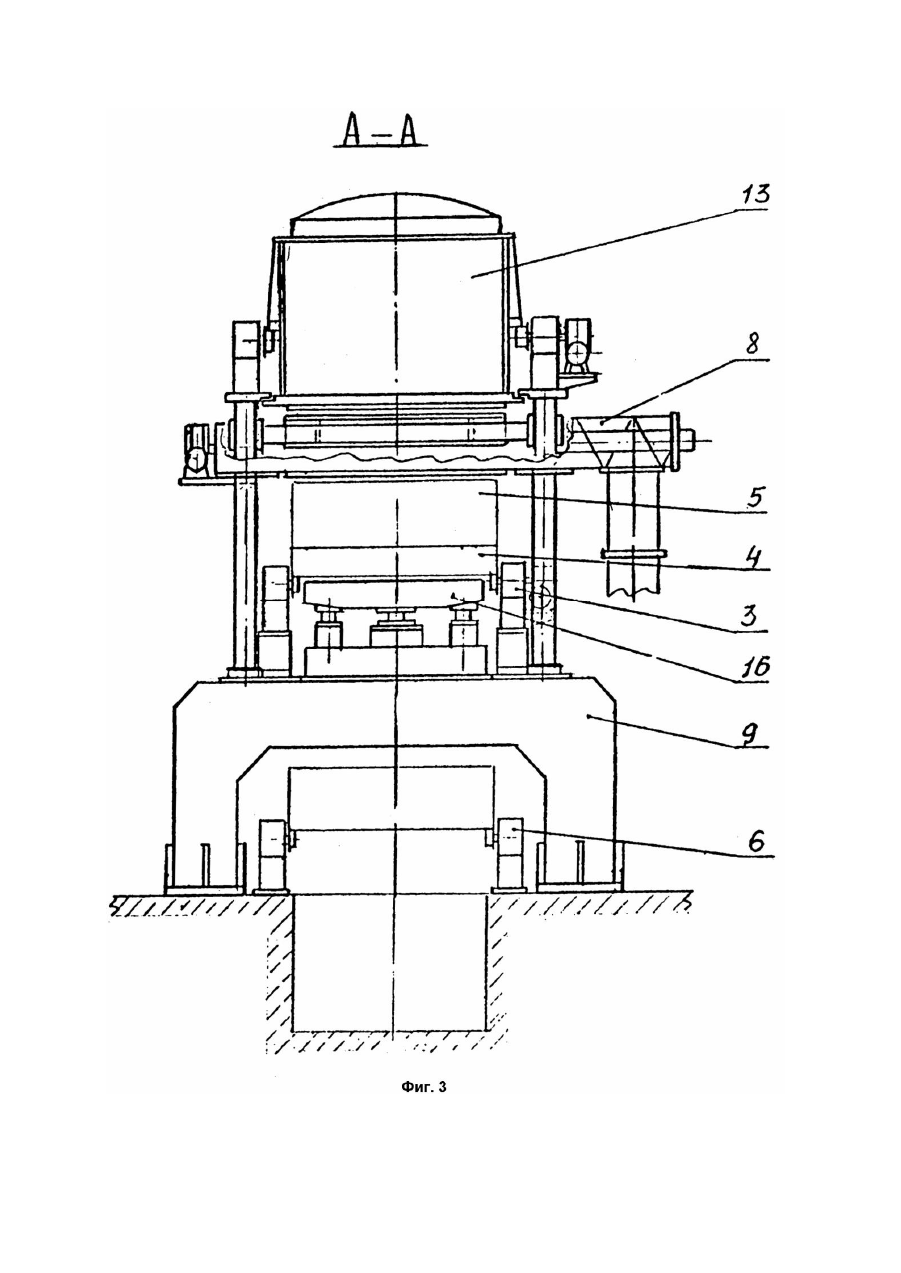
Предполагаемое изобретение относится к литейному производству, в частности к линиям для изготовления литейных форм в литейных цехах. Известна автоматическая формовочная линия для изготовления литейных форм [1], взятая за прототип и содержащая импульсный формообразующий агрегат, механизм засыпки облицовочного слоя смеси, подъемный стол, рольганги для перемещения опок, полуформ и модельных плит с полуформами, механизм срезания излишков смеси, кантователь расположенный под механизмом засыпки облицовочной смеси, при этом рольганги размещены один под другим с обеспечением взаимно перпендикулярного перемещения опок к полуформ. Определенное размещение кантователя и рольгангов позволило уменьшить габариты линии в целом, сократив занимаемую производственную площадь. Однако достигнутый эффект не является окончательным. В основу изобретения поставлена задача создать такую линию, в которой определенное размещение ее оборудования позволило бы обеспечить максимальную ее компактность, снизив при этом металлоемкость линии, в результате чего сократится занимаемая оборудованием производственная площадь, и уменьшатся затраты на строительно-монтажные работы. Для достижения этого технического результата в автоматической формовочной линии для изготовления литейных полуформ, содержащей формообразующий агрегат с подъемным столом, взаимосвязанным рольгангом с кантователем, механизм срезки излишков смеси и расположенные в технологической последовательности рольганги подачи и выдачи полуформ, согласно изобретению, рольганг подачи опок размещен в проеме имеющем форму портала и выполненном в нижней части формообразующего агрегата, причем рольганг подачи опок установлен параллельно рольгангу соединяющему кантователь с формообразующим агрегатом. Между отличительными признаками изобретения и достигаемым техническим результатом существует причинно-следственная связь. Особенностью предложенной линии является то, что благодаря определенному конструктивному расположению ее оборудования достигается максимальная компактность линии в целом, уменьшается ее металлоемкость, в результате чего сокращается занимаемая линией производственная площадь. Для проявления этого технического результата необходима следующая совокупность существенных о тличительных признаков: выполнить нижнюю траверсу формообразующего агрегата в виде портала; в проеме портала разместить рольганг подачи опок; рольганг подачи опок разместить параллельно рольгангу, связывающему кантователь с формообразующим агрегатом. Исключение из указанной совокупности одного из признаков не позволит снизить металлоемкость линии и сократить занимаемую ею площадь. Заявляемое решение неизвестно из уровня техники и поэтому является новым. Заявляемое техническое решение имеет изобретательский уровень, т.к. предложенное конструктивное решение для специалиста явным образом не следует из уровня техники. Заявленное изобретение промышленно применимо, т.к. оно предназначено для использования в промышленности. Таким образом, заявляемому изобретению может предоставляться правовая охрана, т.к. оно является новым, имеет изобретательский уровень и промышленно применимо. Сущность технического решения поясняется чертежом, где на фиг.1 схематически изображена предлагаемая линия; на фиг.2 - то же, вид в плане; на фиг.3 - разрез А - А на фиг.1. Автоматическая формовочная линия для изготовления литейных полуформ содержит импульсный формообразующий агрегат 1, соединенный с кантователем 2, рольгангом 3, предназначен для перемещения комплекта модельной плиты 4 в сборе с опокой 5, рольганг 6 перемещения опок, рольганг 7 перемещения полуформы и механизм 8 срезки излишков смеси. Импульсный формообразующий агрегат состоит из нижней траверсы 9, выполненной в виде портала и верхней траверсы 10, скрепленных колоннами 11. В верхней части колонн 11 установлен рольганг 12, по которому перемещается механизм 13 формообразования, соединенный с дозатором 14 и наполнительная рамка 15, а на нижней траверсе 9 установлен подъемный стол 16. Кантователь 2 выполнен в виде двух портальных рам 17, установленных на основании 18 и соединенных штангами 19. На портальных, рамах размещены механизмы 20 поворота, соединенные с поворотной платформой 21. В стенках поворотной платформы установлены приводные ролики 22 и фиксаторы 23 модельных плит 4 и опок 5. На основании 18 под портальными рамами 17 расположен подъемный стол 24. Автоматическая линия работает следующим образом. Пустая опока 5 рольгангом 6 подается через проем портала формообразующего агрегата на позицию подъемного стола 24, который поднимает и собирает ее с модельной плитой 4, находящейся на приводных роликах 22 кантователя 2. После сборки и фиксации опоки 5 с модельной плитой 4, подъемный стол 24 опускается, а поворотная платформа 21 кантователя 2 с модельной плитой 4 и опокой 5 поворачивается на 180°. После расфиксации комплекта (опока 5 с модельной плитой 4) он перемещается по роликам поворотной платформы 21 и рольгангу 3 в импульсный агрегат 1. Здесь комплект подъемным столом 16 прижимается к наполнительной рамке 15, после чего перемещается механизм 13 формообразования с дозатором 14 и осуществляется засыпка формовочной смеси в наполнительную рамку 15 и опору 5. Затем механизм 12 формообразования устанавливается в позицию над наполнительной рамкой 15 и производит уплотнение смеси в опоре 5. После этого подъемный стол 16 опускается и модельная плита 4 с опокой 5 устанавливается на рольганг 3, которым комплект возвращается в кантователь 2. По пути перемещения комплекта в кантователь 2 производится срезка излишков смеси по контрладу полуформы механизмом 8 срезки. За время выполнения описанных технологических операций в импульсном агрегате 1, с нижней стороны поворотной платформы 21 кантователя 2 на модельную плиту 4 устанавливается и фиксируется следующая пустая опока. Как только на верхней и нижней частях поворотной платформы 21 кантователя 2 будут установлены и зафиксированы комплекты (снизу модельная плита 4 с опокой 5, а вверху модельная плита 4 с полуформой), производится поворот поворотной платформы плиты 16 кантователя на 180°. С комплектом, находящимся на верхней стороне платформы 21, будут выполняться указанные выше технологические, операции по уплотнению полуформы, а в это время с нижней стороны поворотной платформы 21 будут выполняться операции предусматривающие: подъем стола 24 кантователя 2 до упора в комплект, расфиксацию полуформы, опускание стола 24 с полуформой. При опускании стола 24 осуществляется выемка модели (протяжка), так как модельная плита 4 с моделью остается зафиксированной на платформе 21, а заформованная опока (полуформа) 5 столом 24 опускается на рольганг 7, которым выдается из под кантователя 2, а на ее место приходит пустая опока 5 и цикл повторяется. По заявляемой линии выполнен рабочий проект. Сопоставительный анализ в сравнении с прототипом показал, что производственная площадь, занимаемая предложенной линией сокращается на %.
ДивитисяДодаткова інформація
Автори англійськоюBiriukov Serhii Petrovych
Автори російськоюБирюков Сергей Петрович
МПК / Мітки
МПК: B22D 47/00
Мітки: автоматична, лінія, півформ, формувальна, ливарних, виготовлення
Код посилання
<a href="https://ua.patents.su/3-25465-avtomatichna-formuvalna-liniya-dlya-vigotovlennya-livarnikh-pivform.html" target="_blank" rel="follow" title="База патентів України">Автоматична формувальна лінія для виготовлення ливарних півформ</a>
Автоматична лінія для виготовлення стержнів
Номер патенту: 1681
Опубліковано: 25.10.1994
Автори: Гончаров Олександр Терентійович, Реуцький Станіслав Петрович, Кривохіжин Микола Федорович, Воронін Юрій Федорович, Юткало Раїса Афанасіївна, Кошелев Віктор Іванович, Наугольний Анатолій Трохимович, Ільїн Вячеслав Олексійович
МПК: B22D 47/00
Мітки: лінія, виготовлення, стержнів, автоматична
Формула / Реферат:
Автоматическая линия для изготовления стержней, содержащая рабочую ветвь, состоящую из расположенных в технологической последовательности стержнеобразующего устройства, печи отверждения стержней, механизма разъема стержневого ящика и выталкивания стержней, механизма сборки стержневого ящика и выдачи стержней, подъемно-передающего устройства, отличающаяся тем, что, с целью расширения технологических возможностей и повышения...
Автоматична лінія для кріодроблення зношених автопокришок, армованих металокордом
Номер патенту: 9910
Опубліковано: 30.09.1996
Автори: Грінгерш Григорій Ілліч, Назаренко Олексій Полікарпович, Костеніков Анатолій Сергійович, Солянко Володимир Пилипович, Сухін Володимир Дмитрович
МПК: B29B 17/00
Мітки: автоматична, лінія, металокордом, кріодроблення, автопокришок, армованих, зношених
Формула / Реферат:
(57) 1. Автоматическая линия для криодробления изношенных автопокрышек, армированных металлокордом, содержащая загрузочное устройство, криоохладитель с загрузочным и разгрузочным люками, устройство для подачи автопокрышек, содержащее подающе-отсекающий механизм, разрушитель, разрушающие элементы которого снабжены параллельными ребрами, смещенными друг относительно друга на противодействующих элементах, устройство для удаления отходов и...
Автоматична поточна лінія для виготовлення металевих листових кузовів
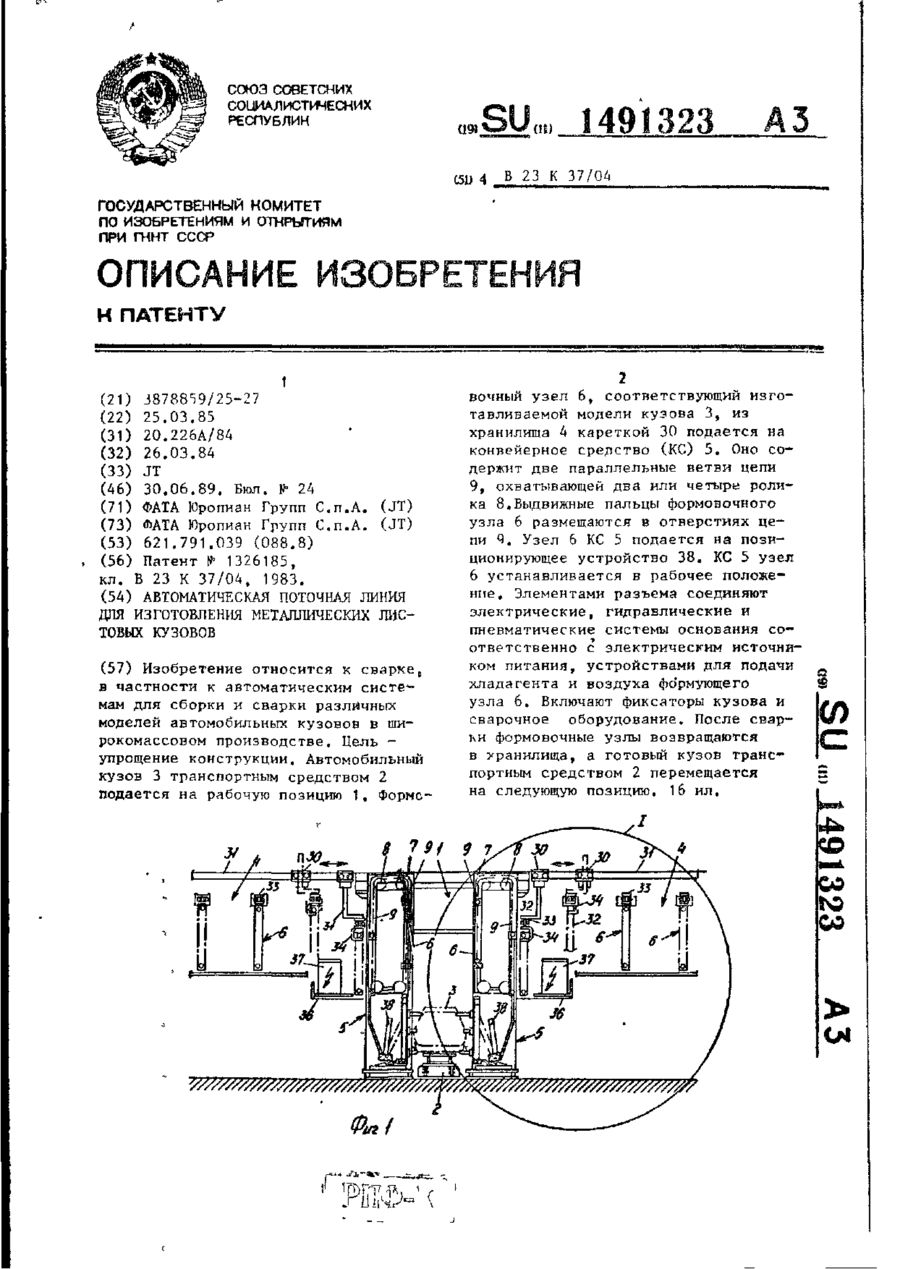
Номер патенту: 8353
Опубліковано: 29.03.1996
Автор: ФАТА ЮРОПІАН ГРУПП С.П.А.
МПК: B23K 37/04
Мітки: листових, автоматична, металевих, кузовів, лінія, виготовлення, поточна
Формула / Реферат:
Автоматическая поточная линия для изготовления металлических листовых кузовов, преимущественно автомобильных, содержащая расположенные на основании рабочую позицию, хранил и та для формовочных узлов, выполненных в иидс рам с фиксаторами для элементов кузовов, двумя выдвижными пальцами и ориентирующими роликами, расположенное между хранилищами и рабочей позицией конвейерное средство для подачи из хранилищ к рабочей позиции с двух се сторон...
Автоматична лінія для виготовлення пластинчатих ланцюгів

Номер патенту: 2920
Опубліковано: 26.12.1994
Автори: Терновой Анатолій Павлович, Михайленко Володимир Володимирович, Ганічев Валерій Олексійович, Рудь Олександр Васильович, Левенцов Юрій Романович, Вазаєв Абу Магомедович, Кудрявцев Віктор Іванович, Молчанов Сергій Борисович, Босін Євген Євгенович
МПК: B23P 19/02
Мітки: виготовлення, лінія, пластинчатих, автоматична, ланцюгів
Автоматична лінія для безперервного центробіжного лиття гільз циліндрів
Номер патенту: 3783
Опубліковано: 27.12.1994
Автори: Злобін Валерій Пилипович, Казберч Леонід Антонович, Сівер Микола Васильович
МПК: B22D 13/00
Мітки: центробіжного, автоматична, безперервного, циліндрів, лінія, гільз, лиття
Формула / Реферат:
1. Автоматическая линия для непрерывного центробежного литья гильз цилиндров, содержащая кольцевой конвейер с поворотным столом и шаговым приводом фиксатором, размещенные на столе спаренные центробежные машины с коки-ледержателями и разъемные кокили, механизм ориентации плоскости разъема кокилей, распылительное устройство нанесения теплоизолирующего покрытия на внутреннюю поверхность кокилей, заливочно-взвешивающее устройство, манипулятор...
Попередній патент: Спосіб лікування гострого пієлонефриту
Наступний патент: Спосіб розпізнавання аеродинамічних гвинтомоторних об’єктів, які низько літають
Випадковий патент: Спосіб ізоляції та обмеження водоприпливу у свердловинах