Спосіб захисту вузлів контактних стикових машин від іскор та бризок розплавленого металу і пристрій для його реалізації
Номер патенту: 15877
Опубліковано: 30.06.1997
Автори: Казимов Борис Іванович, Зяхор Ігор Васильович, Кучук-Яценко Сергій Іванович, Мосендз Ігор Миколаєвич, Череднічок Віталій Тимофійович, Швець Юрій Васильович
Формула / Реферат
(57) 1. Способ защиты узлов контактных стыковых машин от искр и брызг расплавленного металла, при котором между защищаемым узлом и зоной сварки устанавливают щиток с защищенной от попадания брызг металла рабочей поверхностью, отличающийся тем, что для защиты рабочей поверхности щитка на нее непрерывно подают воду, причем толщину слоя воды устанавливают равной максимальному размеру брызг металла, выбрасываемых из зоны сварки.
2. Устройство для защиты узлов контактных стыковых машин от искр и брызг расплавленного металла, содержащее по крайней мере один искрозащитный щиток, отличающееся тем, что последний снабжен трубопроводом для подачи воды, прикрепленным к его нерабочей поверхности, водосборным кожухом, закрывающим трубопровод и выполненным незамкнутым, причем его незамкнутая часть установлена относительно рабочей поверхности щитка с образованием щелевого отверстия по всей ширине последнего, а также направляющими планками, установленными по краям щитка.
Текст
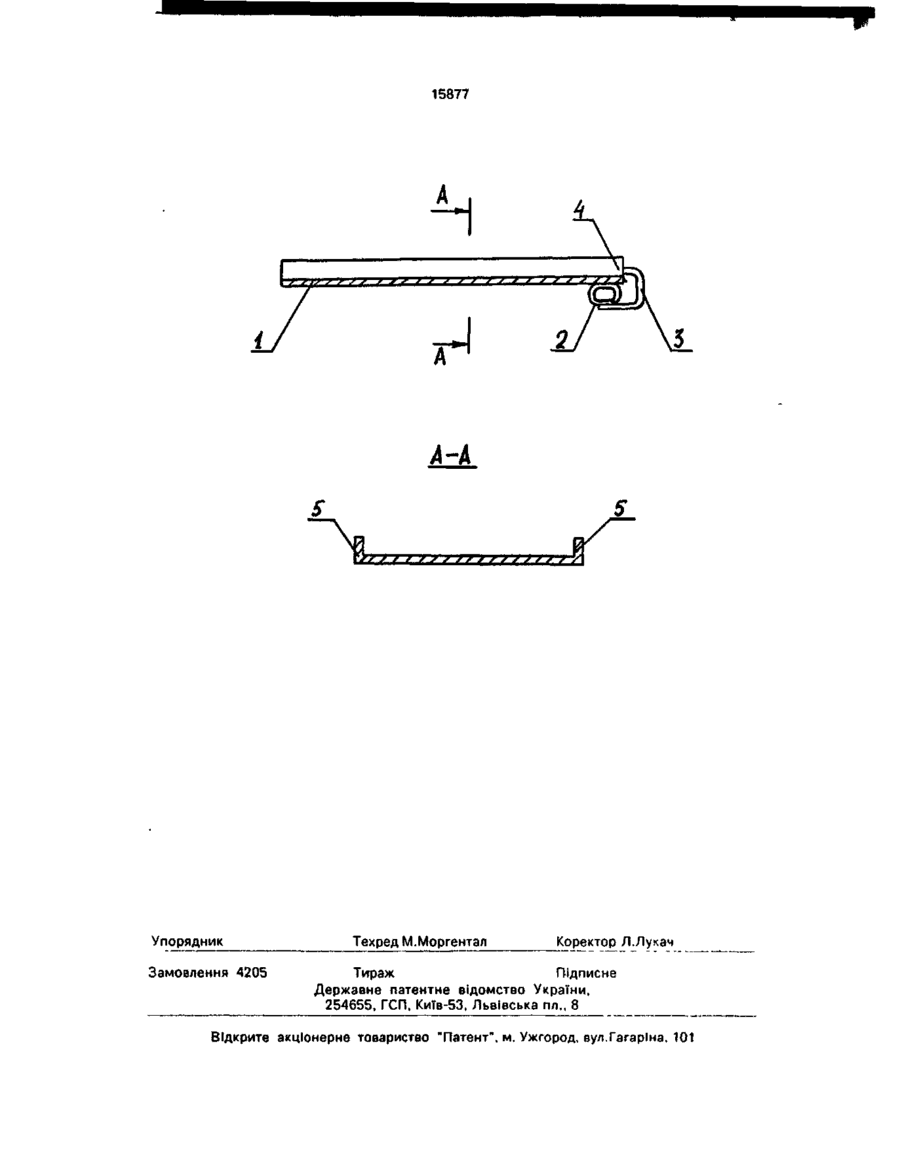
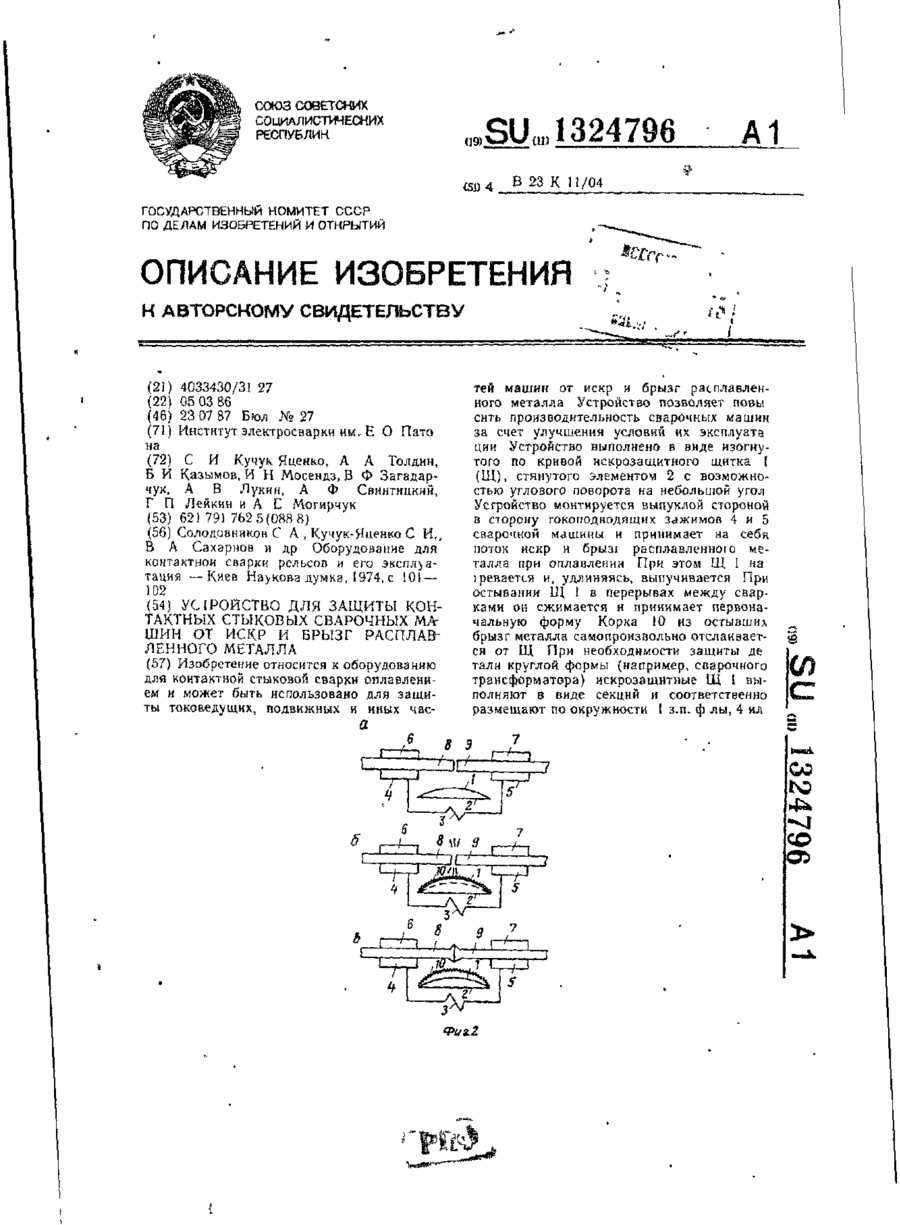
1. Способ защиты узлов контактных стыковых машин от искр и брызг расплавленного металла, при к о т о р о м между защищаемым узлом и зоной сварки устанавливают щиток с защищенной от попадания брызг металла рабочей поверхностью, о т л и ч а ю щ и й с я тем, что для защиты рабочей поверхности щитка на нее непрерывно подают воду, причем толщину слоя воды устанавливают равной максимальному размеру брызг металла, выбрасываемых из зоны сварки. 2. Устройство для защиты узлов контактных стыковых машин от искр и брызг расплавленного металла, содержащее по крайней мере один искрозащитный щиток, о т л и ч а ю щ е е с я тем, что последний снабжен трубопроводом для подачи воды, прикрепленным к его нерабочей поверхности, водосборным кожухом, закрывающим трубопровод и выполненным незамкнутым, причем его незамкнутая часть установлена относительно рабочей поверхности щитка с образованием щелевого отверстия по всей ширине последнего, а также направляющими планками, установленными по краям щитка. С > ел Предлагаемое изобретение относится к области сварки и может быть использовано в различных типах сварочных машин, на которых сварку осуществляют методом оплавления, для защиты токоведущих, подвижных и других частей машин от искр и брызг расплавленного металла. Известны способы и устройства для защиты отдельных частей сварочных машин для контактной сварки оплавлением от искр и брызг расплавленного металла. Общей чертой таких способов является установка на пути летящих искр и брызг расплавленного металла искрозащитных щитков, которые защищают узлы сварочной машины. Недостатком способа и устройства, предложенного в [1], является то, что после нескольких сварок щитки покрываются сплошной прочной коркой налипших брызг, которые необходимо удалять. Это значительно снижает производительность сварочных машин. Устройство, предлагаемое в А.с. № 1324796, представляет собой щиток изогнутой формы, края которого стянуты жестким элементом. В процессе сварок щиток и налипшие на него брызги проходят цикл нагрев-охлаждение, в результате чего происходит самопроизвольное отслаивание корок брызг. Такие устройства позволяют повысить производи 00 о 15877 тельность сварочного оборудования, однако в условиях высоких температур и бомбардирования поверхности щитка летящими с большой скоростью искрами происходит эрозия поверхности, изменение свойств материала щитка, что в условиях интенсивной эксплуатации оборудования резко снижает положительный эффект применения защитных щитков указанной конструкции. Известны способы защиты поверхности щитка от брызг металла, при котором на поверхность щитка, обращенную к зоне сварки, наносят пастообразные покрытия, уменьшающие силу сцепления брызг с поверхностью [2]. Данный способ принят в качестве прототипа. Недостатком такого способа является необходимость нанесения слоя покрытия (обычно оно производится вручную) практически после каждого сварочного цикла. Кроме этого, существующие в настоящее время составы малоэффективны, особенно это проявляется при сварке оплавлением, когда на один и тот же участок поверхности попадает большое количество брызг в течение сварочного цикла. Следует отметить также, что в условиях высоких температур происходит испарение покрытия, что не безвредно для обслуживающего персонала. В основу изобретения поставлена задача создания таких способа и устройства для защиты узлов контактных стыковых машин от искр и брызг расплавленного металла, которые обеспечивают повышение срока службы и надежности искрозащитных щитков за счет непрерывной подачи воды на рабочую поверхность щитков, причем толщина слоя воды равна максимальному размеру брызг металла, выбрасываемых из зоны сварки Предлагаемое устройство содержит по крайней мере один щиток, снабженный трубопроводом подачи жидкости (воды), прикрепленный к его нерабочей поверхности, водосборным кожухом, закрывающим трубопровод и выполненным незамкнутым", причем его незамкнутая часть установлена относительно рабочей поверхности щитка с образованием щелевого отверстия с ней по всей ширине последнего, а также направляющими планками, установленными по краям щитка. Сущность предлагаемого изобретения состоит в том, что создание непрерывно обновляемого слоя жидкости на рабочей поверхности щитка коренным образом меняет характер взаимодействия брызг металла со щитком. Любая частица расплавленного металла, попадая в слой жидкости, мгновенно охлаждается и под действием силы поверх 5 10 " 15 20 25 30 35 40 45 50 55 4 ностного натяжения, стремящейся придать тему наименьшую поверхность, приобретает форму шарика. В результате возможная поверхность контакта частицы металла со щитком резко снижается. Уменьшается также и коэффициент трения частицы о рабочую поверхность щитка. В таких условиях остывшие брызги легко уносятся потоком жидкости из зоны сварки. В результате не происходит скопление брызг металла на щитках, постоянное обновление защитного слоя обеспечивает его (слоя) постоянную температуру. Толщину обновляемого слоя воды следует устанавливать равной максимальному размеру брызг металла-d, выбрасываемых из зоны сварки. Как показали проведенные опыты по сварке деталей различного сечения, при толщине слоя воды меньше-d после нескольких циклов сварки происходит налипание на щиток отдельных крупных брызг, которые служат очагами образования участков налипших брызг и в дальнейшем приводят к образованию на щитках корки брызг и необходимости очистки щитков. При толщине слоя воды болыие-d - налипание брызг на щиток не происходит, однако при этом нерационально увеличивается расход воды, поэтому увеличение толщины слоя воды более-d допустимо, но нецелесообразно. Поскольку размер брызг металла зависит от режима сварки и типоразмера свариваемых деталей (DC f l a s h w e l d i n g , Hans-Dieter Staffen et al., Schweissen und Schneiden, 1983, № 8, E. 128-130), то максимальный размер брызг следует устанавливать э к с п е р и м е н т а л ь н о для данных типоразмера деталей и режима сварки. Предлагаемый способ защиты сварочных машин полностью исключает необходимость о ч и с т к и щ и т к о в в п р о ц е с с е эксплуатации и практически снимает вопрос о длительности функционирования щитков без потери рабочих характеристик. Особенностями предлагаемого устройства для реализации способа является следующее. Прикрепление трубопровода подачи жидкости к нерабочей поверхности щитка позволяет избежать обыскривания самого трубопровода и образования на нем корки брызг металла, т.к. трубопровод защищен телом щитка. Установка трубопровода в водосборном кожухе позволяет после заполнения последнего жидкостью обеспечить равномерное поступление жидкости из щелевого отверстия, образованного рабочей поверхностью щитка и кожухом, в результате чего и создается на рабочей поверхности постоянно обновляемый слой. Направляю 1 15877 щие планки, установленные по краям щитка, формируют направление течение слоя жидкости. На чертеже представлено схематическое изображение защитного устройства, 5 где 1 - щиток; 2 - трубопровод подачи жидкости; 3 - водосборный кожух; 4 - щелевое отверстие; 5 - направляющие планки. На щитке 1 со стороны нерабочей поверхности закреплен трубопровод подачи 10 жидкости 2, который закрыт водосборным кожухом 3. Между кожухом 3 и рабочей поверхностью щитка 1 выполнено щелевое отверстие 4. По краям щитка 1 установлены направляющие планки 5. 15 Способ защиты от искр и брызг расплавленного металла с помощью предлагаемого устройства реализуется следующим образом. Перед сваркой между зоной сварки и защитным участком сварочной машины ус- 20 танавливается щиток 1 так, чтобы его рабочая поверхность была обращена к зоне сварки. Трубопровод подачи жидкости 2 подключается к системе подачи жидкости. После заполнения жидкостью объема, огра- 25 ниченного водосборным кожухом 3, жидкость через щелевое отверстие 4 начинает поступать на рабочую поверхность щитка 1. Равномерное поступление жидкости и создание постоянно обновленного слоя на ра- 30 бочей поверхности щитка 1 достигается путем подбора расхода жидкости. Жидкость с края щитка 1, не ограниченного направляющими планками 5, сливается в водо-искросборник, после чего возможно ее повторное 35 использование. После подготовки защитного устройства к работе производится сварка. Искры и брызги расплавленного металла попадают в слой жидкости, охлаждаются и уносятся потоком жидкости с рабочей по- 40 верхности щитка 1. Примером конкретного применения предлагаемого устройства может служить сварка немерных отходов трубопрокатного производства 0245 х 10 мм в полномерные трубы на машине К584М. Штатные щитки сварочной машины, защищающие изоляцию штоков цилиндров осадки (Кучук-Яценко СИ. и др. Контактная стыковая сварка трубопроводов, Киев, Наукова думка, 1986, с. 149 /2/), были заменены щитками предлагаемой конструкции, которые устанавливались между зоной сварки и штоком так, чтобы рабочая поверхность щитков была обращена к свариваемым деталям. Трубопровод подачи жидкости подключался к системе подачи жидкости. В качестве жидкости используется вода. Расход воды устанавливался на уровне достаточном для равномерного поступления жидкости и создания постоянно обновляемого слоя (в данном случае расход составлял около 10 л/мин). При этом толщина непрерывно обновляемого слоя воды составляла около 1 мм, что соответствует максимальному диаметру искр и брызг металла, выбрасываемых из искрового зазора при оплавлении. Свариваемые детали подавались в сварочную машину и производилась сварка. Визуальный осмотр щитков и защищаемых штоков после работы сварочной машины с производительностью 10 стыков/час в течение 3 смен показал, что щитки выполнили функции без снижения функциональных характеристик. При этом не возникала необходимость в их очистке. Контроль за выполнением предлагаемого технического решения и работой устройства в процессе сварки осуществляется визуально оператором сварочной машины. 15877 4-А s Упорядник Замовлення 4205 Техред М.Моргентал Коректор Л.Лукач Тираж Підписне Державне патентне відомство України, 254655, ГСП, КиТв-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device of protection of the units of contact butt welders against sparksand drops of molten metal
Автори англійськоюKuchuk-Yatsenko Serhii Ivanovych, Mosendz Ihor Mykolaievych, Shvets Yurii Vasyliovych, Cherednichok Vitalii Tymofiiovych, Kazymov Borys Ivanovych, Ziakhor Ihor Vasyliovych
Назва патенту російськоюСпособ защиты узлов контактных стыковых машин от искр и брызг расплавленного металла и устройство для его осуществления
Автори російськоюКучук-Яценко Сергей Иванович, Мосендз Игорь Николаевич, Швец Юрий Васильевич, Чередничок Виталий Тимофеевич, Казимов Борис Иванович, Зяхор Игорь Васильевич
МПК / Мітки
МПК: B23K 11/00
Мітки: розплавленого, реалізації, контактних, машин, спосіб, іскор, стикових, захисту, вузлів, пристрій, металу, бризок
Код посилання
<a href="https://ua.patents.su/4-15877-sposib-zakhistu-vuzliv-kontaktnikh-stikovikh-mashin-vid-iskor-ta-brizok-rozplavlenogo-metalu-i-pristrijj-dlya-jjogo-realizaci.html" target="_blank" rel="follow" title="База патентів України">Спосіб захисту вузлів контактних стикових машин від іскор та бризок розплавленого металу і пристрій для його реалізації</a>
Пристрій для захисту контактних стикових зварювальних машин від іскр і бризк розплавленого металу
Номер патенту: 11737
Опубліковано: 25.12.1996
Автори: Свінтицький Анатолій Францевич, Лукін Анатолій Вікторович, Мосендз Ігор Миколайович, Толдін Анатолій Андрійович, Загадарчук Василь Феодосійович, Кучук-Яценко Сергій Іванович, Казимов Борис Іванович, Лейкін Георгій Петрович, Могірчук Олексій Евтихійович
МПК: B23K 11/04
Мітки: пристрій, контактних, розплавленого, стикових, іскр, захисту, бризк, металу, машин, зварювальних
Формула / Реферат:
1. Устройство для защиты контактных стыковых сварочных машин от искр и брызг расплавленного металла, образующихся при оплавлений свариваемых деталей, содержащее искрозащитный щиток, отличающееся тем, что, с целью повышения производительности контактных стыковых сварочных машин за счет улучшения условий их эксплуатации, искрозащитный щиток выполнен изогнутым по кривой, смонтирован на контактной стыковой сварочной машине выпуклой...
Установка для віброімпульсної обробки розплавленого металу
Номер патенту: 4844
Опубліковано: 28.12.1994
Автор: Коритов Володимир Олексійович
МПК: B22D 27/08
Мітки: металу, обробки, розплавленого, віброімпульсної, установка
Формула / Реферат:
Установка для виброимпульсной обработки расплавленного металла в емкости, содержащая источник упругих колебаний в виде установленной с помощью демпферов на уравновешенной, поворотной в вертикальной плоскости стреле разрядной камеры, заполненной рабочей жидкостью, с встроенными в нее положительным и отрицательным электродами, соединенными с генератором импульсных токов, с мембраной и излучателем, рабочий конец которого опущен и 'мкость для...
Установка для електрогідроімпульсної обробки розплавленого металу
Номер патенту: 12756
Опубліковано: 28.02.1997
Автори: Шевченко Євген Тімофійович, Євгеньєв Віктор Андрійович, Коритов Володимир Олексійович, Бутаков Борис Іванович
МПК: B22D 27/08
Мітки: обробки, установка, електрогідроімпульсної, розплавленого, металу
Текст:
...и центрируется по упорам 33 и 34. Включают систему прокачки (на чертеже не показана) электроразрядной камеры 3 с рабочей жидкостью 2, а также привод 19, при этом 35 каретка 18, соединенная кронштейнами 22 с цепной передачей 23 привода 19, по направляющим 21 перемещается к ковшу 31. Одновременно стрела 17, соединенная шарнирно с осью 27 через кронштейн 28 с ка- 40 реткой 18, перемещается по направляющим 26, имеющим горизонтальный и наклонный...
Установка для віброімпульсівної обробки розплавленого металу
Номер патенту: 4845
Опубліковано: 28.12.1994
Автори: Трофимов Глеб Андріанович, Моісеєнко Аркадій Павлович, Коритов Володимир Олексійович
МПК: B22D 27/02, B22D 27/08, B22D 1/00
Мітки: віброімпульсівної, розплавленого, обробки, металу, установка
Формула / Реферат:
1. Установка для виброимпульсной обработки расплавленного металла, содержащая источник упругих колебаний в виде прокачиваемой рабочей жидкостью разрядной камеры, установленной на упругих опорах планшайбы поворотной стрелы механизма се перемещения, со встроенными в нее положительным и отрицательным электродами, соединенными с генератором импульсов тока, и мембраной, закрепленной против положительного электрода, с центральным выступом, на...
Установка для віброімпульсної обробки розплавленого металу
Номер патенту: 4846
Опубліковано: 28.12.1994
Автори: Ващиленко Василь Іванович, Амплеєв Едуард Леонідович, Бутаков Борис Іванович, Ульянов Володимир Андрійович, Федченко Наталя Анатоліївна
МПК: B22D 27/02, B22D 27/08
Мітки: віброімпульсної, установка, обробки, металу, розплавленого
Формула / Реферат:
Установка для виброимпульсной обработки расплавленного металла, содержащая емкость для расплава, разрядную камеру с рабочей жидкостью и электродами, мембрану с центральным выступом и излучателем, снабженным в нижней части стержня насадкой, при этом мембрана выполнена в виде подпружиненного поршня, размещенного в кольцевой проточке разрядной камеры, отличающаяся тем, что, с целью повышения эффективности обработки, она снабжена...
Попередній патент: Система управління аеродинамічними поверхнями літака
Наступний патент: Засіб для лікування запальних захворювань стравоходу та запальних виразкових захворювань шлунково-кишкового тракту
Випадковий патент: Пристрій позиціювання головок в дискових накопичувачах інформації