Спосіб виготовлення стінної панелі
Формула / Реферат
l. Спосіб виготовлення стінної панелі включає виготовлення проміжного шару, що складається з пористого матеріалу, армування цього шару за допомогою металевої конструкції, що одночасно виконує функцію пружини-демпфера для навантажень, які діють на більші плоскі поверхні стінової панелі, виготовлення зовнішніх шарів з металевої сітки чарункового типу, які кріпляться до металевої конструкції з подальшим покриттям одержаної конструкції стінної панелі бетоном з двох сторін, який відрізняється тим, що як пористий матеріал проміжного шару використовують модулі з пінопласту, що виконаний в поперечному перерізі прямокутної форми, як металеву конструкцію для армування проміжного шару використовують плоскі дротяні металеві ферми, що у виробі розташовують вертикально, по довжині рівні довжині модуля з пінопласту, а по ширині складові не менше, ніж 1,2 товщини модуля, модулі і ферми пошарово укладають один на одний до розрахованої висоти і пресують зверху до отримання міцного зчеплення модулів між собою, металеву сітку кріплять за допомогою кілець до дротів виступної частини металевих ферм, бетонне покриття виконують товщиною від 30 мм.
2. Спосіб виготовлення стінної панелі за п. 1, який відрізняється тим, що дротяну металеву ферму, призначену для армування проміжного шару, виготовляють з дроту діаметром 3,5-7,0 мм.
3. Спосіб виготовлення стінної панелі за п. 1, який відрізняється тим, що дротяну металеву ферму, розташовану в проміжному шарі, виготовляють з внутрішнім фігурним малюнком, що розташований між двома паралельними дротами.
4. Спосіб виготовлення стінної панелі за пп. 1, 3, який відрізняється тим, що дротяну металеву ферму, розташовану в проміжному шарі, виготовляють з внутрішнім малюнком у вигляді зигзагу.
5. Спосіб виготовлення стінної панелі за пп. 1, 3, який відрізняється тим, що дротяну металеву ферму, розташовану в проміжному шарі, виготовляють з внутрішнім малюнком у вигляді напівкіл.
6. Спосіб виготовлення стінної панелі за пп. 1, 3, який відрізняється тим, що дротяну металеву ферму, розташовану в проміжному шарі, виготовляють з внутрішнім малюнком у вигляді сходової ферми.
Текст
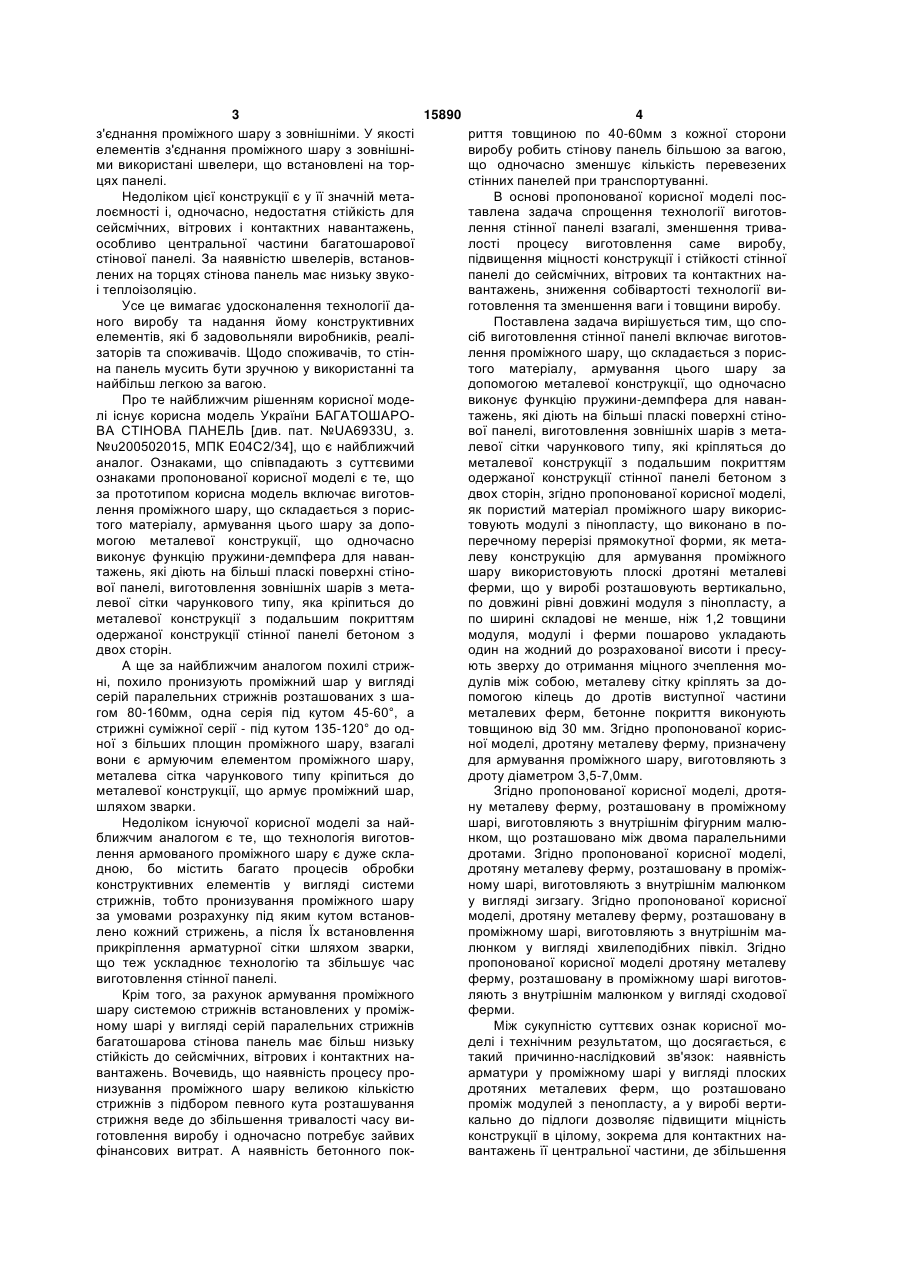
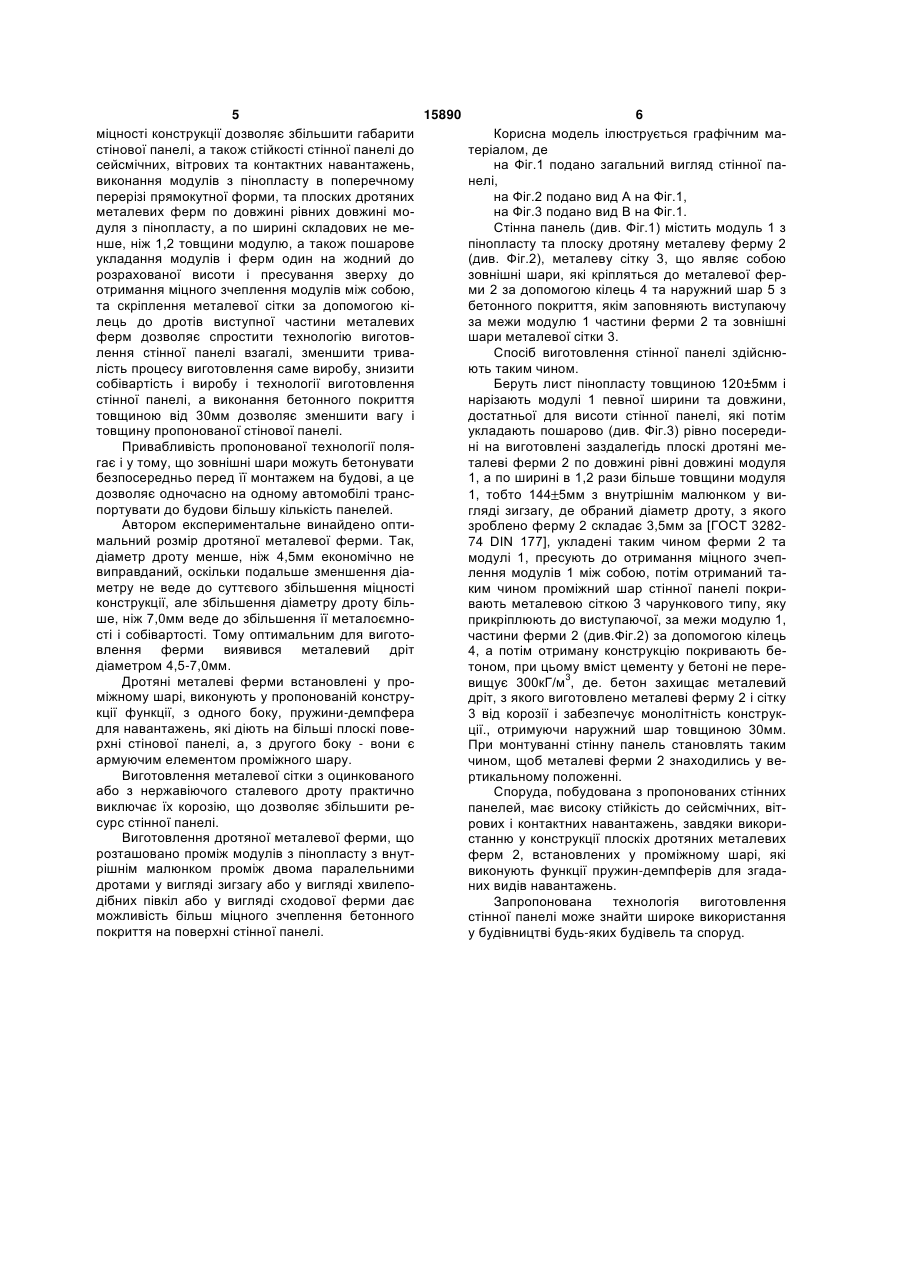
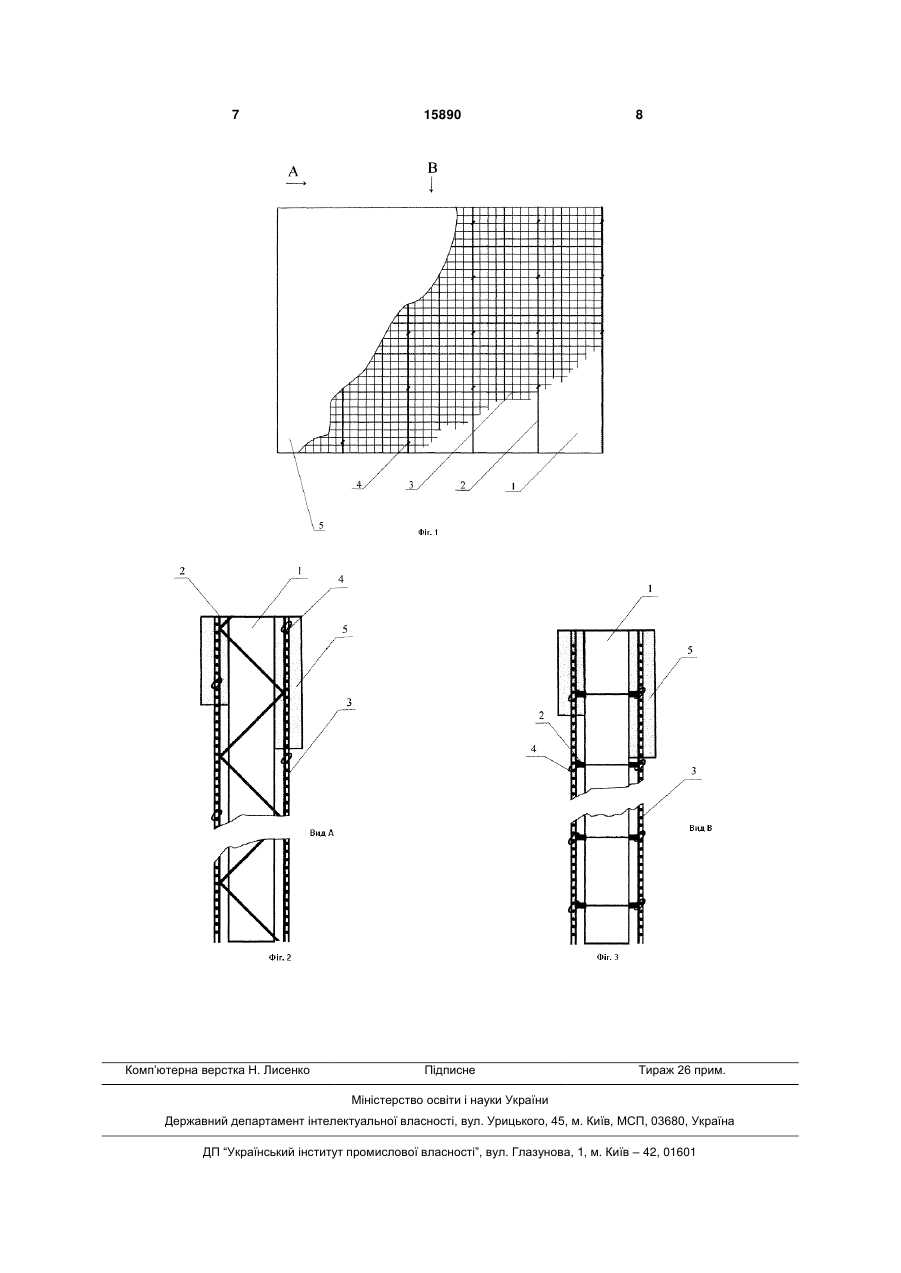
l. Спосіб виготовлення стінної панелі включає виготовлення проміжного шару, що складається з пористого матеріалу, армування цього шару за допомогою металевої конструкції, що одночасно виконує функцію пружини-демпфера для навантажень, які діють на більші плоскі поверхні стінової панелі, виготовлення зовнішніх шарів з металевої сітки чарункового типу, які кріпляться до металевої конструкції з подальшим покриттям одержаної конструкції стінної панелі бетоном з двох сторін, який відрізняється тим, що як пористий матеріал проміжного шару використовують модулі з пінопласту, що виконаний в поперечному перерізі прямокутної форми, як металеву конструкцію для армування проміжного шару використовують плоскі дротяні металеві ферми, що у виробі розташовують вертикально, по довжині рівні довжині модуля з пінопласту, а по ширині складові не менше, ніж 1,2 товщини модуля, модулі і ферми пошарово укладають один на одний до розрахованої висоти і пресують U 2 15890 1 3 15890 4 з'єднання проміжного шару з зовнішніми. У якості риття товщиною по 40-60мм з кожної сторони елементів з'єднання проміжного шару з зовнішнівиробу робить стінову панель більшою за вагою, ми використані швелери, що встановлені на торщо одночасно зменшує кількість перевезених цях панелі. стінних панелей при транспортуванні. Недоліком цієї конструкції є у її значній метаВ основі пропонованої корисної моделі послоємності і, одночасно, недостатня стійкість для тавлена задача спрощення технології виготовсейсмічних, вітрових і контактних навантажень, лення стінної панелі взагалі, зменшення триваособливо центральної частини багатошарової лості процесу виготовлення саме виробу, стінової панелі. За наявністю швелерів, встановпідвищення міцності конструкції і стійкості стінної лених на торцях стінова панель має низьку звукопанелі до сейсмічних, вітрових та контактних наі теплоізоляцію. вантажень, зниження собівартості технології виУсе це вимагає удосконалення технології даготовлення та зменшення ваги і товщини виробу. ного виробу та надання йому конструктивних Поставлена задача вирішується тим, що споелементів, які б задовольняли виробників, реалісіб виготовлення стінної панелі включає виготовзаторів та споживачів. Щодо споживачів, то стінлення проміжного шару, що складається з порисна панель мусить бути зручною у використанні та того матеріалу, армування цього шару за найбільш легкою за вагою. допомогою металевої конструкції, що одночасно Про те найближчим рішенням корисної модевиконує функцію пружини-демпфера для наванлі існує корисна модель України БАГАТОШАРОтажень, які діють на більші пласкі поверхні стіноВА СТІНОВА ПАНЕЛЬ [див. пат. №UA6933U, з. вої панелі, виготовлення зовнішніх шарів з мета№υ200502015, МПК Е04С2/34], що є найближчий левої сітки чарункового типу, які кріпляться до аналог. Ознаками, що співпадають з суттєвими металевої конструкції з подальшим покриттям ознаками пропонованої корисної моделі є те, що одержаної конструкції стінної панелі бетоном з за прототипом корисна модель включає виготовдвох сторін, згідно пропонованої корисної моделі, лення проміжного шару, що складається з порисяк пористий матеріал проміжного шару використого матеріалу, армування цього шару за допотовують модулі з пінопласту, що виконано в помогою металевої конструкції, що одночасно перечному перерізі прямокутної форми, як метавиконує функцію пружини-демпфера для наванлеву конструкцію для армування проміжного тажень, які діють на більші пласкі поверхні стіношару використовують плоскі дротяні металеві вої панелі, виготовлення зовнішніх шарів з метаферми, що у виробі розташовують вертикально, левої сітки чарункового типу, яка кріпиться до по довжині рівні довжині модуля з пінопласту, а металевої конструкції з подальшим покриттям по ширині складові не менше, ніж 1,2 товщини одержаної конструкції стінної панелі бетоном з модуля, модулі і ферми пошарово укладають двох сторін. один на жодний до розрахованої висоти і пресуА ще за найближчим аналогом похилі стрижють зверху до отримання міцного зчеплення моні, похило пронизують проміжний шар у вигляді дулів між собою, металеву сітку кріплять за досерій паралельних стрижнів розташованих з шапомогою кілець до дротів виступної частини гом 80-160мм, одна серія під кутом 45-60°, а металевих ферм, бетонне покриття виконують стрижні суміжної серії - під кутом 135-120° до одтовщиною від 30 мм. Згідно пропонованої корисної з більших площин проміжного шару, взагалі ної моделі, дротяну металеву ферму, призначену вони є армуючим елементом проміжного шару, для армування проміжного шару, виготовляють з металева сітка чарункового типу кріпиться до дроту діаметром 3,5-7,0мм. металевої конструкції, що армує проміжний шар, Згідно пропонованої корисної моделі, дротяшляхом зварки. ну металеву ферму, розташовану в проміжному Недоліком існуючої корисної моделі за найшарі, виготовляють з внутрішнім фігурним малюближчим аналогом є те, що технологія виготовнком, що розташовано між двома паралельними лення армованого проміжного шару є дуже складротами. Згідно пропонованої корисної моделі, дною, бо містить багато процесів обробки дротяну металеву ферму, розташовану в проміжконструктивних елементів у вигляді системи ному шарі, виготовляють з внутрішнім малюнком стрижнів, тобто пронизування проміжного шару у вигляді зигзагу. Згідно пропонованої корисної за умовами розрахунку під яким кутом встановмоделі, дротяну металеву ферму, розташовану в лено кожний стрижень, а після Їх встановлення проміжному шарі, виготовляють з внутрішнім маприкріплення арматурної сітки шляхом зварки, люнком у вигляді хвилеподібних півкіл. Згідно що теж ускладнює технологію та збільшує час пропонованої корисної моделі дротяну металеву виготовлення стінної панелі. ферму, розташовану в проміжному шарі виготовКрім того, за рахунок армування проміжного ляють з внутрішнім малюнком у вигляді сходової шару системою стрижнів встановлених у проміжферми. ному шарі у вигляді серій паралельних стрижнів Між сукупністю суттєвих ознак корисної мобагатошарова стінова панель має більш низьку делі і технічним результатом, що досягається, є стійкість до сейсмічних, вітрових і контактних натакий причинно-наслідковий зв'язок: наявність вантажень. Вочевидь, що наявність процесу проарматури у проміжному шарі у вигляді плоских низування проміжного шару великою кількістю дротяних металевих ферм, що розташовано стрижнів з підбором певного кута розташування проміж модулей з пенопласту, а у виробі вертистрижня веде до збільшення тривалості часу викально до підлоги дозволяє підвищити міцність готовлення виробу і одночасно потребує зайвих конструкції в цілому, зокрема для контактних нафінансових витрат. А наявність бетонного поквантажень її центральної частини, де збільшення 5 15890 6 міцності конструкції дозволяє збільшити габарити Корисна модель ілюструється графічним мастінової панелі, а також стійкості стінної панелі до теріалом, де сейсмічних, вітрових та контактних навантажень, на Фіг.1 подано загальний вигляд стінної павиконання модулів з пінопласту в поперечному нелі, перерізі прямокутної форми, та плоских дротяних на Фіг.2 подано вид А на Фіг.1, металевих ферм по довжині рівних довжині мона Фіг.3 подано вид В на Фіг.1. дуля з пінопласту, а по ширині складових не меСтінна панель (див. Фіг.1) містить модуль 1 з нше, ніж 1,2 товщини модулю, а також пошарове пінопласту та плоску дротяну металеву ферму 2 укладання модулів і ферм один на жодний до (див. Фіг.2), металеву сітку 3, що являє собою розрахованої висоти і пресування зверху до зовнішні шари, які кріпляться до металевої феротримання міцного зчеплення модулів між собою, ми 2 за допомогою кілець 4 та наружний шар 5 з та скріплення металевої сітки за допомогою кібетонного покриття, якім заповняють виступаючу лець до дротів виступної частини металевих за межи модулю 1 частини ферми 2 та зовнішні ферм дозволяє спростити технологію виготовшари металевої сітки 3. лення стінної панелі взагалі, зменшити триваСпосіб виготовлення стінної панелі здійснюлість процесу виготовлення саме виробу, знизити ють таким чином. собівартість і виробу і технології виготовлення Беруть лист пінопласту товщиною 120±5мм і стінної панелі, а виконання бетонного покриття нарізають модулі 1 певної ширини та довжини, товщиною від 30мм дозволяє зменшити вагу і достатньої для висоти стінної панелі, які потім товщину пропонованої стінової панелі. укладають пошарово (див. Фіг.3) рівно посередиПривабливість пропонованої технології поляні на виготовлені заздалегідь плоскі дротяні мегає і у тому, що зовнішні шари можуть бетонувати талеві ферми 2 по довжині рівні довжині модуля безпосередньо перед її монтажем на будові, а це 1, а по ширині в 1,2 рази більше товщини модуля дозволяє одночасно на одному автомобілі транс1, тобто 144 5мм з внутрішнім малюнком у випортувати до будови більшу кількість панелей. гляді зигзагу, де обраний діаметр дроту, з якого Автором експериментальне винайдено оптизроблено ферму 2 складає 3,5мм за [ГОСТ 3282мальний розмір дротяної металевої ферми. Так, 74 DIN 177], укладені таким чином ферми 2 та діаметр дроту менше, ніж 4,5мм економічно не модулі 1, пресують до отримання міцного зчепвиправданий, оскільки подальше зменшення діалення модулів 1 між собою, потім отриманий таметру не веде до суттєвого збільшення міцності ким чином проміжний шар стінної панелі покриконструкції, але збільшення діаметру дроту більвають металевою сіткою 3 чарункового типу, яку ше, ніж 7,0мм веде до збільшення її металоємноприкріплюють до виступаючої, за межи модулю 1, сті і собівартості. Тому оптимальним для виготочастини ферми 2 (див.Фіг.2) за допомогою кілець влення ферми виявився металевий дріт 4, а потім отриману конструкцію покривають бедіаметром 4,5-7,0мм. тоном, при цьому вміст цементу у бетоні не переДротяні металеві ферми встановлені у провищує 300кГ/м3, де. бетон захищає металевий міжному шарі, виконують у пропонованій конструдріт, з якого виготовлено металеві ферму 2 і сітку кції функції, з одного боку, пружини-демпфера 3 від корозії і забезпечує монолітність конструкдля навантажень, які діють на більші плоскі повеції., отримуючи наружний шар товщиною 30мм. рхні стінової панелі, а, з другого боку - вони є При монтуванні стінну панель становлять таким армуючим елементом проміжного шару. чином, щоб металеві ферми 2 знаходились у веВиготовлення металевої сітки з оцинкованого ртикальному положенні. або з нержавіючого сталевого дроту практично Споруда, побудована з пропонованих стінних виключає їх корозію, що дозволяє збільшити репанелей, має високу стійкість до сейсмічних, вітсурс стінної панелі. рових і контактних навантажень, завдяки викориВиготовлення дротяної металевої ферми, що станню у конструкції плоскіх дротяних металевих розташовано проміж модулів з пінопласту з внутферм 2, встановлених у проміжному шарі, які рішнім малюнком проміж двома паралельними виконують функції пружин-демпферів для згададротами у вигляді зигзагу або у вигляді хвилепоних видів навантажень. дібних півкіл або у вигляді сходової ферми дає Запропонована технологія виготовлення можливість більш міцного зчеплення бетонного стінної панелі може знайти широке використання покриття на поверхні стінної панелі. у будівництві будь-яких будівель та споруд. 7 Комп’ютерна верстка Н. Лисенко 15890 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod to make wall panel
Назва патенту російськоюСпособ изготовления стенной панели
МПК / Мітки
Мітки: панелі, спосіб, виготовлення, стінної
Код посилання
<a href="https://ua.patents.su/4-15890-sposib-vigotovlennya-stinno-paneli.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення стінної панелі</a>
Спосіб виготовлення панелі
Номер патенту: 33311
Опубліковано: 17.03.2003
Автор: Хохлов Володимир Олександрович
Мітки: панелі, спосіб, виготовлення
Формула / Реферат:
1. Спосіб виготовлення панелі шляхом формування двох шарів з ізоляційним проміжком між ними, який відрізняється тим, що спочатку в горизонтальній площині формують перший шар, водночас зверху в його тіло вводять кінці з'єднувальних елементів, за які застосовують стержні, і розташовують їх під кутом один відносно одного, а далі формують другий шар, одночасно на нього зверху накладають раніш сформований перший шар таким чином, щоб вільні кінці...
Спосіб виготовлення залізобетонної стінової панелі
Номер патенту: 29810
Опубліковано: 15.11.2000
Автори: Лівінський Олександр Михайлович, Іванов Олександр Володимирович, Семко Юрій Миколайович, Тимофеев Микола Іванович
Мітки: панелі, виготовлення, спосіб, залізобетонної, стінової
Формула / Реферат:
1. Спосіб виготовлення залізобетонної стінової панелі, який містить віброукладання бетонної суміші, пустотоутворення, теплопрогрів, який відрізняється тим, що віброукладання, пустотоутворення та теплопрогрів в формі здійснюють одночасно, причому пустотоутворення здійснюють шляхом закачування повітря в порожнину пневмотермоукладки.2. Спосіб виготовлення залізобетонної стінової панелі по п.1, який відрізняється тим, що термопрогрів...
Панель настилу моста та спосіб виготовлення панелі (варіанти)
Номер патенту: 75609
Опубліковано: 15.05.2006
Автор: Кеннеді Стефен Дж.
МПК: E01D 101/30, E01D 19/12, E01D 101/40, B32B 15/04
Мітки: спосіб, панелі, варіанти, виготовлення, моста, настилу, панель
Формула / Реферат:
1. Панель настилу моста, яка містить багатошарову конструкцію, що має верхню і нижню металеві плити і проміжний прошарок із термореактивного полімерного матеріалу, зчепленого з металевими плитами таким чином, щоб передавати між ними сили зсуву, і додатково містить металеву раму, прикріплену до периферії панелі настилу, при цьому стінки рами утворюють бічні стінки навколо проміжного прошарку.2. Панель настилу моста за п. 1, яка...
Спосіб виготовлення тришарової панелі з армованого пластику з заповнювачем із трубчастих елементів
Номер патенту: 73608
Опубліковано: 15.08.2005
Автори: Поспєлов Михайло Володимирович, Павлов Геннадій Олексійович, Богатов Ленінар Іванович
МПК: B29C 69/00
Мітки: спосіб, тришарової, виготовлення, армованого, панелі, елементів, трубчастих, пластику, заповнювачем
Формула / Реферат:
1. Спосіб виготовлення тришарової панелі з армованого пластику з заповнювачем із трубчастих елементів, який включає формування нижнього несучого шару, укладання впритул один до одного трубчастих елементів заповнювача, формування поверх них верхнього несучого шару і затвердіння всіх елементів тришарової панелі, який відрізняється тим, що спочатку з попередньо відформованих і затверділих трубчастих елементів заповнювача виготовляють блоки, які...
Спосіб виготовлення облицювальної панелі
Номер патенту: 15827
Опубліковано: 17.07.2006
Автори: Осипович Наталія Олександрівна, Осипович Олег Вікторович
Мітки: спосіб, облицювальної, панелі, виготовлення
Формула / Реферат:
1. Спосіб виготовлення облицювальної панелі, що включає розкладання плиток у необхідному порядку, закріплення плиток лицьовим боком на носії за допомогою сполучного шару, нанесеного принаймні на один бік носія, який відрізняється тим, що як носій використовують переважно синтетичну плівку.2. Спосіб за п. 1, який відрізняється тим, що як носій використовують прозору синтетичну плівку.3. Спосіб за п. 1 або 2, який...
Попередній патент: Машина колійна в.і. буковського
Наступний патент: Тунельна піч
Випадковий патент: Пристрій контролю та автоматичного регулювання рівня напруги на шинах трансформаторної підстанції