Спосіб виготовлення тришарової панелі з армованого пластику з заповнювачем із трубчастих елементів
Номер патенту: 73608
Опубліковано: 15.08.2005
Автори: Павлов Геннадій Олексійович, Богатов Ленінар Іванович, Поспєлов Михайло Володимирович
Формула / Реферат
1. Спосіб виготовлення тришарової панелі з армованого пластику з заповнювачем із трубчастих елементів, який включає формування нижнього несучого шару, укладання впритул один до одного трубчастих елементів заповнювача, формування поверх них верхнього несучого шару і затвердіння всіх елементів тришарової панелі, який відрізняється тим, що спочатку з попередньо відформованих і затверділих трубчастих елементів заповнювача виготовляють блоки, які мають кривизну зовнішніх поверхонь, ідентичну кривизні відповідних поверхонь виготовлюваної тришарової панелі; блоки викладають у форму, робоча поверхня якої має кривизну, ідентичну кривизні відповідної поверхні виготовлюваної тришарової панелі; блоки притискують до робочої поверхні форми і фіксують один до одного; у зазори, що утворилися між блоками, вводять впритул до бічних граней сусідніх блоків попередньо відформовані, але ще незатверділі заготовки забійних трубчастих елементів заповнювача з наступним їх затвердінням; поверх утвореного в такий спосіб суцільного шару заповнювача формують верхній несучий шар тришарової панелі; після затвердіння верхнього несучого шару, а також фіксації кривизни заготовки тришарової панелі її знімають з форми і на протилежній стороні шару заповнювача формують нижній несучий шар тришарової панелі з його наступним затвердінням.
2. Спосіб виготовлення тришарової панелі за п. 1, який відрізняється тим, що блоки з попередньо затверділих трубчастих елементів виготовляють шляхом їхньої склейки по суміжних бічних гранях у спеціальній прес-формі, робочі поверхні якої ідентичні відповідним поверхням виготовлюваної тришарової панелі.
3. Спосіб виготовлення тришарової панелі за пп. 1, 2, який відрізняється тим, що перед укладанням попередньо затверділих прямолінійних трубчастих елементів у прес-форму для виготовлення блоків у них виконують надрізи, кожен з яких розсікає частково обидві бічні грані і повністю одну з граней, які примикають до несучого шару виготовлюваної тришарової панелі, а площини надрізів кожного трубчастого елемента розташовані зі зсувом стосовно площин надрізів суміжних трубчастих елементів блока.
4. Спосіб виготовлення тришарової панелі за п. 1, який відрізняється тим, що при виготовленні заготовок забійних трубчастих елементів, їм у плані додають форму, ідентичну конфігурації в плані відповідних зазорів між сусідніми блоками трубчастих елементів заповнювача виготовлюваної тришарової панелі.
5. Спосіб виготовлення тришарової панелі за п. 1, який відрізняється тим, що при формуванні верхнього несучого шару виготовлюваної тришарової панелі спочатку виконують його формування на ділянках між притисками, які забезпечують притиснення блоків трубчастих елементів заповнювача до робочої поверхні форми, а потім, після затвердіння цих ділянок і переносу притисків на затверділі ділянки верхнього несучого шару, виконують деформування верхнього несучого шару на пропущених ділянках з наступним їх затвердінням.
6. Спосіб виготовлення тришарової панелі за п. 1, який відрізняється тим, що фіксацію кривизни заготовки виготовлюваної тришарової панелі перед зняттям її з форми виконують шляхом приформування до її верхнього несучого шару елементів набору панелі.
Текст
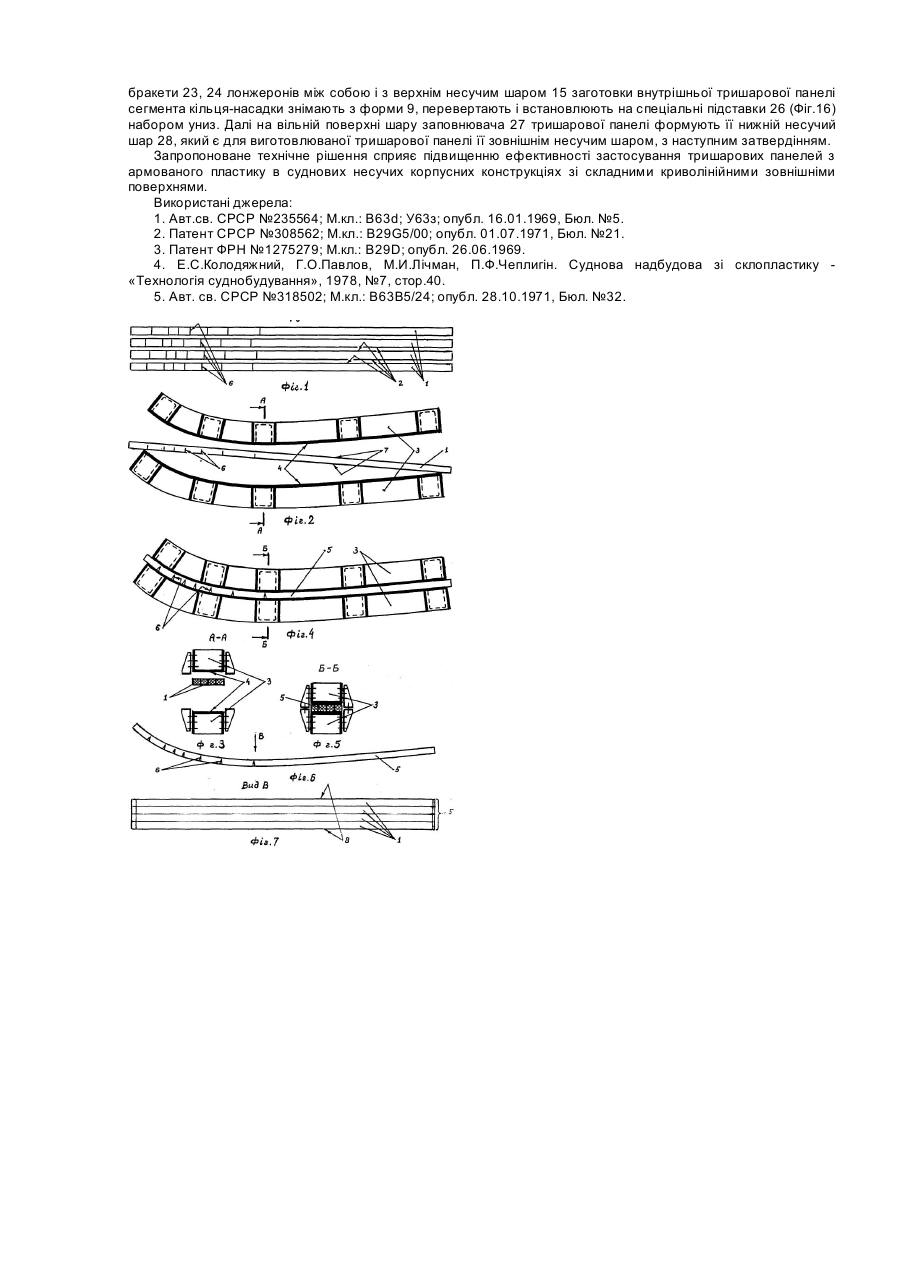
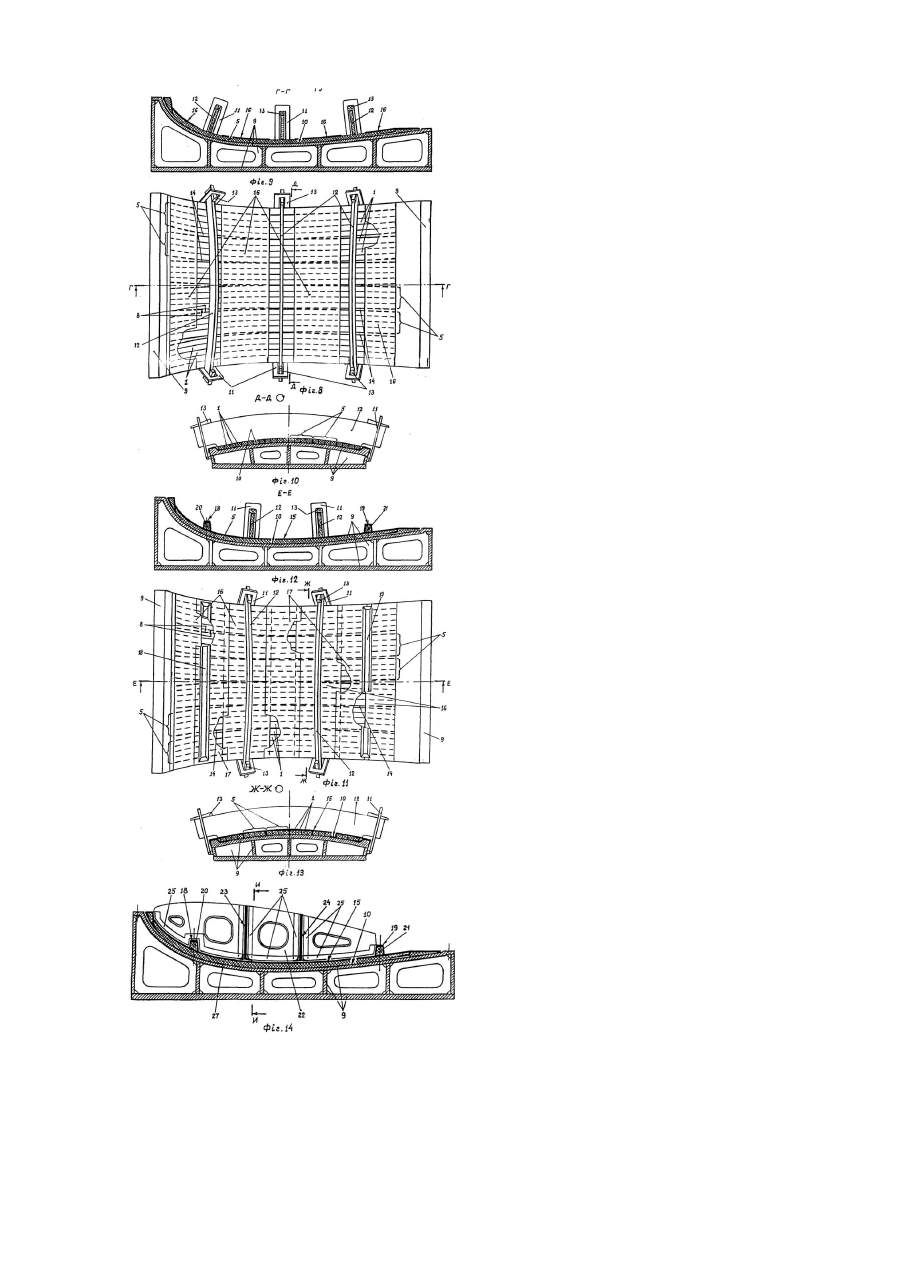
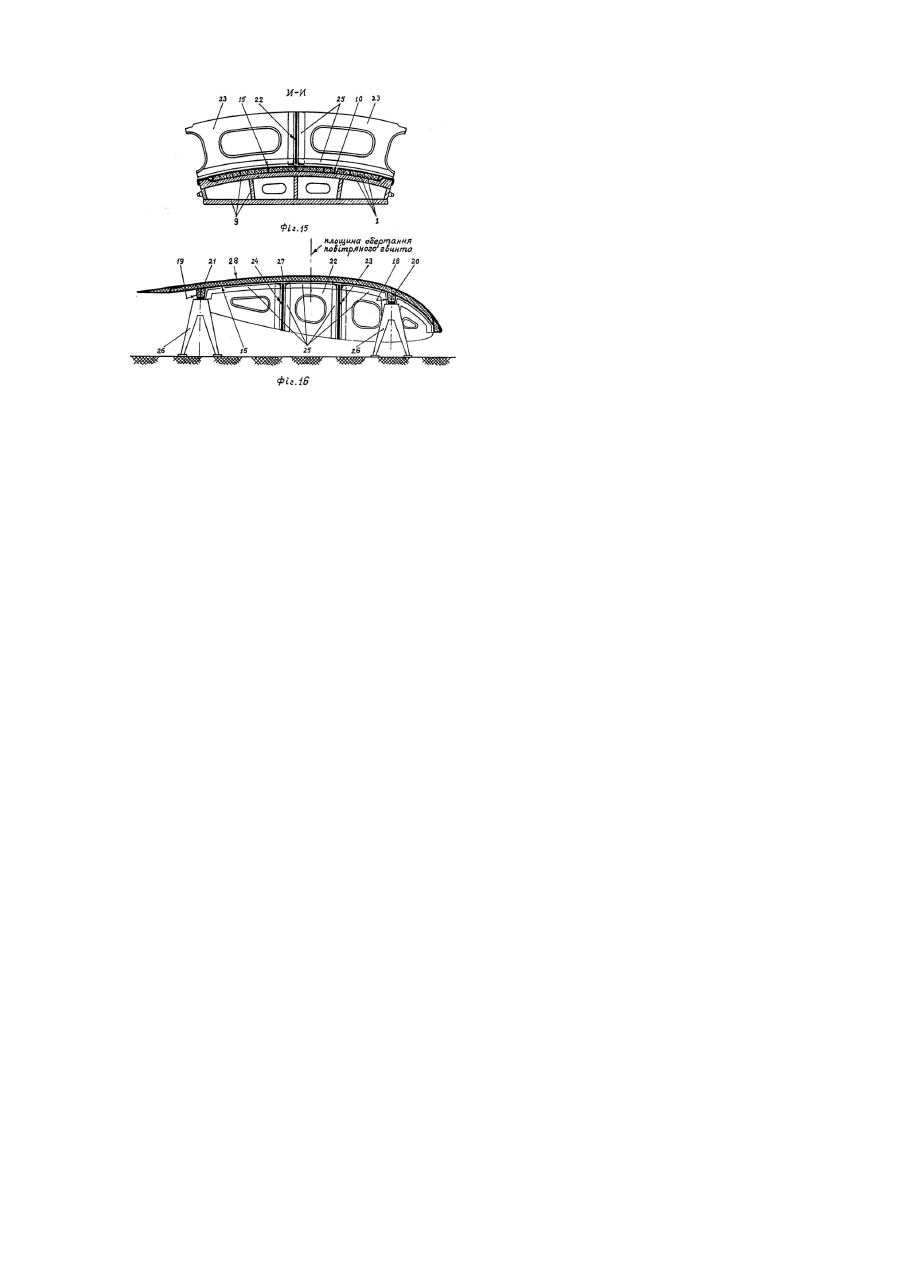
Винахід відноситься до суднобудування і стосується технології виготовлення великогабаритних несучих корпусних конструкцій з криволінійними поверхнями двоякої кривизни, наприклад, аеродинамічних конструкцій суден на повітряній подушці. Винахід може бути використаний також у літакобудуванні. Відомий спосіб виготовлення тришарової панелі з армованого пластику з заповнювачем із трубчастих елементів, який полягає в наступній послідовності технологічних операцій: формування зовнішніх несучих шарів тришарової панелі, кожного у своїй формі; їх отвердіння; розташування між ними з визначеним кроком заготовок трубчастих елементів заповнювача; з роздуттям шляхом подачі в їхні внутрішні порожнини стиснутого повітря до зіткнення з внутрішніми поверхнями обох несучих шарів; їх отвердіння і заповнення проміжків між утвореним у такий спосіб трубчастими елементами з армованого пластику пінопластом, шляхом введення в ці проміжки полімерної композиції, що спінюється [1]. В наслідок того, що бічні стінки трубчастих елементів з армованого пластику, які утворюються у внутрішньому об'ємі виготовлюваної таким чином тришарової панелі і які виконують функцію внутрішніх ребер жорсткості, що з'єднують її несучі шари між собою, мають не пласку, а циліндричну форму, несуча здатність такої тришарової панелі під дією зовнішніх поперечних навантажень невисока. Відомі способи виготовлення тришарових панелей з армованого пластику з заповнювачем із трубчастих елементів, в основу яких закладена наступна загальна для них послідовність основних технологічних операцій: формування зовнішніх несучих шарів тришарової панелі, кожного у своїй формі; розташування між ними впритул один до одного заготовок трубчастих елементів заповнювача; їхнє роздуття шляхом подачі в їх внутрішні порожнини стиснутого повітря, до зіткнення із внутрішніми поверхнями обох несучих шарів і з бічними стінками суміжних трубчастих елементів і отвердіння усієї заготовки тришарової панелі [2], [3], [4]. При реалізації цих способів виготовлення тришарової панелі внутрішні ребра жорсткості з армованого пластику, утворені склеєними між собою бічними стінками суміжних трубчастих елементів заповнювача, можуть мати пласку форму. Це істотно підвищує несучу здатність тришарової панелі під дією зовнішніх поперечних навантажень. Однак, очевидно, що процес формоутворення внутрішніх ребер жорсткості з армованого пластику у відповідності з даними способами виготовлення тришарової панелі не контролюється, тому що проходить в процесі роздуття заготовок трубчастих елементів заповнювача при допомозі стиснутого повітря в замкнутому внутрішньому об'ємі між заготовками несучих шарів, які знаходяться в своїх формах, виготовлюваної тришарової панелі. Результатом цього може бути виникнення різних невиправних згодом дефектів заповнювача виготовлюваної тришарової панелі, таких, наприклад, як наявність нерозправлених складок бічних стінок, безформних заготовок трубчастих елементів у процесі їхнього роздуття, відхилення від розрахованого кроку розташування внутрішніх ребер жорсткості, відхилення від розрахованого кута притикання площин внутрішніх ребер жорсткості до несучих шарів тришарової панелі і т.д. Ці дефекти не дозволяють повною мірою реалізувати розрахункову несучу здатність тришарової панелі під дією зовнішніх поперечних навантажень. До цього варто додати також, що завдяки застосуванню для формоутворення трубчастих елементів заповнювача стиснутого повітря, для реалізації усіх вищезгаданих способів виготовлення тришарової панелі [1], [2], [3], [4] необхідно застосування дорогих прес-форм, які мають велику гнучку жорсткість, яка забезпечує сприйняття великих внутрішніх тисків без помітної вигинної деформації їхніх оболонок. Це істотно знижує технологічність цих способів. Зазначених недоліків у значній мірі позбавлений відомий спосіб виготовлення тришарової панелі з армованого пластику з заповнювачем із трубчастих елементів, який є прототипом запропонованого способу. Він полягає в наступній послідовності технологічних операцій: формування на поверхні форми нижнього несучого шару тришарової панелі; формування трубчастих елементів заповнювача тришарової панелі шляхом загортання пінопластових брусків просоченим сполучним армуючим матеріалом; укладання утворених у такий спосіб заготовок трубчастих елементів заповнювача впритул один до одного поверх заготовки нижнього несучого шару; формування поверх утвореного втакий спосіб суцільного шару заповнювача верхнього несучого шару й одночасне затвердіння всієї заготовки тришарової панелі [5]. Дійсно, при виготовленні тришарової панелі з армованого пластику відповідно до даного способу можуть бути отримані внутрішні ребра жорсткості з армованого пластику, які з'єднують несучі шари виготовлюваної тришарової панелі між собою, з геометричними і механічними характеристиками, які більш точно відповідають розрахунку, що сприяє підвищенню несучої здатності тришарової панелі під дією зовнішніх поперечних навантажень. А можливість реалізації даного способу за допомогою лише однієї форми, без застосування дорогої прес-форми, робить цей спосіб значно більш технологічним. Однак і цей спосіб виготовлення тришарової панелі з армованого пластику має істотні недоліки. Через необхідність виконання всіх технологічних операцій по виготовленню панелі, включаючи формування всіх трубчастих елементів заповнювача, за один технологічний цикл, тобто до одночасного затвердіння склопластику всіх її елементів, даний спосіб не дає ніяких можливостей для виготовлення тришарових панелей з відносно великими габаритними розмірами і для організації поопераційного контролю технологічного процесу виготовлення тришарової панелі, що є однією з найважливіших умов забезпечення високої несучої здатності виготовлюваної тришарової панелі. Досягнення відносно низької трудомісткості виготовлення тришарової панелі за рахунок часткової механізації окремих технологічних операцій її виготовлення при цьому способі також проблематичне. Метою винаходу є підвищення несучої здатності тришарової панелі з армованого пластику з заповнювачем із трубчастих елементів, яка має відносно великі габаритні розміри і складну форму криволінійних зовнішніх поверхонь, при одночасному зниженні трудомісткості її виготовлення. Зазначена мета досягається тим, що в способі виготовлення тришарової панелі з армованого пластику з заповнювачем із трубчастих елементів, який включає формування нижнього несучого шару, укладання впритул один до одного трубчастих елементів заповнювача, формування поверх них верхнього несучого шару й затвердіння всіх елементів тришарової панелі, установлюється наступна послідовність основних технологічних операцій: спочатку з попередньо відформованих і отверділих трубчастих елементів заповнювача виготовляють блоки, які мають кривизну зовнішніх поверхонь, ідентичну кривизні відповідних поверхонь виготовлюваної тришарової панелі; блоки викладають у форму, робоча поверхня якої має кривизну, ідентичну кривизні відповідної поверхні виготовлюваної тришарової панелі; блоки притискають до робочої поверхні форми і фіксують один до одного; у зазори, що утворилися між блоками, вводять впритул до бічних граней сусідніх блоків попередньо відформовані, але ще незатверділі заготовки забійних трубчастих елементів заповнювача з наступним їх затвердінням; поверх утвореного в такий спосіб суцільного шару заповнювача формують верхній несучий шар тришарової панелі; після затвердіння верхнього несучого шару тришарової панелі, а також фіксації кривизни отриманої в такий спосіб заготовки тришарової панелі її знімають з форми і на протилежній стороні шару заповнювача формують нижній несучий шар тришарової панелі з його наступним затвердінням. При цьому, блоки з попередньо отверділих трубчастих елементів виготовляють шляхом їх склеювання по суміжних бічних гранях у спеціальній прес-формі, робочі поверхні якої ідентичні відповідним поверхням виготовлюваної тришарової панелі. При цьому, перед укладанням попередньо отверділих прямолінійних трубчастих елементів у прес-форму для виготовлення блоків, в них виконують надрізи, причому кожен надріз розсікає частково обидві бічні грані і повністю одну з граней, що примикають до несучого шару виготовлюваної тришарової панелі, а площини надрізів кожного трубчастого елемента розташовані зі зсувом стосовно площин надрізів суміжних трубчастих елементів блоку. При цьому, при виготовленні заготовок забійних трубчастих елементів їм у плані додають форму, ідентичну конфігурації в плані відповідних зазорів між сусідніми блоками трубчастих елементів заповнювача виготовлюваної тришарової панелі. При цьому, при формуванні верхнього несучого шару виготовлюваної тришарової панелі спочатку виконують його формування на ділянках між притисками, які забезпечують притискання блоків трубчастих елементів заповнювача до робочої поверхні форми, а потім, після затвердіння цих ділянок і переносу притисків на затверділі ділянки верхнього несучого шару, виконують доформування верхнього несучого шару на пропущених ділянках із наступним їх затвердінням. При цьому, фіксацію кривизни заготовки виготовлюваної тришарової панелі перед зняттям її з форми виконують шляхом приформування до її верхнього несучого шару елементів набору панелі. Завдяки тому, що відповідно до запропонованого способу процес виготовлення аж до затвердіння основної маси трубчастих елементів заповнювача винесений за тимчасові рамки процесу формування, при виготовленні трубчастих елементів можуть бути застосовані механізовані методи формування й затвердіння заготовок трубчастих елементів у спеціальних прес-формах під тиском. Це сприяє підвищенню несучої здатності виготовлюваної тришарової панелі тому, що забезпечує підвищення механічних характеристик армованого пластику трубчастих елементів, а також зниженню загальної трудомісткості виготовлюваної тришарової панелі. Завдяки тому, що відповідно до запропонованого способу, з попередньо виготовлених прямолінійних трубчастих елементів заповнювача виготовляють криволінійні блоки, які мають кривизну зовнішніх поверхонь, ідентичну кривизні відповідних поверхонь виготовлюваної тришарової панелі, а потім ці блоки використовують для формування шару заповнювача тришарової панелі, забезпечується різке зниження трудомісткості процесу формування безпосередньо самої криволінійної тришарової панелі, що дозволяє за допомогою запропонованого способу успішно виготовляти криволінійні тришарові панелі з відносно великими габаритними розмірами і при цьому здійснювати ретельний поопераційний контроль якості виготовлення, що також сприяє підвищенню несучої здатності виготовлюваної тришарової панелі. Завдяки тому, що відповідно до запропонованого способу у зазори, які утворюються між блоками трубчастих елементів після їх викладання на поверхні форми для формування тришарової панелі, укладають впритул до бічних граней сусідніх блоків попередньо відформовані, але ще незатверділі заготовки забійних трубчастих елементів заповнювача з наступним їх затвердінням, забезпечується можливість виготовлення тришарової панелі двоякої кривизни, коли розмір виготовлюваної тришарової панелі у напрямку поперек осей трубчастих елементів заповнювача різний у різних місцях по довжині цих трубчастих елементів. Завдяки тому, що відповідно до запропонованого способу нижній несучий шар тришарової панелі, який відповідає зовнішній поверхні виготовлюваної тришарової панелі, формується в останню чергу, коли всі елементи тришарової панелі уже відформовані, а її форма зафіксована, забезпечується можливість остаточної перевірки якості виготовлення усього шару заповнювача тришарової панелі і, у разі потреби, усунення виявлених дефектів. Це дозволяє підвищити міцність з'єднання заповнювача із зовнішнім несучим шаром, а також якість самого зовнішнього несучого шару тришарової панелі, що також сприяє підвищенню несучої здатності виготовлюваної тришарової панелі. До цього варто додати також, що відповідно до за запропонованого способу зовнішній несучий шар тришарової панелі може бути відформований навіть після з'єднання між собою двох чи декількох заготовок аналогічних тришарових панелей, доведених кожна при своєму виготовленні до стадії, попередньої формуванню зовнішнього несучого шару, для того, щоб одержати єдиний, загальний для них, зовнішній несучий шар, який за рахунок виключення відповідних сполучних елементів сприяє зниженню маси і підвищенню несучої здатності корпусної конструкції з армованого пластику. Пропонований спосіб виготовлення тришарової панелі з армованого пластику з заповнювачем із трубчастих елементів проілюстрований схематично кресленнями, на яких зображено: на Фіг.1 - попередньо виготовлені прямолінійні трубчасті елементи заповнювача; на Фіг.2 і 3 - попередньо виготовлені прямолінійні трубчасті елементи в момент їхньої закладки в спеціальну прес-форму для виготовлення криволінійних блоків трубчастих елементів заповнювача; на Фіг.4 і 5 - спеціальна прес-форма в момент пресування криволінійного блоку трубчастих елементів заповнювача; на Фіг.6 і 7 - готовий криволінійний блок трубчастих елементів заповнювача; на Фіг.8-10 - форма разом з розташованою на її робочій поверхні заготовкою тришарової панелі після завершення першого етапу формування верхнього несучого шару тришарової панелі; на Фіг.11-13 - форма разом з розташованою на її робочій поверхні заготовкою тришарової панелі після завершення другого етапу формування верхнього несучого шару тришарової панелі; на Фіг.14 і 15 - форма разом з розташованою на її робочій поверхні заготовкою тришарової панелі після приформовки до її верхнього несучого шару елементів набору тришарової панелі; на Фіг.16 - цілком готова тришарова панель, яка знаходиться на підставках, після завершення формування її зовнішнього несучого шару. Практична реалізація запропонованого способу показана на прикладі виготовлення внутрішньої тришарової панелі зі склопластику з заповнювачем з трубчастих елементів сегмента кільця-насадки на повітряний гвинт судна на повітряній подушці, яка представляє собою секцію цього кільця-насадки, обмежену в напрямку уздовж окружності кільця-насадки двома торцевими площинами, які проходять через вісь обертання повітряного гвинта, розташованого усередині кільця-насадки. З попередньо виготовлених на спеціалізованому виробництві прямолінійних трубчастих елементів 1 (Фіг.1), кожен з яких представляє собою склопластикову трубу прямокутного перетину з пінопластовою серцевиною, виготовляють блоки, які мають кривизну зовнішніх поверхонь, як у напрямку осей трубчастих елементів, так і в перпендикулярному напрямку, ідентичній кривизні відповідних поверхонь виготовлюваної тришарової панелі. Для цього їх суміжні бічні грані 2 промащують клеєм, притискають їх бічними гранями 2 одну до одної і поміщають у спеціальну прес-форму 3 (Фіг.2, 3), робочі поверхні 4 якої ідентичні відповідним поверхням виготовлюваної тришарової панелі. Після змикання прес-форми 3 (Фіг.4 і 5) розташовані в неї трубчасті елементи 1 склеюються і, згинаючись в межах пружної деформації, отримують необхідну криволінійну форму (Фіг.6, 7). При цьому клейові прошарки між трубчастими елементами 1, які заполімеризувалися після їхнього скривлення в прес-формі 3, забезпечують фіксацію отриманої криволінійної форми блоків 5 і після їхньої виїмки з прес-форми 3. У тих місцях, де відносно висока гнучка твердість склопластикових трубчастих елементів 1 не дозволяє зігнути їх до необхідної кривизни відповідного блоку 5 без руйнування, у трубчастих елементах 1 виконують надрізи 6, причому кожен надріз 6 розсікає частково обидві бічні грані 2 і повністю одну з граней 7, які примикають до несучого шару виготовлюваної тришарової панелі. А площини надрізів 6 кожного трубчастого елемента 1 розташовані зі зсувом стосовно площин надрізів 6 суміжних трубчастих елементів 1 блоку 5. Виготовлені в такий спосіб криволінійні блоки 5 трубчастих елементів 1 заповнювача після промазки їх бічних граней 8 (Фіг.7) клеєм викладають у форму 9 (Фіг.8-10), робоча поверхня 10 якої має кривизну, ідентичну кривизні зовнішньої поверхні заповнювача виготовлюваної тришарової панелі, і притискують до неї, фіксуючи їх один до одного. Для притискання блоків 5 до робочої поверхні 10 форми 9 можуть бути застосовані, наприклад, як це показано на Фіг.8-13, шарнірно закріплені на торцевих стінках форми 9 спеціальні відкидні П-образні скоби 11, пропущені під ними спеціальні притискні балки 12 і клини 13, які забезпечують за допомогою П-образних скоб 11 щільне притискання притискних балок 12 разом із блоками 5 трубчастих елементів 1 до робочої поверхні 10 форми 9. Через те, що внутрішня, тобто звернена до повітряного гвинта, поверхня кільця-насадки, який має аеродинамічний профіль, у різних перетинах площинами, паралельними площині обертання повітряного гвинта, має різні радіуси кривизни, тому і довжини дуг на внутрішній поверхні сегмента кільця-насадки, які відповідають цим радіусам, також різні. Завдяки цьому блоки 5 трубчастих елементів 1, що мають однакову по усій своїй довжині ширину і покладені на робочій поверхні 10 форми 9 впритул один до одного в перетині площиною обертання повітряного гвинта (Фіг.10, 13), де ширина внутрішньої тришарової панелі сегмента кільця-насадки мінімальна, тому що відповідає мінімальному радіусу кривизни її поверхні, зверненої до повітряного гвинта (див. Фіг.16), у всіх інших перетинах площинами, паралельними площині обертання повітряного гвинта, у ніс і в корму від неї, утворюють між собою зазори (Фіг.8,11), які порушують суцільність шару заповнювача виготовлюваної тришарової панелі. Зазначені зазори мають форму клинів з гострими кутами, спрямованими убік площини обертання повітряного гвинта, які розширюються в міру руху до носика і хвостика профілю кільця-насадки. Для заповнення цих зазорів із плиткового пінопласту вирізують бруски прямокутного поперечного перерізу з висотою, яка дорівнює висоті пінопластових серцевин трубчастих елементів 1 заповнювача, і перемінною шириною відповідно до конфігурації в плані відповідних зазорів між сусідніми блоками 5 трубчастих елементів 1 заповнювача. Пінопластові бруски обгортають просоченим зв'язуючим армуючим матеріалом і утворені в такий спосіб заготовки забійних трубчастих елементів 14 (Фіг.8) заповнювача вводять у згадані· вище зазори впритул до бічних граней сусідніх блоків 5 трубчастих елементів 1. Після затвердіння склопластику забійних трубчастих елементів 14 усі блоки 5 виявляються з'єднаними по своїх бічних гранях 8 між собою з утворенням суцільного шару заповнювача виготовлюваної тришарової панелі. Поверх утвореного в такий спосіб суцільного шару заповнювача формують верхній несучий шар 15 (Фіг.9, 12, 13) тришарової панелі. При цьому, спочатку формують ділянки 16 (Фіг.8, 9) верхнього несучого шару 15 у проміжках між притискними балками 12, а потім, після їх затвердіння і переносу притискних балок 12 (Фіг.1113) на затверділі ділянки 16, виконують формування пропущених ділянок 17 (Фіг.11) верхнього несучого шару 15 з наступним їх затвердінням. Фіксацію кривизни отриманої в такий спосіб заготовки тришарової панелі перед зняттям її з форми 9 виконують шляхом приформування до її верхнього несучого шару 15 двох П-образних стрингерів 18, 19 (Фіг.11, 12), шляхом обформування встановлюваних на його поверхні спеціальних пінопластових оформлювачів 20, 21, а також нервюри 22 (Фіг.14-16) і бракет 23, 24 лонжеронів за допомогою приформувальних косинців 25. Після затвердіння П-образних стрингерів 18, 19 і приформувальних косинців 25, які з'єднують нервюру 22 і бракети 23, 24 лонжеронів між собою і з верхнім несучим шаром 15 заготовки внутрішньої тришарової панелі сегмента кільця-насадки знімають з форми 9, перевертають і встановлюють на спеціальні підставки 26 (Фіг.16) набором униз. Далі на вільній поверхні шару заповнювача 27 тришарової панелі формують її нижній несучий шар 28, який є для виготовлюваної тришарової панелі її зовнішнім несучим шаром, з наступним затвердінням. Запропоноване технічне рішення сприяє підвищенню ефективності застосування тришарових панелей з армованого пластику в суднових несучих корпусних конструкціях зі складними криволінійними зовнішніми поверхнями. Використані джерела: 1. Авт.св. СРСР №235564; М.кл.: B63d; У63з; опубл. 16.01.1969, Бюл. №5. 2. Патент СРСР №308562; М.кл.: B29G5/00; опубл. 01.07.1971, Бюл. №21. 3. Патент ФРН №1275279; М.кл.: B29D; опубл. 26.06.1969. 4. Е.С.Колодяжний, Г.О.Павлов, М.И.Лічман, П.Ф.Чеплигін. Суднова надбудова зі склопластику «Технологія суднобудування», 1978, №7, стор.40. 5. Авт. св. СРСР №318502; М.кл.: В63В5/24; опубл. 28.10.1971, Бюл. №32.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of three-layered panel of reinforced plastic with a filler of tubular elements
Автори англійськоюPavlov Hennadii Oleksiiovych, Bohatov Leninar Ivanovych
Назва патенту російськоюСпособ изготовления трехслойной панели из армированного пластика с заполнителем из трубчатых элементов
Автори російськоюПавлов Геннадий Алексеевич, Богатов Ленинар Иванович
МПК / Мітки
МПК: B29C 69/00
Мітки: тришарової, спосіб, панелі, виготовлення, пластику, елементів, армованого, трубчастих, заповнювачем
Код посилання
<a href="https://ua.patents.su/6-73608-sposib-vigotovlennya-trisharovo-paneli-z-armovanogo-plastiku-z-zapovnyuvachem-iz-trubchastikh-elementiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення тришарової панелі з армованого пластику з заповнювачем із трубчастих елементів</a>
Спосіб виготовлення трубчастих теплообмінних елементів для економайзерів
Номер патенту: 34902
Опубліковано: 15.03.2001
Автори: Погребний Микола Іванович, Савчук Костянтин Миколайович
МПК: F22D 1/00
Мітки: спосіб, теплообмінних, елементів, економайзерів, трубчастих, виготовлення
Формула / Реферат:
Спосіб виготовлення трубчастих теплообмінних елементів для економайзерів, який полягає в посадці ребристих чавунних секцій на сталеву трубу, який відрізняється тим, що наружну ребристу чавунну поверхню виконують в вигляді секцій, внутрішню поверхню яких проточують, сталеву трубу шліфують, після чого чавунні ребристі секції послідовно одну за одною натягують на сталеву трубу шляхом холодної посадки, яку виконують на гідравлічному пресі під...
Пристрій для виготовлення конструкційної панелі на основі армованого теплоізолюючого сердечника
Номер патенту: 6751
Опубліковано: 16.05.2005
Автор: Качур В'ячеслав Анатолійович
МПК: E04C 2/10
Мітки: сердечника, основі, виготовлення, теплоізолюючого, пристрій, армованого, конструкційної, панелі
Формула / Реферат:
1. Пристрій для виготовлення конструкційної панелі на основі армованого теплоізолюючого сердечника, який включає пристосування для монтажу панелей, який відрізняється тим, що пристосування для монтажу містить стіл і дві рами, допоміжна рама виконана у вигляді насадки на основну раму, обидві рами оснащені паралельними між собою планками, на планках укріплені упори, які розташовані на повернутих одна до одної поверхнях планок і утворюють...
Спосіб виготовлення панелі
Номер патенту: 33311
Опубліковано: 17.03.2003
Автор: Хохлов Володимир Олександрович
Мітки: виготовлення, спосіб, панелі
Формула / Реферат:
1. Спосіб виготовлення панелі шляхом формування двох шарів з ізоляційним проміжком між ними, який відрізняється тим, що спочатку в горизонтальній площині формують перший шар, водночас зверху в його тіло вводять кінці з'єднувальних елементів, за які застосовують стержні, і розташовують їх під кутом один відносно одного, а далі формують другий шар, одночасно на нього зверху накладають раніш сформований перший шар таким чином, щоб вільні кінці...
Спосіб виготовлення залізобетонної стінової панелі
Номер патенту: 29810
Опубліковано: 15.11.2000
Автори: Тимофеев Микола Іванович, Іванов Олександр Володимирович, Лівінський Олександр Михайлович, Семко Юрій Миколайович
Мітки: стінової, виготовлення, спосіб, залізобетонної, панелі
Формула / Реферат:
1. Спосіб виготовлення залізобетонної стінової панелі, який містить віброукладання бетонної суміші, пустотоутворення, теплопрогрів, який відрізняється тим, що віброукладання, пустотоутворення та теплопрогрів в формі здійснюють одночасно, причому пустотоутворення здійснюють шляхом закачування повітря в порожнину пневмотермоукладки.2. Спосіб виготовлення залізобетонної стінової панелі по п.1, який відрізняється тим, що термопрогрів...
Вузол кріплення трубчастих мембранних елементів в масообмінному апараті
Номер патенту: 107
Опубліковано: 25.12.1997
Автори: Мікульонок Ігор Олегович, Рябцев Геннадій Леонідович
МПК: B01D 63/06
Мітки: трубчастих, вузол, мембранних, елементів, масообмінному, апараті, кріплення
Формула / Реферат:
1. Вузол кріплення трубчастих мембранних елементів в масообмінному апараті, що містить трубну решітку з наскрізними отворами, в кожному з яких розміщено кінцеву ділянку трубчастого мембранного елемента, в якому встановлено фіксуючу його вставку у вигляді тіла обертання з наскрізним каналом, поздовжна вісь якого співпадає з поздовжною віссю трубчастого мембранного елемента, а форма вставок на довжині отворів трубної решітки відповідає формі...
Попередній патент: Металокорд з покращеною фіксацією дроту серцевини
Наступний патент: Дисковий двигун постійного струму
Випадковий патент: Пристрій для зволоження повітря