Спосіб наплавки штампів
Номер патенту: 16
Опубліковано: 30.04.1993
Автори: Гладкий Петро Васильович, Підберезський Володимир Семенович, Кузьменко Олег Генадійович, Носатов Валерій Олександрович, Шевченко Микола Павлович, Овчинникова Тамара Хабібуловна
Формула / Реферат
Способ наплавки штампов, включающий подплавление поверхности заготовки с использованием нерасходуемых электродов, подачу присадочного металла в виде мелких частиц их расплавление и последующую кристаллизацию наплавленного слоя с электрошлаковым обогревом, отличающийся тем, что, с целью улучшения качества наплавленного металла в зоне соединения, уменьшения его перемешивания с основным металлом заготовки, а также повышения производительности процесса наплавки, перед подачей присадочного металла снижают мощность электрошлакового обогрева, кристаллизуют направленно слой подплавленного металла до твердожидкого состояния на границе раздела его со шлаком, а шлак перегревают на 200 - 300° С выше температуры ликвидус присадочного металла, при этом частицы присадочного металла на поверхность заготовки подают непрерывно.
Текст
Изобретение относится к спецэлектрометаллургии и может быть использовано для восстановления Изобретение относится к спецэлекрталпургии и может быть использовано для восстановления электрощлакоь^п наплавкой ( Э Ш ) штампов и других изношенных изделий. Цель изобретения - улучшение качества наплавленного металла в зоне соединения,исключение его перемешивания с основным металлом, а также повышение производительности наплавки. В предлагаемом способе после подплавлениі заготовки на необходимую глубину мощность обогрева снижают и перед подачей стружки жидкий металл на поверхности заготовку кристаллизуют с электрошлаковым 4 7-90 электрошлаковой наплавкой штампов и других изношенных изделий. Целью изобретения является улучшение качества наплавленного металла в зоне сплавления, исключение его перемешивания с основным металлом, а также повышение производительности наплавки. После подплавления нерасходуемыми электродами заготовки мощность электрошлакового обогрева снижают, а перед подачей присадочного металла в виде стружки жидкий металл заготовки кристаллизуют до твердожидкого состояния. Затем перегревают ишак и подают через него непрерывно стружку. Способ позволит дополнительно снизить себестоимость инструмента. обогревом (ЭШО) у гранш^ы раздела его со шлаком до твердожидкого состояния. Затем перегревают шлак на 200 - 300 С выше температуры ликвидус наплавляемого металла на поверхность заготовки через слой обогреваемого шлака непрерывно подают присадочный металл, например, в виде стружки. I В предложенном способе после подплавления твердой заготовки на необходимую глубину для удаления трещин и других дефектов изношенных изделий снижают мощность электрошлакового обогрева и кристаллизуют жидкий металл до твердожидкого состояния ел со 00 Oi 1615986 до 1550°С и металл начинает кристалего поверхности, т.е. до температуры лизоваться снизу вверх до твердожидметалла у его поверхности в интервакого состояния у поверхности до ле между температурами ликвидус и 1480°С (температура ликвидус и солисолидус этого металла. Этот технолодус стали 5ХНМ 1510 и 1460°С соотгический прием практически исключает в е т с т в е н н о ) . После этого на твердоперемешивание наплавляемого металла жидкую поверхность через слой шлака с основным, что очень важно с точки подают непрерывно стружку из стали зрения экономии, когда наплавляют высоколегированную дорогостояющую JQ 5ХНМ, увеличив перед этим силу тока до 1,5 - 2 кА в течение 2-3 мин для сталь, и качества соединения, когда нагрева шлака АН-15М до 1750 С. получают биметаллические заготовки Стружку подают со скоростью, равной из углеродистой стали и нержавеющей. вертикальной скорости кристаллиза- > Кроме того, при подаче присадочного ции металла, которая определяется металла в виде стружки не в жидкую ^$ экспериментально. Всего было наплавметаллическую ванну, как в известном лено 50 кг металла. способе, а на твердожидкую поверхность, стружка, проходя через слой Последние порции жидкого металла шлака, задерживается у границы разкристаллизуют с Э О при токе 600 Ш дела шлак - металл, плавится перегре- 20 700 А. тым шлаком, а затем кристаллизуется Качество наплавки определяют поснаправленно снизу вверх. л е исследования макроструктуры н а плавленного слоя и тела штампа. Как При подаче стружки непрерывно показали исследования, при в о с с т а устанавливается стационарный, хорошо управляемый процесс. Стружка является 25 новлении штампа по предлагаемому способу качество соединения хорошее, макрохолодильником, и поэтому при шлаковых включений в металле наплаводном и том же теплоотводе в основки нет.^ ной металл время затвердевания металла уменьшается, а производительность Способ улучшает качество наплавнаплавки растет. При подаче стружки ленного металла в зоне соединения, ! 30 порцией температура шлака сначала дополнительно позволяет снизить с е резко падает, поэтому для полного бестоимость инструмента. _п_ расплавления стружки необходимо поФ о р м у л а и з о б р е т е н и я высить мощность. Способ наплавки штампов, включаюПри подаче стружки с указанной 35 іций подплавление поверхности з а г о скоростью температура шлака должна товки с использованием нерасходуемых быть выше температуры ликвидус приэлектродов, подачу присадочного месадочного металла на 200 - 300°С. талла в виде мелких частиц их р а с Экспериментально установлено, что плавление и последующую кристаллизапри меньшей температуре стружка не 40 цию наплавленного слоя с электрошларасплавляется,а при большей шлаки, ковым обогревом, о т л и ч а ю щ и й применяемые для ЭШН, начинают кис я тем, что, с целью улучшения к а петь, а электрошлаковый процесс чества наплавленного метала в зоне становится неустойчивым, переходит соединения, уменьшения его перемев дуговой, наблюдаются выплески шла45 шивания с основным металлом з а г о т о в ка. Кроме того, увеличивается глубики, а также повышения производительна металлической ванны. ности процесса наплавки, перед подаП р и м е р . Восстанавливают штамчей присадочного металла снижают пы из стали 5ХНМ размером ЗбОхЗбОх мощность электрошлакового обогрева, хЗОО мм, с глубиной ручьев 80 мм. 50 кристаллизуют направленно слой подПри подплавлении штампа силу тока плавленного металла до твердожидкоподдерживают в пределах 1,5 -2,0кА, го состояния на границе раздела его напряжение 45 - 50 В и глубину шласо шлаком, а шлак перегревают на ковой ванны 55 - 60 мм. 200 - 300°С выше температуры ликвиПосле подплавления штампа (глудус присадочного металла, при этом бина металлической ванны 90 мм) силу 55 частицы присадочного металла на повертока уменьшают до 500 - 600 А. При хность заготовки подают непрерывно. этом температура шлака понижается 1615986 Редактор Т.Иванова Составитель О.Белков Техред М. Моргентал Корректор Н.Ревская Заказ 4261/ДСП Тираж 379 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул. Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of hard-facing of dies
Автори англійськоюHladkyi Petro Vasyliovych, Kuzmenko Oleh Henadiiovych, Ovchynnykova Tamara Khabibulovna, Shevchenko Mykola Pavlovych, Pidberezskyi Volodymyr Semenovych
Назва патенту російськоюСпособ наплавки штампов
Автори російськоюГладкий Петр Васильевич, Кузьменко Олег Геннадьевич, Овчинникова Тамара Хабибуловна, Шевченко Николай Павлович, Подберезский Владимир Семенович
МПК / Мітки
МПК: B22D 19/06
Мітки: наплавки, спосіб, штампів
Код посилання
<a href="https://ua.patents.su/4-16-sposib-naplavki-shtampiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб наплавки штампів</a>
Спосіб наплавки
Номер патенту: 49
Опубліковано: 30.04.1993
Автори: Волобуєв Олександр Іванович, Яскевич Даніїл Савич, Кочетов Константин Кузьмич, Товштейн Олександр Самойлович, Шнейдерман Олександр Шлемович, Веретник Анатолій Львович, Шмиголь Владислав Іванович
МПК: B22D 19/00, B23K 9/04
Формула / Реферат:
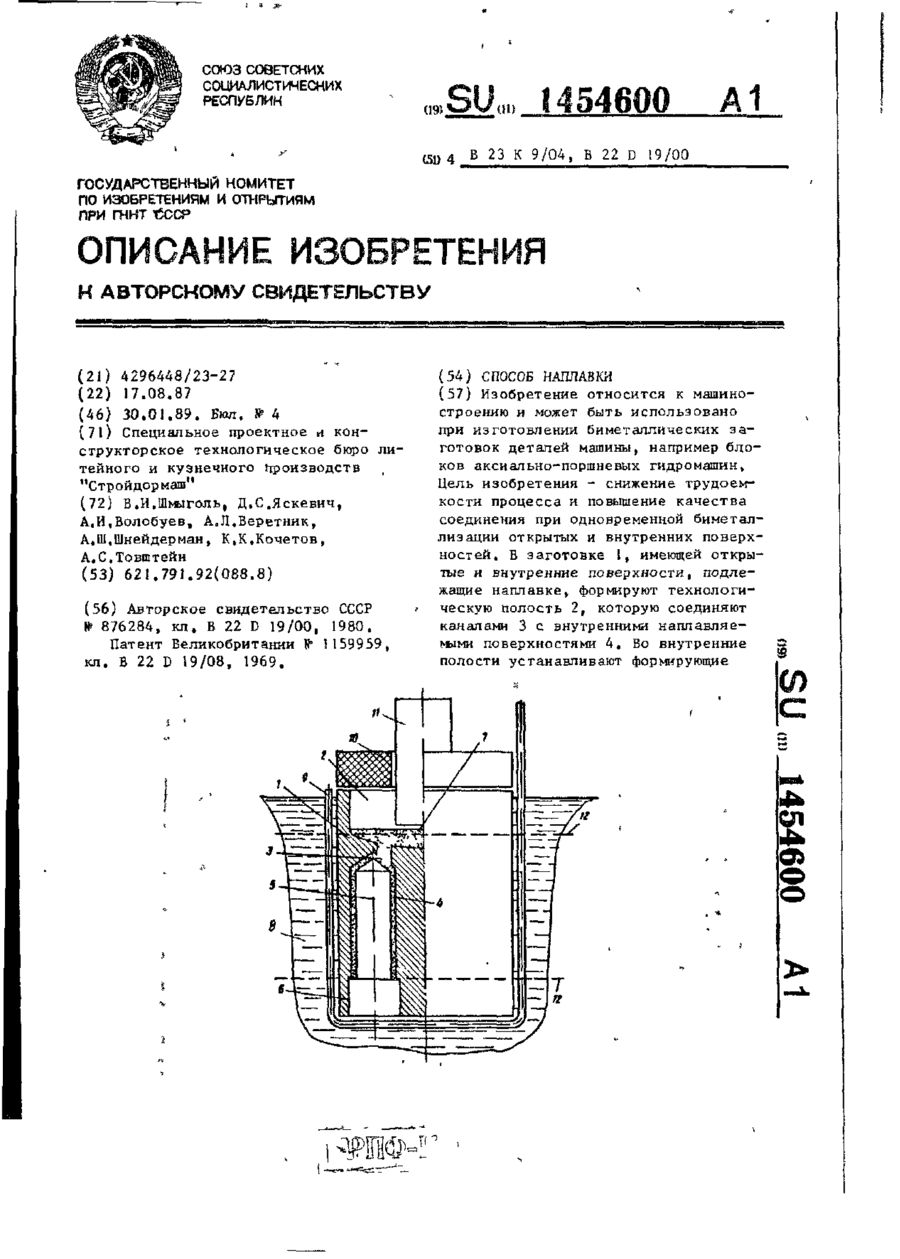
1. Способ наплавки, при котором в более тугоплавкой заготовке устанавливают формирующие стержни, нагревают заготовку, расплавляя наплавляемый металл, охлаждают собранный узел, после чего удаляют формирующие стержни, отличающийся тем, что, с целью снижения трудоемкости процесса и повышения качества соединения при одновременной наплавке открытых и внутренних поверхностей, на открытой поверхности более тугоплавкой заготовки в пределах припуска...
Спосіб розкислювання напівспокійної сталі
Номер патенту: 820
Опубліковано: 01.01.1993
Автори: Лєбєдєв Євген Миколайович, Камчатний Генадій Антонович, Єрмоленко Ганна Володимирівна, Деканенко Микола Миколайович, Дюдкін Дмитро Олександрович, Димченко Євген Миколайович, Куліш Генадій Іванович, Авер'янов Олексій Венедиктович, Літвінов Леонід Федорович, Оробцев Юрій Вікторович
МПК: C21C 7/06
Мітки: сталі, розкислювання, спосіб, напівспокійної
Формула / Реферат:
1. Способ раскисления полуспокойной стали, включающий выпуск металла из сталеплавильного агрегата в ковш, присадку силикомарганца под струю металла, отличающийся тем, что при содержании в металле 0,07% углерода одновременно с силикомарганцем вводят нейтрализующую добавку окислителя в количестве 0,02-0,04% от массы металла, а при содержании углерода свыше 0,07% массу добавки увеличивают на 0,01 % от массы металла на каждые 0,01 %...
Спосіб виплавки сталі у мартенівській печі

Номер патенту: 132
Опубліковано: 30.04.1993
Автори: Жердєв Олександр Сергійович, Хорошілов Микола Макарович, Котляр Володимир Лазаревич, Дворядкін Борис Олександрович, Проценко Юрій Юрьєвич, Марков Юрій Ілліч, Ігнатьєв Вадим Петрович, Харченко Борис Васильович
МПК: C21C 5/04
Мітки: сталі, мартенівській, печі, спосіб, виплавки
Формула / Реферат:
Формула изобретения1. Способ выплавки стали в мартеновской печи, включающий продувку ванны кислородом через центральную и две периферийные фурмы до содержания углерода в металле 0,03-0,05% и последующий ввод чугуна в количестве 0,4-1,0% от веса садки, отличающийся тем, что, с целью снижения содержания газов в металле и усреднения его по химическому составу и температуре, дополнительно присаживают разжижитель и углеродсодержащий...
Попередній патент: Силова установка
Наступний патент: Безригельний каркас
Випадковий патент: Каталізатор низькотемпературного піролізу полімерних матеріалів, що містять вуглеводні