Шнейдерман Олександр Шлемович
Спосіб виготовлення біметалевих деталей
Номер патенту: 76290
Опубліковано: 17.07.2006
Автори: Шнейдерман Ілля Олександрович, Шнейдерман Олександр Шлемович
МПК: B22D 19/16
Мітки: спосіб, біметалевих, деталей, виготовлення
Формула / Реферат:
Спосіб виготовлення біметалічних деталей, що включає виконання технологічної порожнини на верхній торцевій поверхні заготовки і каналів, які з'єднують порожнину з поверхнею, на яку наплавляють метал, установку в циліндрах формуючих стрижнів, що формують внутрішні порожнини у вигляді зазорів між стрижнями і стінками циліндрів, герметизацію зазорів між стрижнями і заготовкою в донній її частині, розміщення в технологічній порожнині флюсу і...
Спосіб виготовлення біметалевих деталей
Номер патенту: 5646
Опубліковано: 15.03.2005
Автори: Шнейдерман Олександр Шлемович, Шнейдерман Ілля Олександрович
МПК: C23C 2/02
Мітки: виготовлення, спосіб, деталей, біметалевих
Формула / Реферат:
Спосіб виготовлення біметалевих деталей, що включає виконання технологічної порожнини і каналів, що з'єднують порожнину з поверхнею, на яку наплавляють метал, установку стрижнів, що формують внутрішні порожнини, герметизацію зазорів між стрижнями і заготовкою, розміщення в технологічній порожнині флюсу і металу, який наплавляють, нагрівання і витримку заготовки в пристрої для нагрівання до повного плавлення металу, який наплавляють, і...
Спосіб виготовлення біметалевих деталей
Номер патенту: 53165
Опубліковано: 15.01.2003
Автори: Шнейдерман Ілля Олександрович, Шнейдерман Олександр Шлемович, Шаповалов Геннадій Георгійович, Ліщенко Ігор Геннадійович
МПК: B22D 19/00
Мітки: виготовлення, спосіб, біметалевих, деталей
Формула / Реферат:
1. Спосіб виготовлення біметалевих деталей, переважно заготовок блоків циліндрів аксіально-поршневих гідромашин, наплавлюванням легкоплавкого сплаву, наприклад бронзи, на тугоплавку основу, наприклад стальну, що включає виконання технологічної порожнини на верхній торцевій поверхні заготовки, а в основі заготовки глухих циліндричних отворів, розташованих по колу, установлення в них та закріплення формувальних стрижнів із металу з температурою...
Спосіб гартування виробів
Номер патенту: 16592
Опубліковано: 29.08.1997
Автор: Шнейдерман Олександр Шлемович
МПК: C21D 1/56
Мітки: виробів, гартування, спосіб
Формула / Реферат:
1. Способ закалки изделий, преимущественно из теплостойких сталей, включающий нагрев в вакуумной печи, выдержку и последующее охлаждение нейтральным газом, отличающийся тем, что, с целью повышения теплостойкости сталей, охлаждение нейтральным газом ведут при избыточном давлении со скоростью 50-250 град/мян до 550^>00°С и со скоростью 5-Ю град/мин до 100°С. 2. Способ по п. 1, отличающийся тем, что в качестве нейтрального газа используют...
Спосіб виготовленя біметалевих деталей
Номер патенту: 17743
Опубліковано: 20.05.1997
Автори: Нікітін Ігор Арнольдович, Шнейдерман Олександр Шлемович
МПК: B22D 19/00, B23K 20/14
Мітки: виготовленя, біметалевих, спосіб, деталей
Формула / Реферат:
1. Способ изготовления биметаллических деталей, преимущественно заготовок блоков цилиндров аксиально-поршневых гидромашин, наплавкой легкоплавкого сплава, например, бронзы, на тугоплавкую основу, например, стальную, включающий выполнение технологической полости на верхней торцовой поверхности заготовки и каналов, соединяющих полость с наплавляемой поверхностью цилиндров, установку в цилиндрах формирующих стержней из металла с температурой...
Спосіб наплавки
Номер патенту: 49
Опубліковано: 30.04.1993
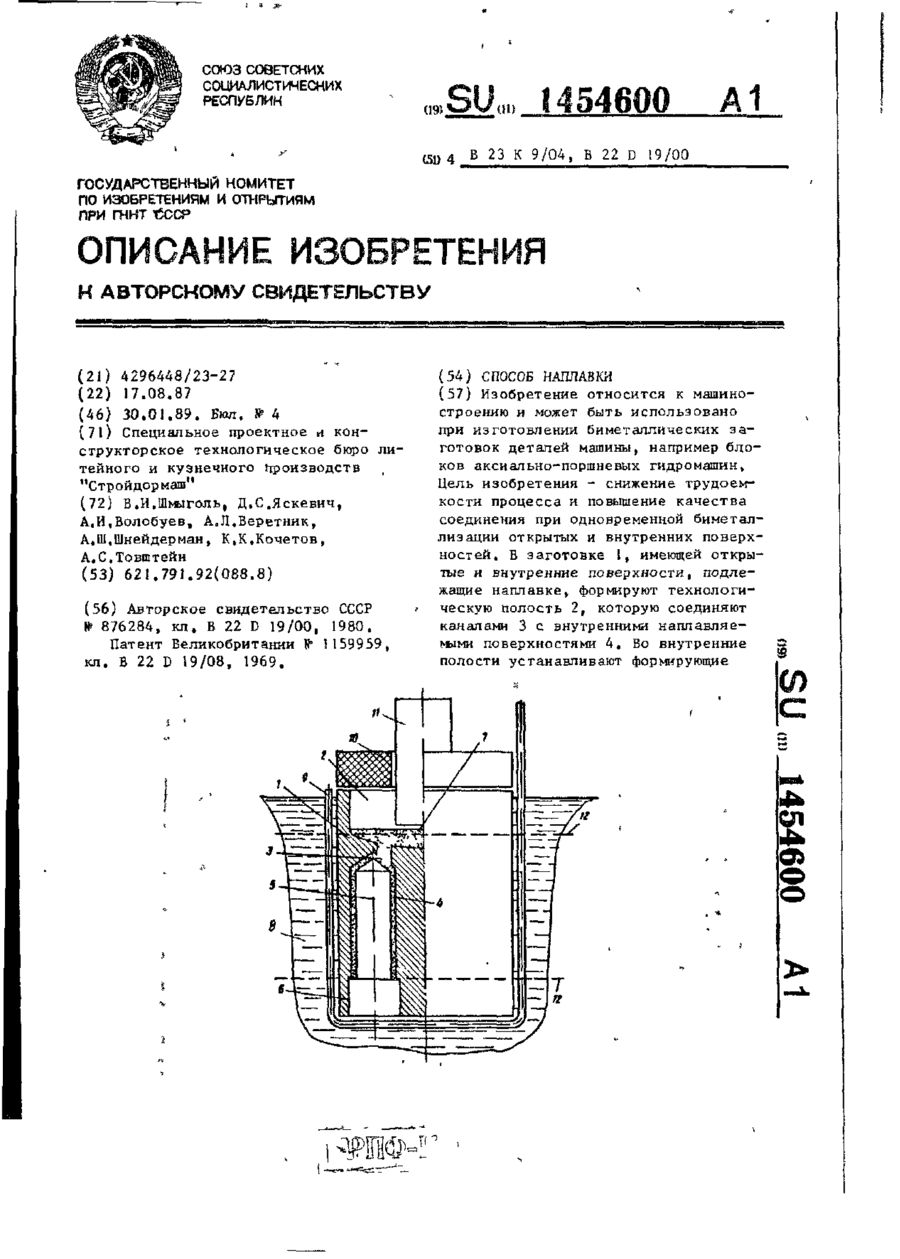
Автори: Шнейдерман Олександр Шлемович, Кочетов Константин Кузьмич, Волобуєв Олександр Іванович, Яскевич Даніїл Савич, Шмиголь Владислав Іванович, Товштейн Олександр Самойлович, Веретник Анатолій Львович
МПК: B23K 9/04, B22D 19/00
Формула / Реферат:
1. Способ наплавки, при котором в более тугоплавкой заготовке устанавливают формирующие стержни, нагревают заготовку, расплавляя наплавляемый металл, охлаждают собранный узел, после чего удаляют формирующие стержни, отличающийся тем, что, с целью снижения трудоемкости процесса и повышения качества соединения при одновременной наплавке открытых и внутренних поверхностей, на открытой поверхности более тугоплавкой заготовки в пределах припуска...