Спосіб наплавки
Номер патенту: 49
Опубліковано: 30.04.1993
Автори: Веретник Анатолій Львович, Шмиголь Владислав Іванович, Кочетов Константин Кузьмич, Волобуєв Олександр Іванович, Шнейдерман Олександр Шлемович, Товштейн Олександр Самойлович, Яскевич Даніїл Савич
Формула / Реферат
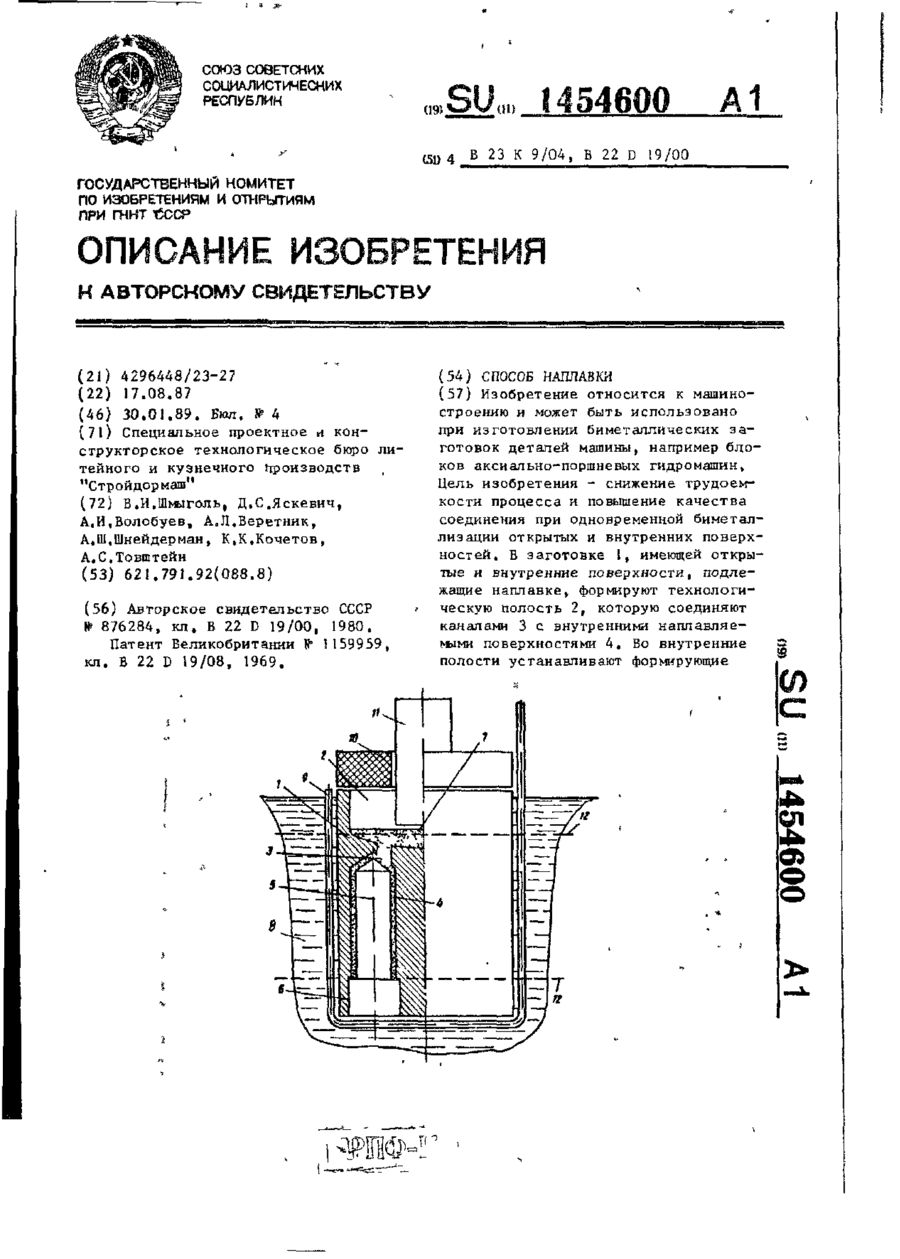
1. Способ наплавки, при котором в более тугоплавкой заготовке устанавливают формирующие стержни, нагревают заготовку, расплавляя наплавляемый металл, охлаждают собранный узел, после чего удаляют формирующие стержни, отличающийся тем, что, с целью снижения трудоемкости процесса и повышения качества соединения при одновременной наплавке открытых и внутренних поверхностей, на открытой поверхности более тугоплавкой заготовки в пределах припуска формируют технологическую ванну, выполняют каналы, соединяющие открытую и внутреннюю наплавляемую поверхность, герметизируют зазор между формирующим стержнем и более тугоплавкой заготовкой в донной ее части, размещают в объеме технологической ванны наплавляемый металл в количестве, достаточном для наплавки открытых и внутренних поверхностей, а удаление формирующих стержней, осуществляемое после охлаждения узла, совмещают с окончательной механической обработкой готовой заготовки.
2. Способ по п.1,отличающий с я тем, что формирующий стержень выполняют из металла с температурой плавления, превышающей температуру плавления наплавляемого металла и обладающего хорошей обрабатываемостью.
Текст
Изобретение относится к машиностроению и может быть использовано при изготовлении биметаллических з а готовок деталей машины, например блоков аксиально-поршневых гидромашин. Цель изобретения - снижение трудоемкости процесса и повышение качества соединения при одновременной биметаллизации открытых и внутренних поверхностей, В заготовке 1, имеющей открытые и внутренние поверхности, подлежащие наплавке» формируют технологическую полость 2Г которую соединяют каналами 3 с внутренними наплавляемыми поверхностями 4. Во внутренние полости устанавливают формирующие 1454600 стержни 5 из хорошо обрабатываемых материалов, герметизируя их в донной части. Наплавку осуществляют при нагрево заготовки до температуры выше температуры плавления наплавляемого металла и флюса, образующего технологическую ванну 7. При использовании способа отпадает необходимость в предварительном формообразовании наплавляемого металла, повышается качество наплавки за счет его рафинирования расплавленным флюсом, повышается сцепление наплавляемого металла и заготовки, 1 э,п,ф-лы, 1 ил. помещается в приспособление 9, а технологическая полость закрывается крышкой 10, Наплавка осуществляется з а счет плавления присадочного материала 1I.После охлаждения заготовки технологические припуски по линии 12 удаляют, также как и стержни 5, Отметим, что смачиваемость поверхности формирующего стержня должна НОСТЄЙ, быть хорошей, чтобы обеспечить проникновение присоединяемого металла в Обязательным условием проведения узкий зазор между стержнем и поверхпроцесса является подвод тепла к соностью биметаллизируемого отверстия, бранному узлу со стороны более т у г о плавкой заготовки, имеющей темпера15 Зазор между формирующим стержнем и тугоплавкой заготовкой в донной части туру плавления выше, чем температуузла герметизируют для предотвращера плавления наплавляемого металла. ния вытекания присоединяемого металПервоначальный прогрев этой з а г о т о в л а . Присадочный металл может быть ки обеспечивает необходимую смачиваемость жидким наплавляемым металлом 20 использован в виде стружки, обрезков и т в д . Количество его должно быть наплавляемых поверхностей. Собранный достаточно, чтобы при расплавлении узел - более тугоплавкая з а г о т о в к а , биметаллизировать открытые и внутренформирующий стержень, наплавляемый ние поверхности с учетом технологичеметалл - размещают в ванне для нагрева вертикально, открытой подвергав-25 ских припусков. мой наплавке поверхностью вверх. На чертеже приведена схема процесСпособ испытан при изготовлении блока диаметром 1 10 мм и высотой са наплавки согласно изобретению, 92 мм, для него использовали заготовВ заготовке 1, имеющей открытые W внутренние наплавляемые поверхности 30 ку из стали 45 наружным диаметром ПО мм и высотой 155 мм. Стержни бына открытой биметаллизируемой поверхли изготовлены из стали AI2, Присаности, в пределах припуска формируют дочный металл - бронза БрО12, технологическую полость 2, которую Іфн использовании предложенного соединяют каналами 3 с внутренними наплавляемыми поверхностями 4 , Изго- 35 способа отпадает необходимость в и з готовлении элементов из присоединяетовляют формирумцие стержни 5 из тумого металла в соответствии с геометгоплавкого материала и устанавливарическими размерами металлизируемых ют во внутренние полости, герметизиповерхностей, наплавляемый металл моруя их в дойной части 6, Далее засыпают флюс, образуя технологическую 40 жет быть в виде стружки, обрезков, т . е . иметь любую форму;,при проведеванну 7 на открытой наплавляемой понии процесса наплавки происходит р а верхности. финирование присоединяемого металла Нагрев заготовки осуществляется в расплавленным флюсом (температура соляной ванне 8, Заготовка при этом Изобретение относится к машиностроению и может быть использовано при изготовлении биметаллических з а готовок деталей машин, например блоков аксиально-поршневых гидромашин. Цель изобретения - снижение трудоемкости процесса и повышение качества соединения при одновременной наплавке ОТКРЫТЫХ И ВНуТреННИХ ПОВерХ- |Q 1454600 его плавления выбирается ниже темпеют заготовку, расплавляя наплавляературы плавления присоединяемого мемый металл, охлаждают собранный у з е л , т а л л а ) , что повышает количество мепосле чего удаляют формирующие стержталлнэированного слоя за счет часни, о т л и ч а ю щ и й с я тем, что, тичной очистки от вредных примесей; с целью снижения трудоемкости процесблагодаря изготовлению формирующих са и повышения качества соединения стержней, оформляющих металлизируепри одновременной наплавке открытых мые отверстия из материала с хорошей и внутренних поверхностей, на открыобрабатываемостью ( с т а л ь 3, сталь 4 5 , Ю той поверхности более тугоплавкой сталь А12), операция очистки отверсзаготовки в пределах припуска формитий от неметаллического стержня з а руют технологическую ванну, выполняменяется простой операцией сверлеют каналы, соединяющие открытую и ния и может быть совмещена с операвнутреннюю наплавляемую поверхность, цией окончательной механической об15 герметизируют зазор между формируюработки биметаллизируемого блока; и с щим стержнем и более тугоплавкой з а ключается загрязнение наплавляемого готовкой в донной ее части, размещаметалла неметаллическими включениями ют в объеме технологической ванны от стержня; качество сцепления нанаплавляемый металл в количестве, плавляемого металла и заготовки на 20 достаточном для наплавки открытых и открытой поверхности значительно вывнутренних поверхностей, а удаление ше вследствие хорошей смачиваемости формирующих стержней, осуществляемое металлизируемой поверхности наплавпосле охлаждения у з л а , совмещают с ляемым металлом и действием гравитаокончательной механической обработционных сил; отпадает необходимость 25 кой готовой заготовки, в подпрессовке. 2. Способ по п , I , о т л и чающ и й с я тем, что формирующий стерФ о р м у л а и з о б р е т е н и я жень выполняют из металла с температурой плавления, превышающей темпе1, Способ наплавки, при котором в 30 ратуру плавления наплавляемого металболее тугоплавкой заготовке устанавла и обладающего хорошей обрабатываеливают формирующие стержни, нагревамостью, Редактор М.Келемеш Составитель Т,Арест Техред М.Ходанич Корректор В.Гирняк Заказ 7388/17 Тираж 892 ' Подписное В И Г Государственного комитета по изобретениям и открытиям при ГКНТ СССР Н ИШ 113035, Москва, Ж-35, Раушская н а б . , д . 4/5 Производственно-полиграфическое предприятие, г . Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Автори англійськоюShneiderman Oleksandr Shlemovych
Автори російськоюШнейдерман Александр Шлемович
МПК / Мітки
МПК: B22D 19/00, B23K 9/04
Код посилання
<a href="https://ua.patents.su/4-49-sposib-naplavki.html" target="_blank" rel="follow" title="База патентів України">Спосіб наплавки</a>
Спосіб розкислювання напівспокійної сталі
Номер патенту: 820
Опубліковано: 01.01.1993
Автори: Куліш Генадій Іванович, Димченко Євген Миколайович, Камчатний Генадій Антонович, Авер'янов Олексій Венедиктович, Дюдкін Дмитро Олександрович, Деканенко Микола Миколайович, Літвінов Леонід Федорович, Лєбєдєв Євген Миколайович, Єрмоленко Ганна Володимирівна, Оробцев Юрій Вікторович
МПК: C21C 7/06
Мітки: розкислювання, сталі, спосіб, напівспокійної
Формула / Реферат:
1. Способ раскисления полуспокойной стали, включающий выпуск металла из сталеплавильного агрегата в ковш, присадку силикомарганца под струю металла, отличающийся тем, что при содержании в металле 0,07% углерода одновременно с силикомарганцем вводят нейтрализующую добавку окислителя в количестве 0,02-0,04% от массы металла, а при содержании углерода свыше 0,07% массу добавки увеличивают на 0,01 % от массы металла на каждые 0,01 %...
Спосіб контактного стикового зварювання оплавленням
Номер патенту: 493
Опубліковано: 30.04.1993
Автори: Кучук-Яценко Сергій Іванович, Лебедєв Володимир Костянтинович, Казимов Борис Іванович, Череднічок Віталій Тимофійович, Загадарчук Василь Феодосійович, Сахарнов Василь Олексійович
МПК: B23K 11/04
Мітки: спосіб, стикового, оплавленням, зварювання, контактного
Формула / Реферат:
1. Способ контактной стыковой сварки оплавлением, преимущественно изделий толщиной более 5 мм с развитым сечением, при котором в начальный период оплавление производят с постоянной скоростью перемещения деталей, а перед осадкой скорость перемещения деталей увеличивают до конечной величины скорости оплавления, отличающийся тем, что, с целью повышения качества соединений и стабильности их механических свойств, длительность периода...
Спосіб виплавки сталі у мартенівській печі

Номер патенту: 132
Опубліковано: 30.04.1993
Автори: Проценко Юрій Юрьєвич, Жердєв Олександр Сергійович, Дворядкін Борис Олександрович, Марков Юрій Ілліч, Харченко Борис Васильович, Хорошілов Микола Макарович, Ігнатьєв Вадим Петрович, Котляр Володимир Лазаревич
МПК: C21C 5/04
Мітки: сталі, виплавки, спосіб, мартенівській, печі
Формула / Реферат:
Формула изобретения1. Способ выплавки стали в мартеновской печи, включающий продувку ванны кислородом через центральную и две периферийные фурмы до содержания углерода в металле 0,03-0,05% и последующий ввод чугуна в количестве 0,4-1,0% от веса садки, отличающийся тем, что, с целью снижения содержания газов в металле и усреднения его по химическому составу и температуре, дополнительно присаживают разжижитель и углеродсодержащий...
Попередній патент: Спосіб рекультивації відвалів
Наступний патент: Клейова композиція
Випадковий патент: Спосіб отримання сполук для застосування як інгібіторів sglt2