Спосіб багатодугового зварювання
Номер патенту: 16005
Опубліковано: 29.08.1997
Автори: Рибаков Анатолій Олександрович, Слюняєв Михайло Іванович, Бучацький Георгій Петрович, Кравченко Олександр Васильович
Формула / Реферат
Способ многодуговой сварки с раздельным питанием дуг, горящих в раздельные ванны, отличающийся тем, что, с целью повышения производительности процесса сварки, снижения энергозатрат и повышения качества сварных соединений, подвод к изделию тока, питающего первую в направлении сварки дугу или первую и следующие за ней одну или несколько дуг, осуществляют впереди сварочной ванны, а подвод тока, питающего последнюю и предшествующие ей одну или несколько дуг, - позади сварочной ванны.
Текст
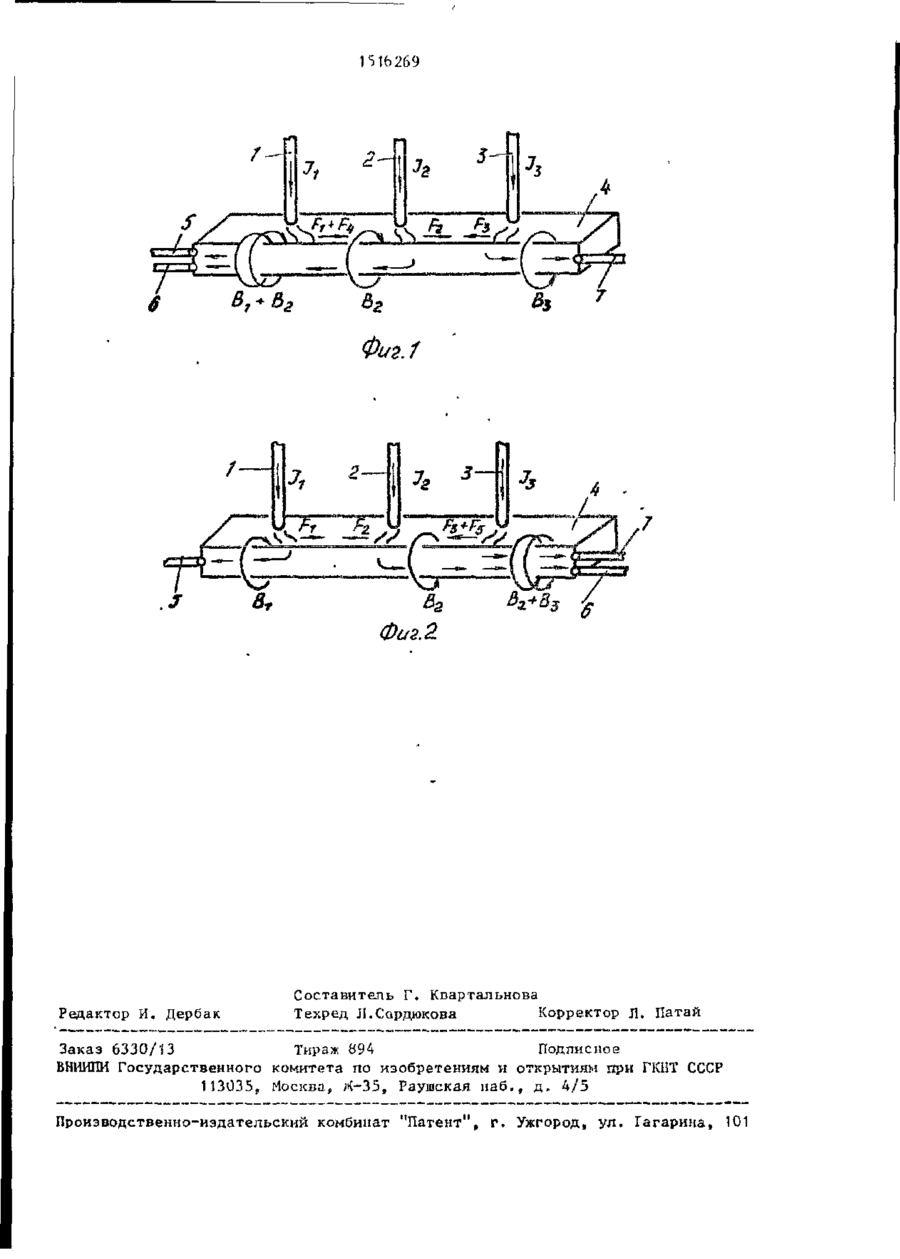
Изобретение относится к дуговой сварке конструкций преимущественно со швами большой протяженности и может быть использовано в различных областях народного х о з я й с т в а , например при производстве труб, сосудов высокого давления и д р . Цель изобретения увеличение производительности процесса сварки, снижение энергозатрат и повышение качества сварных соедине нин. При многодуговой сварке в р а з дельные ванны подвод к изделию т о к а , питающего первую по направлению с в а р ки дугу пли первую и следующие за ней одну или несколько дуг, осуществляют впереди сварочной ванны, а подвод тока, питающего последнюю дугу или предшествующую ей одну или несколько дуг, позади сварочной ванны. Магнитное поле, создаваемое током, протекающим по изделию и питающим первую дугу или первую и несколько следующих за пей д у г , независимо от рода и полярности т о к а , отклоняет эти дуги в направлении, противоположном направлению с в а р к и . Магнитное поле, с о з д а ваемое током, протекающим по изделию и питающим последнюю дугу пли последнюю дугу и предшествующие ей несколько д у г , обеспечивает их отклонение в направлении, совпадающим с направлением сварки. Вследствие воздействия собственных магнитных полей дуг д о с тигается увеличение глубины проплавлення металла и улучшение формы усиления шва. 2 и л . Изобретение относится к дуговой сварке конструкций, преимущественно со швами большой протяженности, и может быть использовано в различных областях народного хозяйства, напри мер при производстве труб, сосудов высокого давления и д р . Целью изобретения является увели чение производительности процесса сварки,снижение энергозатрат и повы шение качества сварных соединений. На фиг. 1 показана схема предлагаемого способа для трехдуі ОБОЙ сварки с подводом тока позади г«прочной ванны к последней и предпоследней дугам; на фиг. 2 - то же, к одной последней дуг е . При мної одуговой сварке в раздельные ванны подвод к изделию гока. питающего первую по направлению сварки дугу или первую и следующие за ней одну или несколько дух1, кроме послед (21) 4288711/31-27 (22) 23.07.87 (46) 2 3 . 1 0 . 8 9 . Бшп, № 39 (71) Институт электросварки им. Е.О, Патона (72) А.А. Рыбаков, А.В. Кравченко, Г.П о Ь'учацкий и М.И.Слюняев (53) Ь21.791.7ЬЗ(088.8) (56) Патент С А № 4145594, Ш кл. 219-61, 2 0 . 0 3 . 7 9 . Многодуговая с в а р к а . Словарь-справочник по сварке./Под р е д . К.К. Хренова, -Киев: Наукоза Думка, 1974, с. 81. (54) СПОСОБ МНОГОДУГОВОЙ СВАРКИ 516 269 ней, осуществляют впереди сварочной ванны, а подвод тока, ни гающаго последнюю пли предшествующие ей одну или несколько д у г , - позади сварочной панны. При этом магнитное поле, с о з даваемое током, протекающим по и з д е лию и питающим первую дугу или п е р вую и несколько следующих ча ней д у г , кроме последней, независимо от рода 10 ,и полярности тока отклоняют эти дуги в направлении, противоположном нап( равлению сварки, т . е . н а з а д . Магнитное п о л е , создаваемое током, проте•кающим по изделию и питающим послед- Ї5 нюю дугу пли последнюю и предшествующие ей несколько д у г , кроме первой, обеспечивает их отклонение в направлении, совпадающем с направлением сварки, т . е . вперед. Вследствие у к а - 20 занного действия собственных магнитных полей, обеспечивающих отклонение соответствующих дуг» достигается у в е личение глубины проплавлення металла и улучшение формы усиления шла. 25 Способ может быть использован при сварке двумя или более последовательно расположенными дугами. Для двухдуговой сварки впереди сварочной ваииы располагают токоподвод, питающий первую д у г у , а позади сварочной в а н ны - токоподлоп,, питающий вторую дуг у . При сварке тремя и более дугами в зависимости от соотношения тока дуг н требуемой формы шва можно использовать различные сочетания мест р а с - 35 положении токоподвода. Например, для трехдуговой сварки цанболгшлп глубина проплавлення швов достигается в . том случае, когда от токоподвода, расположенного впереди с вар очно:; в а н - 40 ны, запнтаны первая и вторая д у г и . В этих условиях отклонению первой дуги в направлении, противоположном направлению сварки, способеті-ует также , т о к , питающий вторую дугу» Однако при сварке на большш. токах отклонение первой дуги назад в р е з у л ь т а т е совместного действия тока двух п е р вых дуг может быть чрезмерным, чте 50 снижает устойчивость ее горения. В этом случае t а также при необходимости увеличения ширины пролисплелия металла второй дугой ее питание следует осуществлять от токоподвода, располо55 женного позади сварочной ванны. Применение способа наиболее эффективно при сварке D раздельные канны, когда влияние магнитного поля, созца ваемого тегуііідім но изделию током, питающим соседние дуги и имеющим противоположное направление, ограничено. Способ может быть использован при мпогодуговой сварке под флюсом или в защитных m a x , а также при комбинированной зашите д у г , когда первая или первые дуги горят в защитном г а з е , а последняя или последние дуги - под флюсом. Питание дуг может осущестапяться постоянным током прямой н обратной полярности и переменным т о ком. При использовании предлагаемого способа для трехдуговой сварки в р а з дельные панны дуги располагаются с о ответствуинідім образом (фиг. 1) , при этом используются первый 1, второй 2 п третин З электроды, свариваемое и з дание 4 н токоподводы для первой 5, второй Ь и третьей 7 д у г и . Причем, магнитные поля В,,, В ^ и В 5 образуются током, текущим по изделию и питающим первую, вторую и третью дуги с о ответственно. Наведенные электромагнитные силы F o F ^ и F з являются следствием взаимодействия нолей В^, В и Ц и токов первэй, второй и третьей дуг соответственно. Наведенная электромагнитная сила Fл является следствием взаимодействия магнитного поля В и тока первой дуг и . Подвод токов,, питающих первую и вторую дугу? осуществляется впереди сварочной ванны, а тока, питающего третью дугу, - позади сварочной в а н ны. Все дуги запитань! постоянным т о ком обратной полярности. В р е з у л ь т а F те действия сил первая и вторая дуги отклоняются в с т о рону, противоположную направлению сварки, а третья дуга - в сторону, совпадающую с направлением сварки. При использовании предлагаемого способа для трехдуговой сварки при условии расположения токоподвода, питающего первую д у г у , впереди с в а рочной панны (фиг. 2 ) , а токоподвод о в , питающих вторую и третью д у г и , позади сварочной ванны наведенная электромагнитная сила F . является следствием взаимодействия магнитного поля В 2 и тока третьей дуги . В д а н ном случае сила Р отклоняет первую дугу в сторону, противоположную направлению сварки, а силы F 2 > F ^ и F^ отклоняют вторую п третью дуги в с т о 1516269 pony, совпадающую с направлением сварки. П р и м е р » Необходимо сварить продольный нахлесточный шов на многослойной обечайке, навитой но спирали Архимеда из рулонной стали толщиной 5,4 мм. Исходя из требования конструктивной прочности обечайки, глубина проплавлення шва должна быть не меньше 13 мм, считая от поверхности нахлесточного с л о я . Другими о б я з а тельными требованиями являются п л а в ный переход от шва к основному металл у , что д о с т и г а е т с я , в данных условиях, при ширине шва не менее 25 мм, а также ограничение высоты усиления шва до значений не более \ мм над поверхностью нахлесточного с л о я . Одновременио с целью снижения искажений формы обечайки вследствие сварочных д е формаций тепловложения при сварке должны быть минимальными. Перечисленный комплекс требований достигается при использовании двухдуговой сварки по предлагаемому способу» Сварку осуществляют в раздельные ванны с комбинированной защитой дуг; первая дуга горит в СО^, вторая ~> под флюсом. Обе дуги питают постоянным током обратной полярности. Ток для питания первой дуги подводят в п е реди сварочной ванны к торцу обечайки, у которого завершается процесс сварки. Питание второй дуги осуществляют позади сварочной ванны через токоподвод, подключенный к торцу о б е чайки, у которого начинают процесс сварки. Требуемые форму и размеры швов получают при следующих параметрах процесса: 1 С в , = 750-800 Л; UB = 27-29 В; 1 с В 2 = 550-600 Л; и ь „ = = 38-40 В; Vc_= 60 м/ч. При использовании ранее применявшегося процесса двухдуговой сварки в раздельные ванны (без концентрированного раздельного токоподвода) обеспечение тех же размеров швов достигается за счет увеличения І с Р і д о 830-900 А; I с в до 61)0-6 50 A; U o до 42-44 В и снижения . скорости сварки до 55 и/ч. Следовательно, при предлагаемом способе погоиная энергия сварки снижается на 16,4%, а производительность процесса в о з р а с т а е т на 9%. Применение такого же процесса сварки с совмещенным для обеих дуг токоподводом, расположенным в конце обечайки, не позволяет и з - з а отклонения второй дуги в с т о р о ну, противоположную направлению с в а р \$ ки, обеспечить требуемую форму и р а з меры усиления шва, а также устранить образование п о д р е з о в . При размещении обоих токоподводов в наплює обечайки вследствие отклонения первой дуги в 20 сторону, совпадающую с направлением сварки, не достигается требуемая глубина проплавлення шва. I Использование предлагаемого и з о б ретения обеспечивает экономический эффект за счет увеличения производительности процесса, снижения э н е р г о з а т р а т , а также повышения качества сварных соединений. 30 Ф о р м у л а и з о б р е т е н и я 25 Способ многодуговой сварки с р а з дельным питанием дуг 1 , горящих в р а з 35 дельные ванны, о т л и ч а ю щ и й с я тем» ч т о , с целью повышения производительности процесса сварки, снижения энергозатрат и повышения к а чества сварных соединений, подвод к изделию тока, питающего первую в направлении сварки д у г у или первую и следующие за ней одну или несколько дуг, осуществляют впереди сварочной ванны, а подвод т о к а , питающего п о с леднюю и предшествующие еп одну или несколько д у г , - позади сварочной ванны. 1516269 Фиг. Г f Фаг.2 Редактор И. Дербак Составитель Г. Квартальнова Техред Л.Сордюкова Корректор Л. Патай Заказ 6330/13 Тираж 894 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, М—35, Раушская иаб., д. 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул. Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of multi-arc welding
Автори англійськоюRybakov Anatolii Oleksandrovych, Kravchenko Oleksandr Vasyliovych, Buchatskyi Heorhii Petrovych, Sliuniaiev Mykhailo Ivanovych
Назва патенту російськоюСпособ многодуговой сварки
Автори російськоюРыбаков Анатолий Александрович, Кравченко Александр Васильевич, Бучацкий Георгий Петрович, Слюняев Михаил Иванович
МПК / Мітки
Мітки: зварювання, багатодугового, спосіб
Код посилання
<a href="https://ua.patents.su/4-16005-sposib-bagatodugovogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб багатодугового зварювання</a>
Спосіб одностороннього зварювання труб
Номер патенту: 13829
Опубліковано: 25.04.1997
Автори: Бойко Володимир Семенович, Голі-Оглу Володимир Семенович, Щетиніна Віра Іванівна
МПК: B23K 9/18
Мітки: труб, одностороннього, зварювання, спосіб
Формула / Реферат:
Способ односторонней сварки труб с токоподводом к изделию в двух точках и регулированием тока, протекающего в направлении сварки, отличающийся тем, что внутри трубы в непосредственном контакте соосно стыку устанавливают ферромагнитную трубу с вырезанным под углом 90° сегментом, диаметр которого выбирают в зависимости от диаметра свариваемой трубы согласно выражению:D = (0,24-0,35)Dт,где Dт - диаметр свариваемой трубы.
Спосіб дугового зварювання алюмінієвих сплавів
Номер патенту: 4526
Опубліковано: 28.12.1994
Автор: Кручинін Ілля Інокентійович
МПК: B23K 9/16
Мітки: алюмінієвих, зварювання, спосіб, дугового, сплавів
Формула / Реферат:
Способ дуговой сварки алюминиевых сплавов модулированным током, отличающийся тем, что, с целью повышения стабильности процесса при сварке плавящимся электродом, модулированный ток получают путем наложения на постоянный ток переменного тока, равного 0,3-0,5 величины постоянного тока.
Спосіб дугового зварювання
Номер патенту: 6225
Опубліковано: 29.12.1994
Автор: Рибачук Анатолій Тарасович
МПК: B23K 9/08
Мітки: спосіб, дугового, зварювання
Формула / Реферат:
Способ дуговой сварки, при котором на сварочную ванну и дугу воздействуют квадрупольным магнитным полем, отличающийся тем, что, с целью повышения качества толстолистовых соединений, квадрупольное магнитное поле создают в вертикальной плоскости, проходящей через стык свариваемого соединения, а поверхность свариваемого соединения совмещают с одной из плоскостей симметрии магнитного поля.
Спосіб контактного стикового зварювання оплавленням
Номер патенту: 11734
Опубліковано: 25.12.1996
Автори: Казимов Борис Іванович, Нікітін Анатолій Сергійович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: контактного, зварювання, стикового, спосіб, оплавленням
Формула / Реферат:
Способ контактной стыковой сварки оплавлением, при котором свариваемые детали подключают к вторичному контуру сварочного трансформатора сварочной машины, отличающийся тем, что, с целью повышения качества сварного соединения при сварке многослойных деталей, у которых один из наружных слоев изготовлен из коррозионно-стойкой стали, а остальные слои изготовлены из углеродистой стали, путем обеспечения оптимального химического состава сварного...
Спосіб дугового зварювання
Номер патенту: 14136
Опубліковано: 25.04.1997
Автори: Худяков Вячеслав Іванович, Глущенко Анатолій Димитрович, Дудко Данило Андрійович, Потап'євський Аркадій Григорович
МПК: B23K 9/173
Мітки: зварювання, спосіб, дугового
Формула / Реферат:
Способ дуговой сварки плавящимся электродом, при котором начало процесса осуществляют путем короткого замыкания электрода, а окончание при снижении скорости подачи электрода, при этом начало и окончание процесса выполняют на напряжениях более низких, чем напряжение сварки, отличающийся тем, что, с целью повышения качества формирования шва в начале и конце процесса его выполнения, уменьшения разбрызгивания, повышения производительности,...
Попередній патент: Спосіб визначення величини об’ємної деформації у корпусів буїв, які мають нейтральну плавучість
Наступний патент: Спосіб виробництва багатошарових труб та сосудів
Випадковий патент: Спосіб бекірова керування багатофункціональним перетворювачем напруги