Спосіб виробництва багатошарових труб та сосудів
Номер патенту: 16006
Опубліковано: 29.08.1997
Автори: Бендер Віктор Сергійович, Рибаков Анатолій Олександрович, Бучацький Георгій Петрович, Мошкін Венедикт Феофанович, Білецький Семен Михайлович, Хижняк Констянтин Констянтинович, Кучук-Яценко Сергій Іванович, Патон Борис Євгенович
Формула / Реферат
1. Способ производства многослойных труб и сосудов, включающий разрезку рулонной стали на полосы мерной длины, навивку обечаек из этих полос по спирали Архимеда, сварку обечаек продольными швами и соединение их между собой кольцевыми швами, отличающийся тем, что, с целью повышения качества кольцевых швов и снижения расхода рулонного металла, обечайки после навивки разрезают в зоне нахлеста, образуемого передней и задней кромками листа, совмещают образовавшиеся после резки кромки до цилиндрического расположения витков и сваривают продольными швами.
2. Способ по п.1, отличающийся тем, что навивку обечаек осуществляют с промежутком между продольными кромками наружного и внутреннего витков.
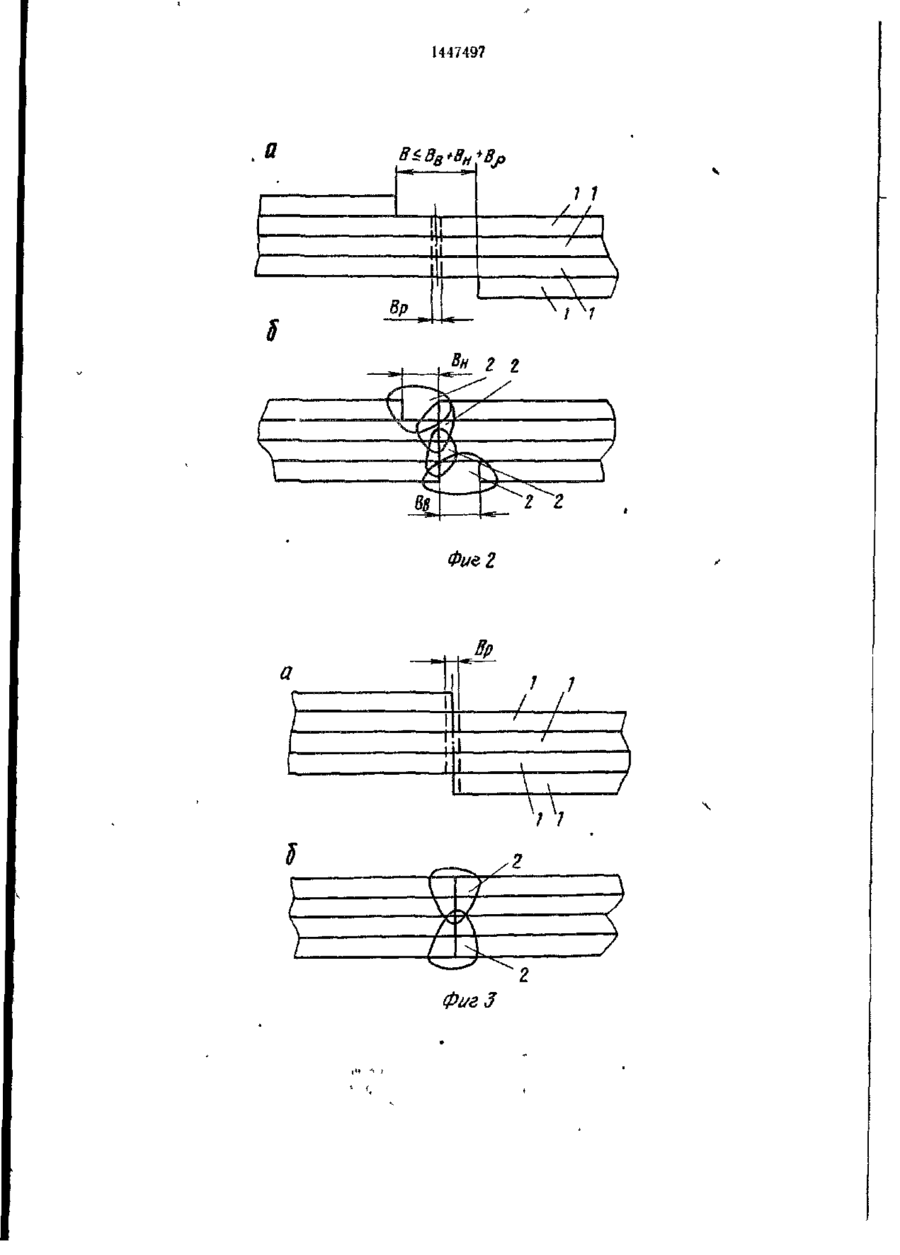
3. Способ по пп.І и 2, отличающийся тем, что, с целью повышения качества продольных швов обечаек, промежуток между продольными кромками наружного и внутреннего витков принимают В *» Вц+В„+Вр, где Вд и В„- максимально допустимая для применяемого процесса сварки ширина пазов, образовавшихся соответственно на внутреннем и наружном витках обечайки, Вр-ширина реза, обечайку разрезают, эквидистантно продольной кромке внутреннего витка на расстоянии от этой кромки, равном Вд.
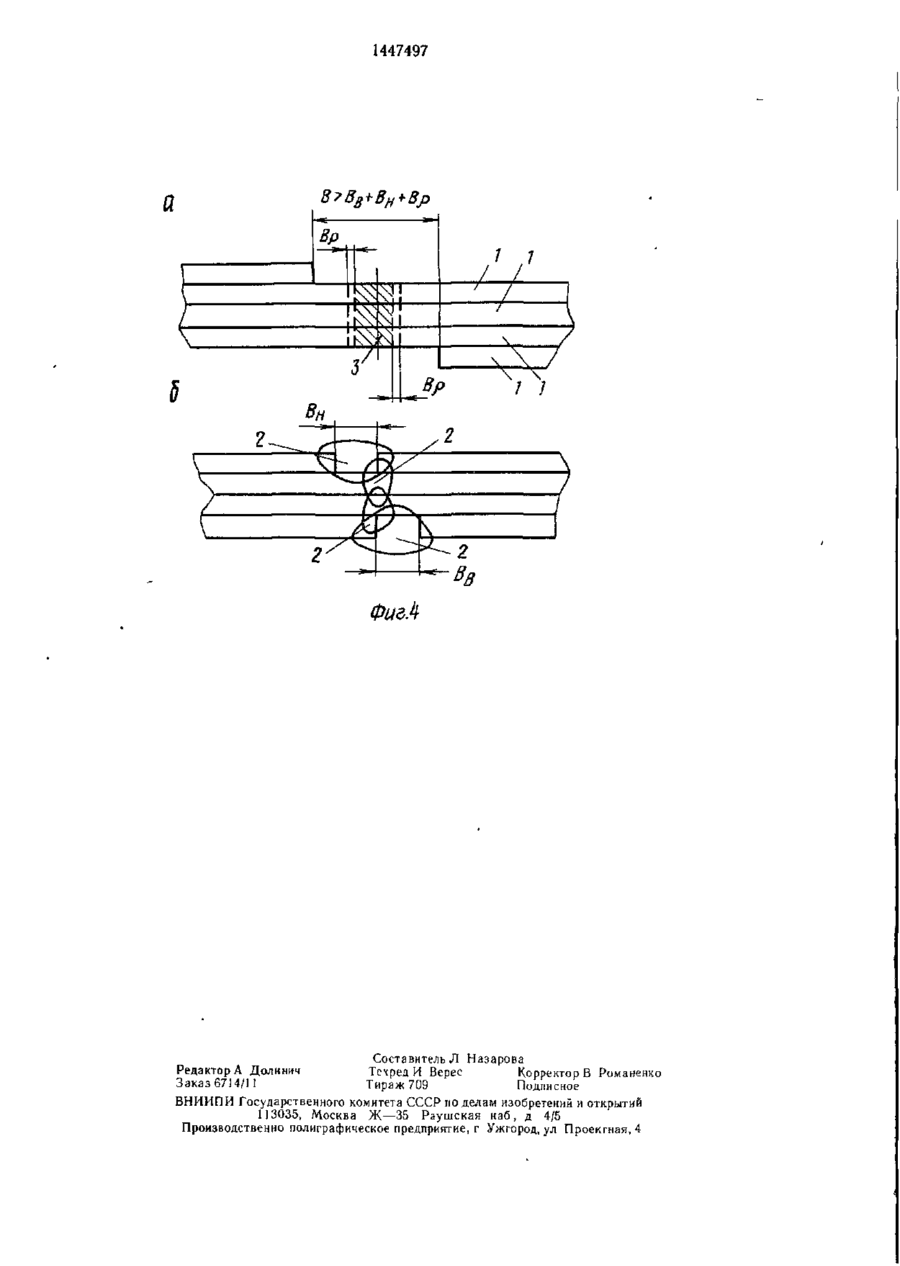
4. Способ по пл. 1-3, отличающийся тем, что, с целью повышения качества продольных швов экспандированных обечаек, промежуток между продольными кромками наружного и внутреннего витков принимают В£Вд+Вн+Вр+0,01pdBD, где dB - внутренний диаметр обечайки до экспандирования, D - разность между максимально и минимально допустимыми процентами экспандирования, обечайку, в зависимости от величины В разрезают одним или двумя резами, причем при В£Вд+Вн+Вр используют один рез, который выполняют эквидистантно, кроме внутреннего витка, на расстоянии, равном Вд, а при В£Вд+Вн+Вр используют два реза, которые выполняют эквидистантно продольным кромкам внутреннего и наружного витков на расстоянии соответственно Вд и Вн.
Текст
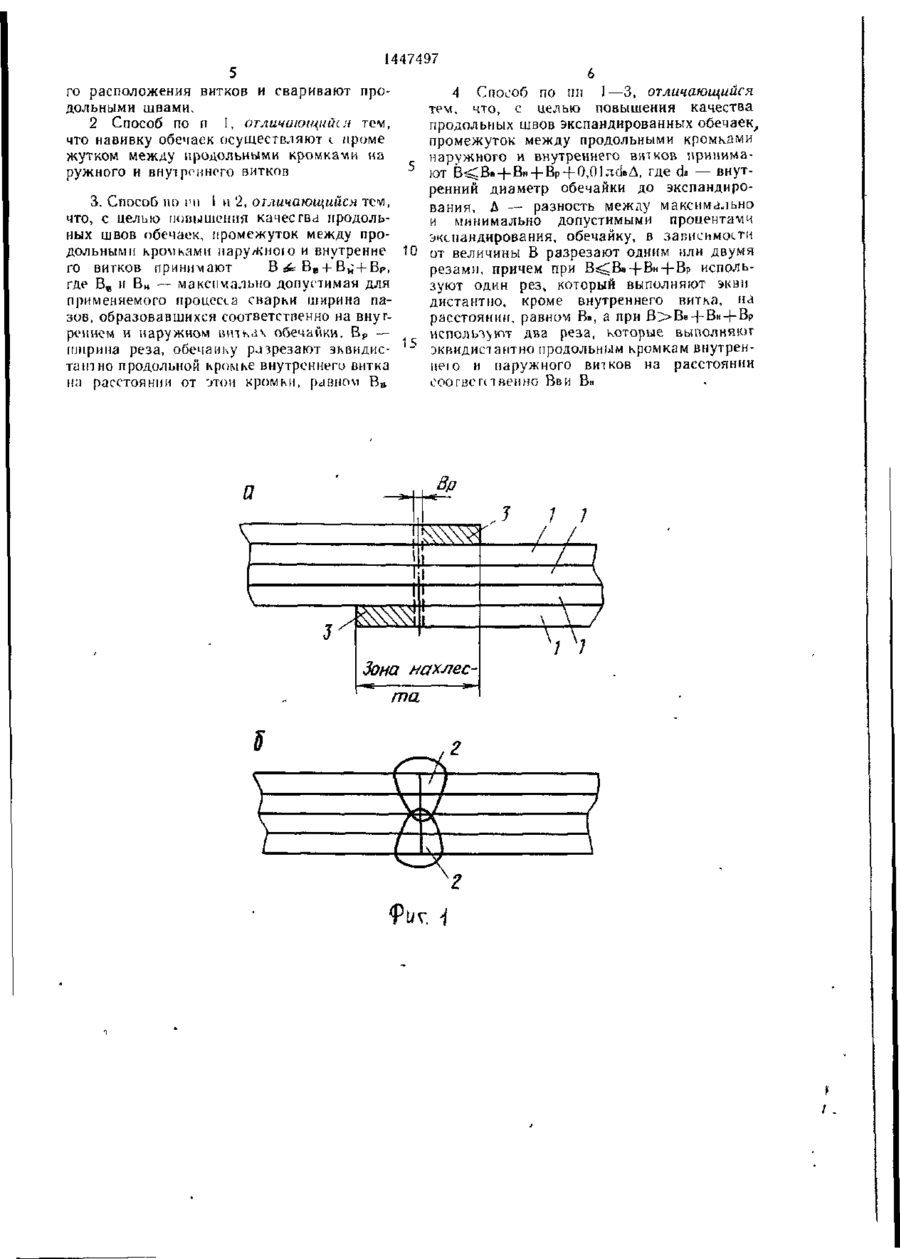
Изобретение относится к обработке металлов давлением и к сварке, в частности к способам производства многослойных труб и сосудов Цель изобретения — повышение качества кольцевых швов и снижение расхода рулонного металла Разрезают рулонную сталь на полосы мерной длины Навивают обечайки из этих полос по спирали Архимеда Осуществляют сварку обечаек продольными швами и сое динение их' между собой кольцевыми швами Разрезают обечайку после навивки * в зоне нахлеста, образуемого передней и задней кромками листа Осуществляют совмещение образовавшихся после резки кромок до цилиндрического расположения витков и сварку их продольными швами Для рационального расхода рулонного металла предусматривается навивка обечаек с промежутком между продольными кромками наружного и внутреннего витков Для повышения качества продольных швов проме жуток между продольными кромками наружного и внутреннего витков принимают не более суммы максимально допустимых для данного процесса сварки величин ши рины пазов,образовавшихся соответственно на внутреннем и наружном витках обечай ки Линию реза располагают эквидистантно продольной кромке внутреннего витка на рас стоянии, равном ширине внутреннего паза Способ предусматривает также макси мальную величину промежутка между про дольными кромками наружного и внутреннего витков для экспандируемых обечаек В этом случае величина промежутка мо жет быть увеличена на 0,0!jidA, где d — внутренний диаметр обечайки~ А — раз ность между максимально и минимально допустимыми процентами экспандирования 1 При этом исключается нерациональный расход рулонного металла в виде нахлеста СО между кромками наружного и внутреннею витков обечаек 3 з п ф-лы, 4 ил 1447-197 1 2 Изобретение относится к производству одного или двух резов, ют с помощью многослойных труб и сосудов высокого давПРИ В: используют один рез. ления и может быть использовано преПри B>Ba-j-B!i-f Bp обечайку разрезают двуимущественно в нефтегазовой и химической мя резам-и, расположенными эквидистантно промышленности. по продольной кромке соответственно внутЦель изобретения— повышение качестреннего и наружного витков обечайки на ва кольцевых швов многослойных труб и расстоянии от этих кромок, равном В и В н н сосудов, а также, снижение расхода рудля каждого из резов. лонного металла. Частным случаем изобретения является На фиг. 1 представлен вид участка навивка обечаек с величиной промежутка обечайки с зоной нахлеста, образуемого между продольными кромками наружного и продольными кромками внутреннего и навнутреннего витков В = 0 . После разрезки ружного витков, а также после порезки, таких обечаек и совмещения витков до цисовмещения витков и сварки продольного линдрического их расположения на наружстыкового шва; на фиг. 2, 3, 4 — участном и внутренних витках пазы отсутствуют. ки обечаек, навивка ,которых выполнена с Однако,в реальных условиях производства, промежутком между продольными кромками в связи с разнотолщинностыо рулонной наружного и внутреннего витков, равным состали, изменением величины межслойиых ответственно В = 0 , ВВв-|зазоров и другими факторами, обеспечить -|-Вп-)-Вр (пулевой и отрицательный нахлест такую точность навивки практически неили пенахлест), а также после резки возможно. совмещения витков и сварки продольных При значении промежутками между про20 стыковых швов. дольными кромками наружного и внутреннего витков В > 0 после разрезки обечаек Способ производства многослойных труб и совмещения кромок, согласно предлагаеи сосудов предусматривает разрезку рулонмому способу на внутреннем или на ной стали на полосы мерной длины, навнутреннем и наружном витках образуется вивку обечаек из этих полос по спирали Архимеда, сварку обечаек продольными 25 паз. С целью повышения качества продольного шва ширина этого паза не швами и соединение их между собой должна превышать значений, допустимых кольцевыми швами. Обечайки после навивдля приемного процесса сварки. Например, ки разрезают в зоне нахлеста, образуеиз опытных данных следует, что для одмого передней и задней кромками листа, нодуговой сварки под флюсом проволокой совмещают образовавшиеся после резки кромки до цилиндрического расположения 30 диаметром 4 мм максимально допустимая ширина паза, при которой в продольном витков и сваривают продольными швами. шве еще отсутствуют дефекты; равняется С целью рационального использования 10 мм, для двухдуговой сварки в раздельрулонного металла (минимального расхода) ные ванны такими же npoBOjоками или навивку обечаек осуществляют с промежутленточными электродами — 32 мм и т. д. ком В между продольными кромками наружного и внутреннего витков, т. е. в этом 35 Таким образом, способ позволяет исклюслучае образуется отрицательный нахлест и чить полностью или свести к минимуму (не рулонный металл расходуется только на шиболее 0,01лсІвА) нерациональный расход рурину реза. лонного металла в виде нахлеста между кромками наружного и внутреннего витка Для повышения качества продольных швов промежуток между продольными'кром- 40 обечаек. Кроме того, цилиндрическое расположение витков обечаек позволяет суками наружного и внутреннего витков В прищественно улучшить качество труб и сосунимают не более суммы BD + BK + BP, где дов из них за счет более благоприятВв и Вн — максимально допустимая для ных условий выполнения последующих техприме'няемого процесса сварки ширина паза, . .. _ t НОЛОГИЧРСКІІХ операций (обработки торцов образовавшегося соответственно на внутреннем и наружном витках обечайки, а Вр - 4 5 обечаек для выполнения требуемой фаски, В ширина реза. При этом линию реза рассборки с сварки кольцевых швов и т. д.). полагают эквидистантно продольной кромке Пример 1. Необходимо ИЗГОТОВИТЙ обевнутреннего витка на расстоянии, равном Вв. чайки следующего'размера: внутренний диаДля экспаидируемых обечаек промежуток метр 1380 мм, число витков 1—4, номимежду продольными кромками наружного и нальиая тблщнна ояиого витка 5,4 мм. ь и внутреннего витков В принимают не более '"»«*»•»"'>' — Обечайки навиаают - «*..«»»««» v™ с величиной нахлеста суммы Вв + Вн4-Вр+0,01лс1аД, где da между продольными кромками наружного и внутренний диаметр обечайки до экспандивнутреннего витков, изменяющимися от рования, Д — разность между максималь100 мм до 150 мм, продольные швы свано и минимально допустимыми процентаривают однодуговой сваркой 8 среде углеми экспандирования. кислого газа (СОг), экспандированию не В зависимости от величины промежутка подвергают. Резку обечаек осуществляют с между продольными кромками наружного и помощью плазменной дуги при ширине ревнутреннего витков В обечайки разрезаза, равной 3 мм. і 447497 ходя из обеспечения требуемой плотности В соответствии с приведенными условияприлегания витков и сохранения необходими длину мерного отрезка полосы выбимого уровня механических свойств металла, рают таким образом, чтобы после навиввеличина экспандирования может измениться ки обеспечить изменение длины нахлеста в пределах от 100 мм до 150 мм. Предв пределах от 0,6 до 0,9%, т. е. на 0,3%. положим, что после навивки величина на Для сварки внутренних швов используют хлеста составила 100 мм. Тогда согласно две дуги, аналогично примеру 3, а наружпредлагаемому изобретению ее разрезают ные швы выполняют двухдуговой сваркой в зоне нахлеста (конкретное место не имепроволочными или ленточным электродами. ет принципиального значения), удаляют Следовательно, Вв
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of multilayer pipes and vessels
Автори англійськоюPaton Borys Yevhenovych, Kuchuk-Yatsenko Serhii Ivanovych, Rybakov Anatolii Oleksandrovych, Biletskyi Semen Mykhailovych, Bender Viktor Serhiiovych, Moshkin Venedykt Feofanovych, Khyzhniak Konstiantyn Konstiantynovych, Buchatskyi Heorhii Petrovych
Назва патенту російськоюСпособ производства многослойных труб и сосудов
Автори російськоюПатон Борис Евгеньевич, Кучук-Яценко Сергей Иванович, Рыбаков Анатолий Александрович, Билецкий Семен Михайлович, Бендер Виктор Сергеевич, Мошкин Венедикт Феофанович, Хижняк Константин Константинович, Бучацкий Георгий Петрович
МПК / Мітки
МПК: B21D 51/16
Мітки: багатошарових, спосіб, сосудів, труб, виробництва
Код посилання
<a href="https://ua.patents.su/6-16006-sposib-virobnictva-bagatosharovikh-trub-ta-sosudiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва багатошарових труб та сосудів</a>
Спосіб виробництва зварних прямошовних труб великого діаметра
Номер патенту: 20326
Опубліковано: 15.07.1997
Автори: Омелін Олександр Дмитрович, Спірідонов Віталій Дмитрович, Заплаткин Юрій Ананьйович, Ковіка Микола Данилович, Соболевський Едуард Йосипович, Новіков Леонід Миколайович, Іванов Євген Іванович, Хоменко Анатолій Федорович, Лебідь Генадій Олександрович, Горяний Сергій Андрійович, Коломенський Володимир Костянтинович, Стома Генріх Францович, Гончар Володимир Олександрович
МПК: B21C 37/08
Мітки: зварних, великого, спосіб, прямошовних, труб, виробництва, діаметра
Формула / Реферат:
Способ производства сварных прямошовных труб большого диаметра, включающий строжку продольных кромок листа, подгибку прикромочных участков, формовку трубной заготовки на вальцах, сварку сборочного шва, сварку внутреннего рабочего шва, сварку наружного рабочего шва и калибрование трубы на гидравлическом прессе-расширителе, отличающийся тем, что после сварки внутреннего рабочего шва зону сварного соединения принудительно охлаждают по всей ее...
Спосіб безперервного виробництва електрозварних холоднодеформованих труб з корозійностійких сталей
Номер патенту: 17989
Опубліковано: 17.06.1997
Автори: Балтакса Павло Михайлович, Лобанов Олександр Іванович, Ханін Марко Ісаакович, Хаустов Георгій Йосипович, Ковіка Микола Данилович, Новіков Леонід Миколайович, Гладченко Олександр Федорович, Крижевський Аркадій Захарович, Ромакін Віктор Савелійович, Фурманов Валерій Борисович, Туренков Микола Мойсейович, Бут Олександр Володимирович
МПК: B21B 21/00, B21C 37/08
Мітки: безперервного, електрозварних, труб, холоднодеформованих, виробництва, корозійностійких, спосіб, сталей
Формула / Реферат:
Способ непрерывного производства электросварных холоднодеформированных труб из коррозионностойких сталей, при котором полосу формуют в трубную заготовку, сваривают ее продольные кромки, калибруют полученную трубу сначала в калибровочном стане, а затем в фильере, правят и разрезают на мерные длины, отличающийся тем, что перед калиброванием трубу подвергают индукционному нагреву до температуры 450-800°С, выдержке в нагретом состоянии,...
Спосіб одностороннього зварювання труб
Номер патенту: 13829
Опубліковано: 25.04.1997
Автори: Голі-Оглу Володимир Семенович, Бойко Володимир Семенович, Щетиніна Віра Іванівна
МПК: B23K 9/18
Мітки: труб, спосіб, одностороннього, зварювання
Формула / Реферат:
Способ односторонней сварки труб с токоподводом к изделию в двух точках и регулированием тока, протекающего в направлении сварки, отличающийся тем, что внутри трубы в непосредственном контакте соосно стыку устанавливают ферромагнитную трубу с вырезанным под углом 90° сегментом, диаметр которого выбирают в зависимости от диаметра свариваемой трубы согласно выражению:D = (0,24-0,35)Dт,где Dт - диаметр свариваемой трубы.
Спосіб виготовлення балонів і сосудів із алюмінію та його сплавів
Номер патенту: 13781
Опубліковано: 25.04.1997
Автори: Сергєєв Віктор Володимирович, Іванов Анатолій Іванович, Близнюков Євгеній Олександрович, Літвінський Яків Ісаакович, Атаманенко Олена Євгенівна, Сирота Олександр Володимирович, Щіпіцин Вадим Михайлович, Острін Григорій Якович
МПК: B21D 51/16
Мітки: сосудів, сплавів, балонів, виготовлення, спосіб, алюмінію
Формула / Реферат:
Способ изготовления баллонов и сосудов из алюминия и его сплавов обкаткой вращающейся трубчатой заготовки, отличающийся тем, что формообразование элементов профиля осуществляют путем закатки концевого участка инструментом трения скольжения или качения, при этом перед закаткой формоизменяемый участок заготовки охлаждают в жидком азоте, а закатку ведут таким образом, что конечный радиус торца деформируемой заготовки после одного ее оборота...
Спосіб виробництва безшовних стальних труб
Номер патенту: 9478
Опубліковано: 30.09.1996
Автори: Лезінська Олена Яківлівна, Кісельов Віктор Стефанович, Зуєв Леонід Артемович, Островський Ігор Петрович, Кореняк Юрій Констянтинович, Чуб Анатолій Васильович, Кармінова Валентина Андріївна, Чеха Віктор Миколаєвич, Бенько Віктор Петрович, Кислиціна Любов Михайлівна, Лавренюк Петро Данилович
МПК: C21D 9/08, B21B 21/00
Мітки: спосіб, безшовних, виробництва, стальних, труб
Формула / Реферат:
Способ изготовления бесшовных стальных труб, включающий химическую и термическую обработки полой заготовки и последующую ее холодную деформацию, отличающийся тем, что в качестве полой заготовки используюттрубу, коэффициент пластичности металла которой не превышает 0,9, а нагрев при термической обработке производят до температуры, определяемой в соответствии с выражением: где Т - температура в градусах по Кельвину;Dср...
Попередній патент: Спосіб багатодугового зварювання
Наступний патент: Кільцева камера згоряння газотурбінного двигуна
Випадковий патент: Пристрій для постачання декількох пальників дрібнозернистим паливом