Спосіб дугового зварювання
Формула / Реферат
Способ дуговой сварки, при котором на сварочную ванну и дугу воздействуют квадрупольным магнитным полем, отличающийся тем, что, с целью повышения качества толстолистовых соединений, квадрупольное магнитное поле создают в вертикальной плоскости, проходящей через стык свариваемого соединения, а поверхность свариваемого соединения совмещают с одной из плоскостей симметрии магнитного поля.
Текст
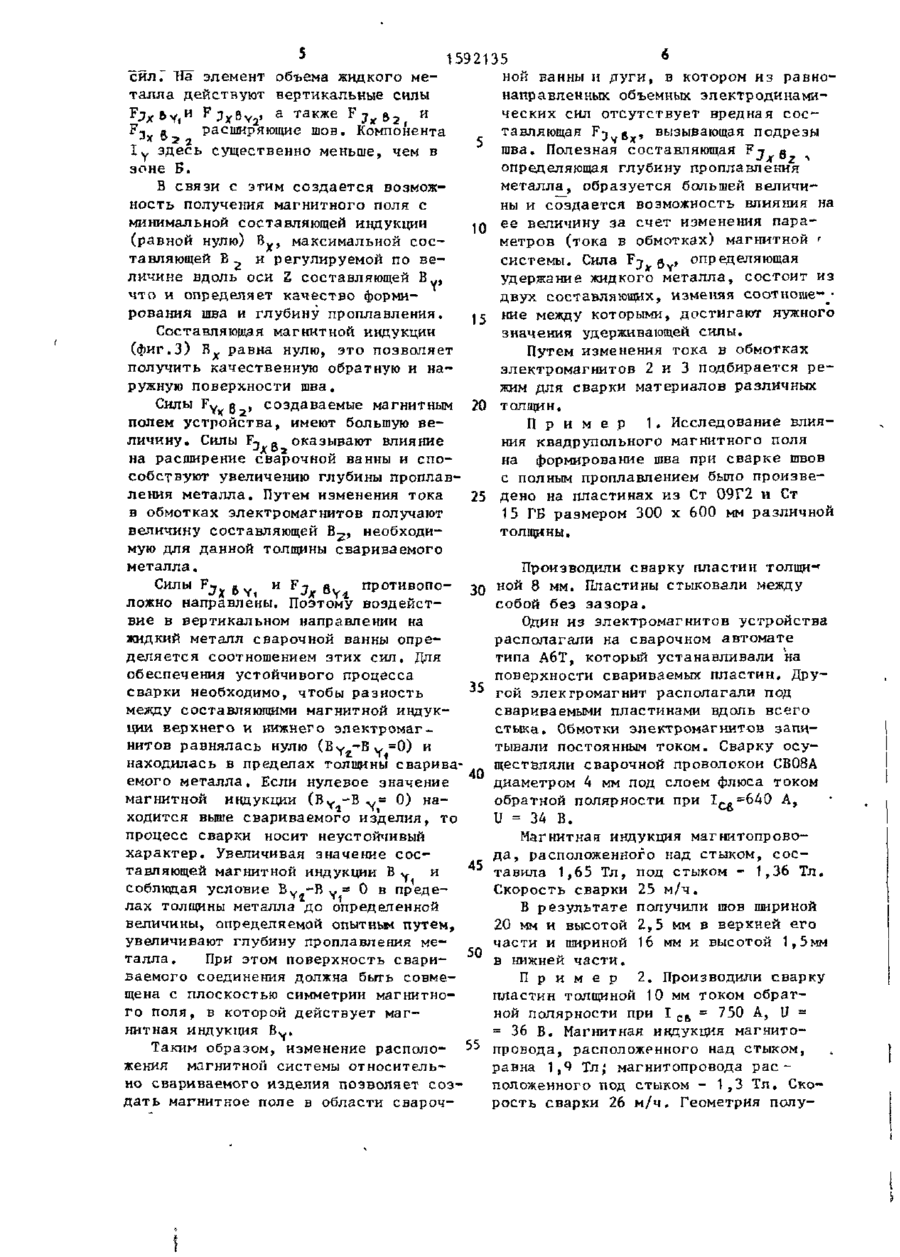
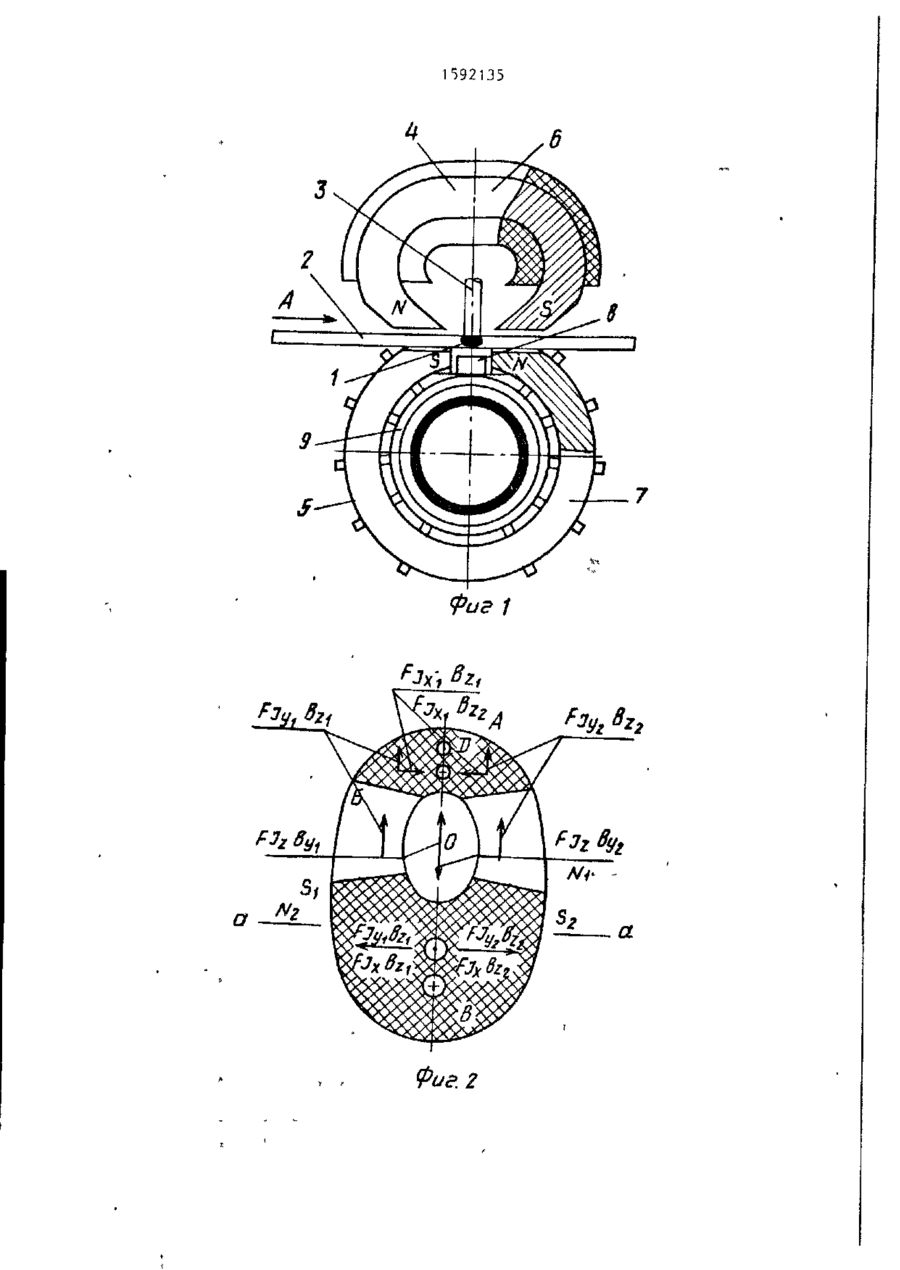
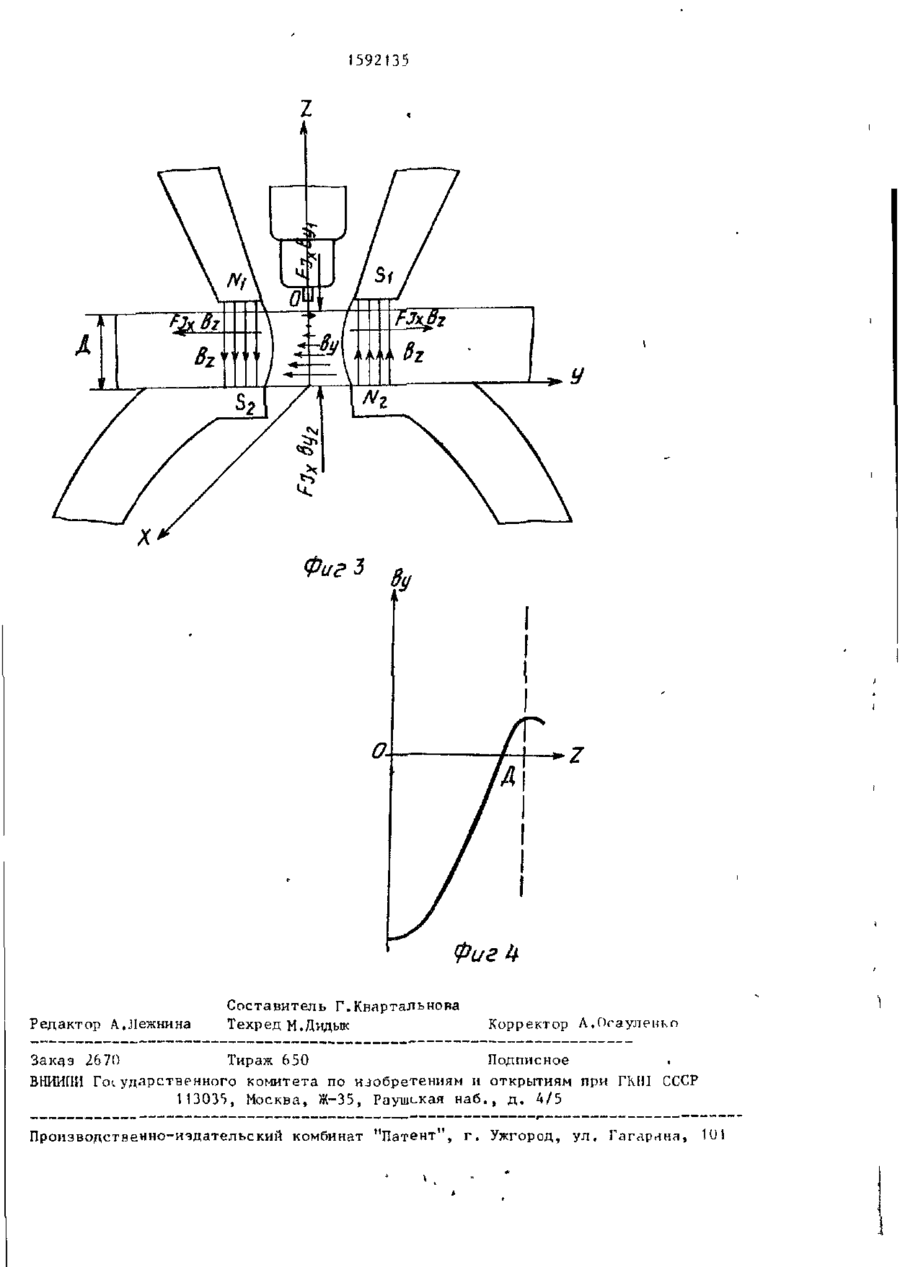
Изобретение относится к сварке и может быть использовано преимущественно при сварке судовых конструкций из пистового проката в магнитном поле с обратным формированием шва. Цель изобретения - повышение качества толстолистовых соединений. На дугу воз Изобретение относится к сварке и может быть использовано преимущественно при сварке судовых конструкции из листового проката в магнитном поле с обратным формированием шва. Целью изобретения является повышение качества толст олнстовых соединений. На фиг. 1 показано устройство, реализующее спос об дуговой сварки, общий вид; на фиі .2 - схема электродинамических сил, возникающих в объеме сварочной ванны," на фиг .3 - направление составляющих магнитной индукции и основных электродинамических сил в поперечном сечении зоны В фиг.2, на фиг.4 - график зависимости составляющей магнитной индукции В от координаты Z. Сущность способа состоит в том, что на дугу и сварочную ванну 1 воз действуют квадрупольным магнитным полем, которое создают в вертикальной плоскости, проходящей через стык свариваемого соединения, а поверхность свариваемого соединения совмещают с одной из плоскостей симмегрии магнитного поля. Напряженность магнитного поля на поверхности свариваемого изделия равна 0, при -этом магнитное поле не оказывает возмущающего действия на дугу, объемные электродинамические силы действуют в нижней части свариваемого изделия, одновременно электродинамические силы, направленные влево и вправо от электрода, расширяют шов. 4 ил., 1 табл. действуют квадрупольным магнитным полем, которое создают в вертикальной плоскости, проходящей через стык свариваемого соединения 2, а поверхность свариваемого соединения совмещают с одной из плоскостей симметрии магнитного поля. Устройство для осуществления способа дуговой сварки содержит электрод 3 и четырехполюсную магнитную систему, состоящую из двух электромагнитов 4 и 5. Электромагнит 4 расположен над свариваемым изделием (соединением) 2 1 вертикально и имеет подковообразный магнитопровод 6. Электрод 5 установлен под свариваемым изделием 2 вдоль всего свариваемого стыка и имеет магнитопровод 7, выполненный в виде полого цилиндра. Полюса электромагнитов 4 и 5 направлены встречно. 1592135 При сварке постоянным током обмотки электромагнит on 4 и 5 питают постоянным током, а при сварке переменным током - переменным током промышленной 5 частоты, обмотки электромагнитов 4 и 5 можно запитывать также и сварочным током. дугу, дестабилизируя сварочный процесс . При взаимодействии поперечного магнитного поля, создаваемого э л е к тромагнитом 4, с током расплава с в а рочной ванны 1 образуются объемные электродинамические силы, направленные вниз, которые ослабляют действие магнитного поля, создаваемого э л е к т ромагнитом 4. Изменяя ток в обмотках электромагнитов 4 и 5, регулируют напряженность магнитного поля, а следовательно, и величину объемных э л е к т родинамических сил в сварочной ванне 1 т а к , чтобы на верхней поверхности шва напряженность результирующего поля была равна нулю, В этом случае магнитное поле не оказывает в о з мущающего действия на дугу, а объемные электродинамические силы, направленные вверх, действуют в нижней части изделия 2. Удержание жидкого металла происходит в нижней части изделия 2. Удержание жидкого металла происходит в нижней части сварочной ванны 1, в зоне формирования шва. Одновременно создаются электродинамические силы, направленные влево и вправо от электрода 3, которые расширяют шов. Магнитопровод 7 нижнего электромагнита 5 имеет прорезь по образующей, JQ в которой размещена, например, флюсомедная подкладка 8 для защиты свариваемого шва от воздействия окружающего воздуха. Предварительно на подкладку 8 наносится слой флюса. jj Для прижатия флюсо-медной подкладки 8 к изделию 2 служит шланг 9, подключенный к источнику сжатого воздуха. Шланг 9 расположен на внутренней поверхности магнитопровода 7 и 20 отделен от обмотки изолирующей прокладкой. Устройство может быть установлено на механизированной поточной линии, например на механизированной поточной 25 линии сборки и сварки плоских секций ESAB-HEBE7. В этом случае электромагнит 4 устанавливается на подвижной сварочной головке, а электромагнит 5 под свариваемым стыком и магнитопро- ,« вод 7 выполняется секционным, секции которого монтируются последовательно На сЬиг.2 представлена схема э л е к на необходимую длину. тродинамических сил, возникающих в объеме сварочной ванны от взаимодейДля защиты обратной стороны сварствия составляющих сварочного тока ного шва от воздействия окружающего " 35 (їх-, І ^ , І Р с составляющими индуквоздуха вместо флюсо-медной проклад ции магнитного поля ( В л , В v , B z ) . ки может быть использована подача Поперечное сечение дуги в магнитинертноїо газа, углекислого газа или ном поле изображено овальным, в с в а сварочного флюса. Сжатый воздух от магистрали по.Q рочной ванне выделены пунктиром зоны А, Б и В. Индексы при обозначении ступает в шланг 9, который прижимает сил указывают составляющую тока и флюсо-медную подкладку 8 к изделию 2. составляющую индукции магнитного поПри подаче напряжения на электрод л я , взаимодействие которых определя3 и изделие 2 происходит возбуждение сварочной дуги. При перемещении элек- *с ет наличие и направление силы. трода 3 вместе с электромагнитом 4 вдоль линии стыка образуется сварной шов в результате кристаллизации объемов расплавленного металла. При взаимодействии поперечного 50 магнитного поля, создаваемого электромагнитом 5, со сварочным током в расплаве сварочной ванны 1 образуются объемные электродинамические силы, направленные вверх, которые производят удержание жидкого металла сва- 55 рочной ванны 1. В то же время поперечное магнитное поле, образуемое электромагнитом 5, воздействует на Зона Ао Преобладающей силой в зоне А является ввиду малой площади зоны IVBy действующая вниз, способствующая проплавленню и участвующая в перемешивании металла. Зона Б. В ней от взаимодействия составляющей сварочного тока I v с с о ставляющей индукции магнитного поля В 7 образуется сила Fj B 2 , направленная вперед по ходу сварки с обеих сторон сварочной ванны. Зона В, Зона .В является наибольшей по площади и по величине приложенных 5 15921 35 « сил7 Тїа" элемент объема жидкого меной ванны и дуги, в котором из равноталла действуют вертикальные силы направленнык объемных электродинамиF j x 6 y , H F л ж Ву 2 , а также F J j f & 2 и ческих сил отсутствует вредная с о с F-. расширяющие шов. Компонента тавляющая F-i 6 , вызывающая подрезы 3 * &г2 5 шва. Полезная составляющая F j g т 1у здесь существенно меньше, чем в определяющая глубину проплавлення зоне Б. металла, образуется большей величиВ связи с этим создается возможны и создается возможность влияния на ность получения магнитного поля с ее величину за счет изменения параминимальной составляющей индукции IQ метров (тока в обмотках) магнитной < (равной нулю) В^, максимальной с о с системы. Сила Tj Ву » определяющая тавляющей Б 2 и регулируемой по в е удержание жидкого металла, состоит из личине вдоль оси Z составляющей В у , двух составляющих, изменяя соотноше-^что и определяет качество форминие между которыми, достигают нужного рования шва и глубину проплавлення. *с значения удерживающей силы. Составляющая магнитной индукции Путем изменения тока в обмотках (фиг.З) Б х равна нулю, это позволяет электромагнитов 2 и 3 подбирается р е получить качественную обратную и нажим для сварки материалов различных ружную поверхности шва. толщин. Сил ы Ту g , со зда ва емые ма г ни тным 20 П р и м е р 1. Исследование влияполем устройства, имеют большую в е ния квадрупольного магнитного поля личину. Силы FT Я оказывают влияние на формирование шва при сварке швов на расширение сварочной ванны и спос полным проплавлением было произвесобствуют увеличению глубины проплавдено на пластинах из Ст О9Г2 и Ст лення металла. Путем изменения тока 25 15 ГБ размером 300 х 600 мм различной в обмотках электромагнитов получают толщины. величину составляющей В 2 , необходимую для данной толщины свариваемого Производили сварку пластин толщи-* металла. C H J 1 W F H F a П ТИВОП ной 8 мм. Пластины стыковали между JX6Y, Jx Vi Р° ° - 30 собой без з а з о р а . ложно направлены. Поэтому воздейстОдин из электромагнитов устройства вие в вертикальном направлении на располагали на сварочном автомате жидкий металл сварочной ванны опретипа А6Т, который устанавливали на деляется соотношением этих сил. Для обеспечения устойчивого процесса поверхности свариваемых пластин. Дру35 гой электромагнит располагали под сварки необходимо, чтобы разность свариваемыми пластинами вдоль всего между составляющими магнитной индукстыка. Обмотки электромагнитов запиции верхнего и нижнего электромагтывали постоянным током. Сварку осунитов равнялась нулю ( В у г - В у = 0 ) и ществляли сварочной проволокой СВ08А находилась в пределах толщины сварива40 диаметром 4 мм под слоем флюса током емого металла. Если нулевое значение = обратной полярности при 1 С 6 6А0 А, магнитной индукции ( B v -В .,= 0) наU = 34 В. ходится выше свариваемого изделия, то процесс сварки носит неустойчивый Магнитная индукциямагнитопровох а р а к т е р . Увеличивая значение с о с д а , расположенного над стыком, с о с э тавляющей магнитной индукции В у и тавила 1,65 Тл, под стыком - 1,36 Тл, соблкдая условие В у - В у = 0 в предеСкорость сварки 25 м/ч. лах толщины металла до определенной В результате получили шов шириной величины, определяемой опытным путем, 20 мм и высотой 2,5 мм в верхней его увеличивают глубину проплавлення мечасти и шириной 16 мм и высотой 1,5мм талла. При этом поверхность сварив нижней части. ваемого соединения должна быть совмеП р и м е р 2. Производили сварку щена с плоскостью симметрии магнитнопластин толщиной 10 мм током обратго поля, в которой действует магной полярности при I С Б - 750 A, U нитная индукция By. = 36 В. Магнитная индукция магнитопровода, расположенного над стыком, Таким образом, изменение располоравна 1,4 Тл; магнитопровода р а с жения магнитной системы относительположенного под стыком - 1,3 Тл. Сконо свариваемого изделия позволяет с о з рость сварки 26 м/ч. Геометрия полудать магнитное поле в области свароч 8 1592135 ченного шва соответсововала требованиям стандарта. П р и м е р 3. Сваривали пластины толщиной 14 мм при 1 С Й = 900 A, U = = 36 В током обратной полярности. * Маїнитная индукция чагнитопровода над свариваемым стыком составляло 1,58 Тл, под стыком - 1,36 Тл. Скорость сварки 20 м/ч. Высота провисания шва соответствовала требованиям стандарта. Испытания подтвердили возможность удержания жидкого металла сварочной ванны квадрупольным магнитным полем. 15 Результаты испытаний приведены в таблице. Для сравнения в таблице указана величина сварочного тока для сварки указанных образцов на гЬлюсо-медной 20 подкладке в соответствии с ОСТ5.9088-83. Сварка толстолистового материала в квадрупольном магнитном поле проПример Толщина свариваемого изделия, мм Марка материала изводится при значениях сварочного тока, значительно меньших, чем, например, при сварке на гЬлюсо-медной подкладке. Это позволяет сэкономить сварочные материалы, электроэнергию и уменьшить сварочные деформации. Ф о р м у л а и з о б р е т е н и я Способ дуговой сварки, при котором на сварочную ванну и дугу воздействуют квадрупольным магнитным полем, о т л и ч а ю щ и й с я тем, что, с целью повышения качества толстолистовых соединений, квадрупольное магнитное поле создают в вертикальной плоскости, проходящей через стык свариваемого соединения, а поверхность свариваемого соединения совмещают с одной из плоскостей симметрии магнитного поля. Сварочный ток, Сварочный ток, А (сварка на А (сварка в магнитном поле) флюсо-медной подкладке) Ст 09Г2 Ст 15ГБ 640 900 10 Ст 09Г2 Ст 15ГБ 750 980 14 Ст 09Г2 Ст 157Б 900 без разделки кромок і 940 с разделкой кромок 1592135 Фиг 1 a Фиг. 2 1592135 Фиг Редактор А.Лежнина Составитель Г.Квпртальнова Техред М.Дидык Корректор А.Огауленкп Заказ 2670 Тираж 650 Подписное В И Г Государственного комитета по изобретениям и открытиям при ГКНІ СССР Н ИШ 113035, Москва, Ж-35, Раушская н а б . , д . 4/5 Производственно-издательский комбинат "Патент", г . Ужгород, ул. Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of arc welding
Автори англійськоюRybachuk Anatolii Tarasovych
Назва патенту російськоюСпособ дуговой сварки
Автори російськоюРыбачук Анатолий Тарасович
МПК / Мітки
МПК: B23K 9/08
Мітки: зварювання, спосіб, дугового
Код посилання
<a href="https://ua.patents.su/6-6225-sposib-dugovogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб дугового зварювання</a>
Спосіб дугового зварювання алюмінієвих сплавів
Номер патенту: 4526
Опубліковано: 28.12.1994
Автор: Кручинін Ілля Інокентійович
МПК: B23K 9/16
Мітки: зварювання, сплавів, дугового, спосіб, алюмінієвих
Формула / Реферат:
Способ дуговой сварки алюминиевых сплавов модулированным током, отличающийся тем, что, с целью повышения стабильности процесса при сварке плавящимся электродом, модулированный ток получают путем наложения на постоянный ток переменного тока, равного 0,3-0,5 величины постоянного тока.
Спосіб дугового зварювання електродом, що плавиться
Номер патенту: 4163
Опубліковано: 27.12.1994
Автори: Потап'євський Аркадій Григорович, Гейдеріх Отто Павлович, Худяков Вячеслав Іванович
МПК: B23K 9/127
Мітки: електродом, спосіб, плавиться, дугового, зварювання
Формула / Реферат:
Способ дуговой сварки плавящимся электродом, при котором питание сварочной дуги осуществляют от источника, имеющего в диапазоне рабочих режимов сварки крутопадающую внешнюю вольт-амперную характеристику, отличающийся тем, что при повышении напряжения дуги на величину от 15% до 20% выше заданного рабочего напряжения, питание дуги осуществляю г в режиме пологопадающей или жесткой внешней вольтамперной характеристики источника питания.
Пристрій для дугового зварювання
Номер патенту: 3757
Опубліковано: 27.12.1994
Автор: Потап'євський Аркадій Григорович
МПК: B23K 9/00
Мітки: пристрій, дугового, зварювання
Формула / Реферат:
1. Устройство для дуговой сварки, содержащее электродвигатель с обмоткой якоря, шунтовой и сериесной обмотками возбуждения, регулируемый резистор, силовой контактор, емкость, сопротивление, пусковое устройство и источник питания, причем регулируемый резистор включен последовательно с шунтовой обмоткой, а параллельно катушке силового контактора подключены соединенные последовательно емкость и сопротивление, при этом катушка силового контактора...
Спосіб дугового механізованого зварювання
Номер патенту: 3137
Опубліковано: 26.12.1994
Автори: Зяхор Василь Кузьмич, Тертичний Олег Олександрович, Коба Сергій Олександрович, Базаров Валерій Сергійович, Тарасенко Олександр Герасимович, Копилов Леонід Миколайович, Ковтуненко Віктор Олексійович
МПК: B23K 9/173
Мітки: спосіб, дугового, механізованого, зварювання
Формула / Реферат:
1. Способ дуговой механизированной сварки, при котором процесс ведут в среде защитных газов плавящимся электродом с поперечными колебаниями, при этом при подходе к кромке разделки осуществляют отключение дуги и прекращают подачу электрода, отличающийся тем, что, с целью расширения технологических возможностей способа и повышения производительности процесса сварки в различных пространственных положениях путем увеличения времени горения дуги...
Спосіб зварювання сталей під флюсом
Номер патенту: 4852
Опубліковано: 28.12.1994
Автори: Асніс Аркадій Юхимович, Веселов Валентин Арсентьович, Іващенко Георгій Антонович, Демченко Юрій Володимирович
Мітки: флюсом, спосіб, зварювання, сталей
Формула / Реферат:
СПОСОБ СВАРКИ СТАЛИ ПОД ФЛЮСОМ, при котором во флюс добавлявют сухую углекислоту, о т л и ч а ю щ и й с я тем, что, с целью улучшения качества сварного соединения, повышения вязкости металла шва и околошовной зоны при сварке термоупрочненной стали путем охлаждения сварочной ванны и сварного соединения в процессе существования ванны, ее кристаллизации и охлаждения в интервале температур 800-500°С и повышения производительности сварки, сухую...
Попередній патент: Пристрій для оптокінетичної стимуляції
Наступний патент: Обладнання для монтажу балера руля
Випадковий патент: Туковисівний апарат