Спосіб дугового зварювання електродом, що плавиться
Номер патенту: 4163
Опубліковано: 27.12.1994
Автори: Гейдеріх Отто Павлович, Потап'євський Аркадій Григорович, Худяков Вячеслав Іванович
Формула / Реферат
Способ дуговой сварки плавящимся электродом, при котором питание сварочной дуги осуществляют от источника, имеющего в диапазоне рабочих режимов сварки крутопадающую внешнюю вольт-амперную характеристику, отличающийся тем, что при повышении напряжения дуги на величину от 15% до 20% выше заданного рабочего напряжения, питание дуги осуществляю г в режиме пологопадающей или жесткой внешней вольтамперной характеристики источника питания.
Текст
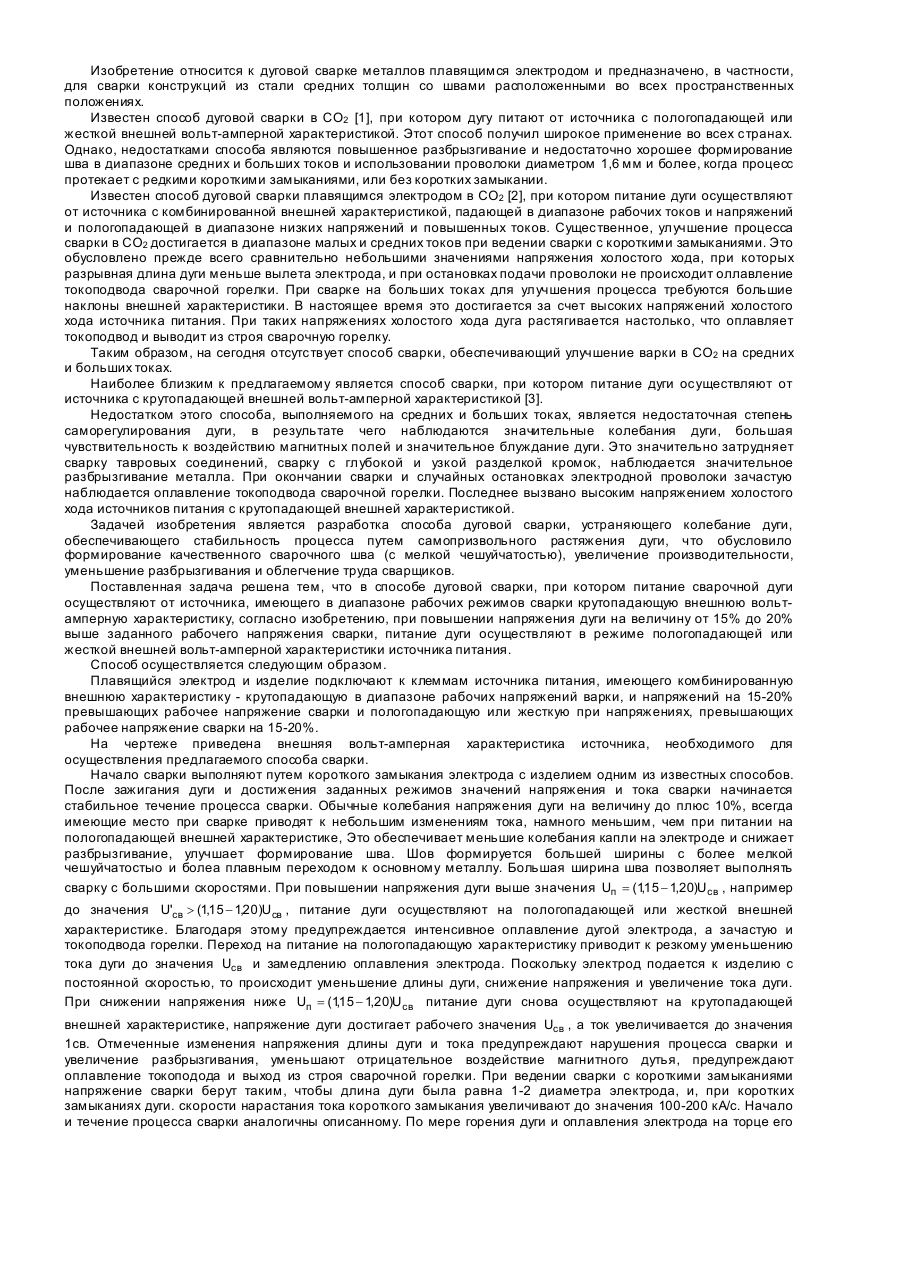
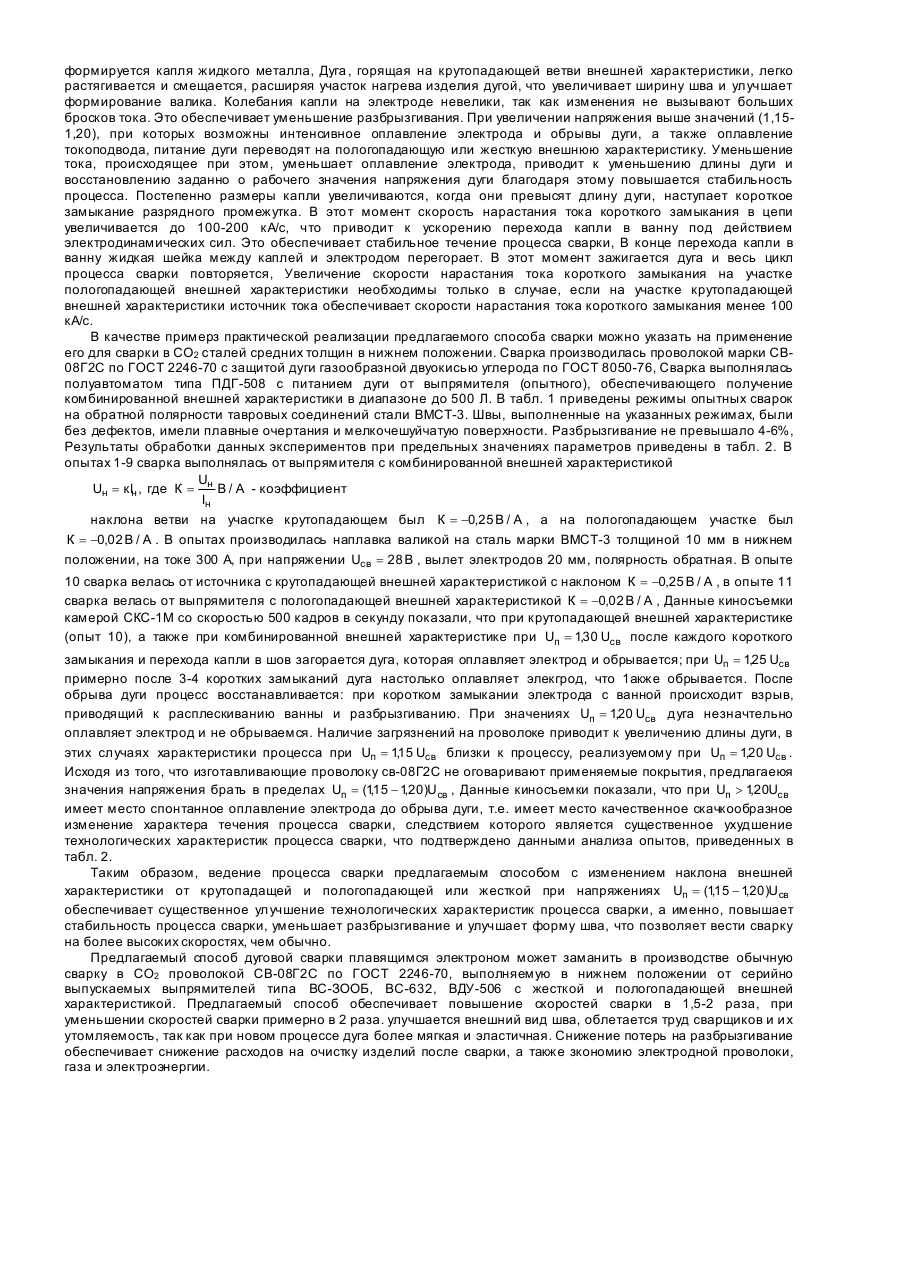
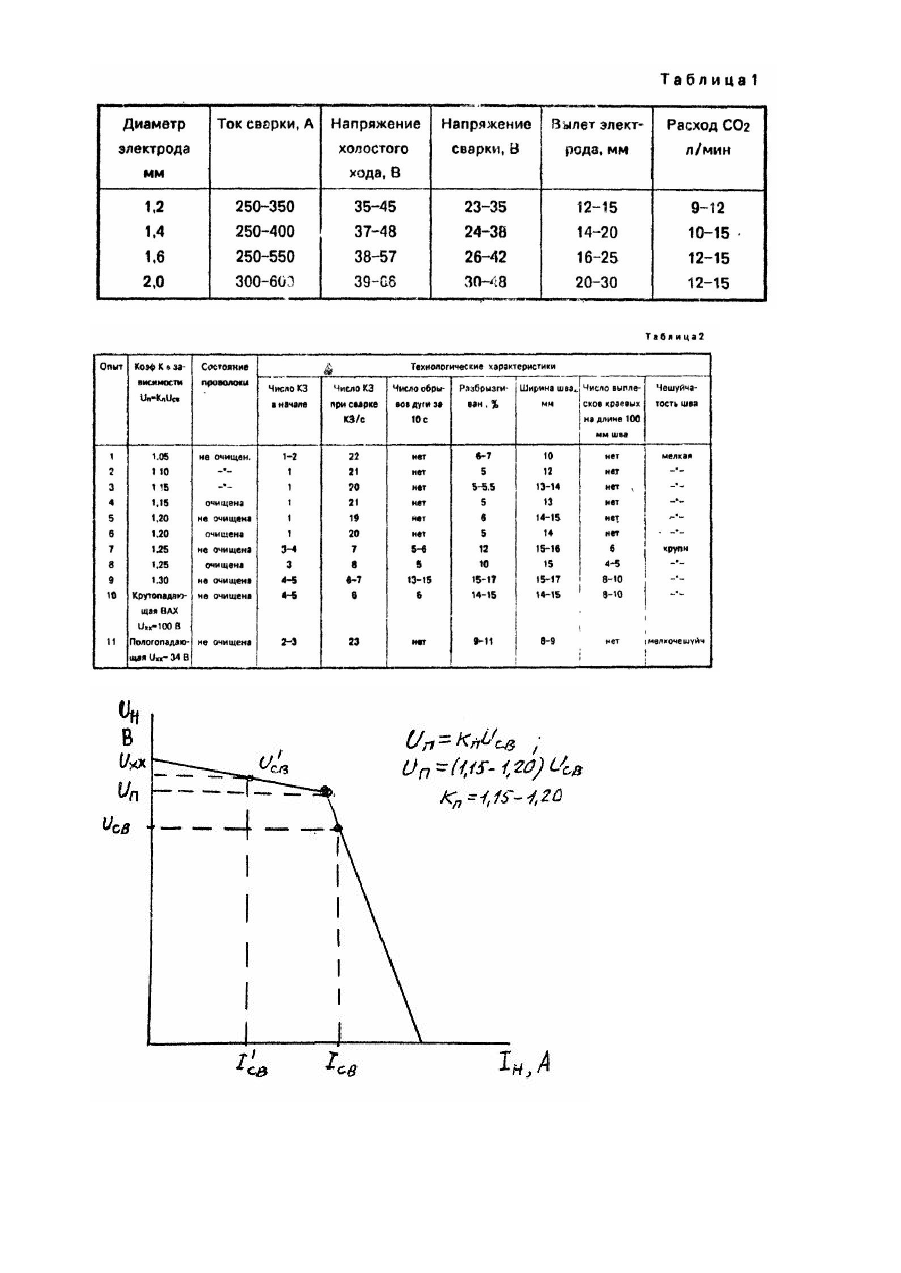
Изобретение относится к дуговой сварке металлов плавящимся электродом и предназначено, в частности, для сварки конструкций из стали средних толщин со швами расположенными во всех пространственных положениях. Известен способ дуговой сварки в СО2 [1], при котором дугу питают от источника с пологопадающей или жесткой внешней вольт-амперной характеристикой. Этот способ получил широкое применение во всех странах. Однако, недостатками способа являются повышенное разбрызгивание и недостаточно хорошее формирование шва в диапазоне средних и больших токов и использовании проволоки диаметром 1,6 мм и более, когда процесс протекает с редкими короткими замыканиями, или без коротких замыкании. Известен способ дуговой сварки плавящимся электродом в СО2 [2], при котором питание дуги осуществляют от источника с комбинированной внешней характеристикой, падающей в диапазоне рабочих токов и напряжений и пологопадающей в диапазоне низких напряжений и повышенных токов. Существенное, улучшение процесса сварки в СО2 достигается в диапазоне малых и средних токов при ведении сварки с короткими замыканиями. Это обусловлено прежде всего сравнительно небольшими значениями напряжения холостого хода, при которых разрывная длина дуги меньше вылета электрода, и при остановках подачи проволоки не происходит оллавление токоподвода сварочной горелки. При сварке на больших токах для улучшения процесса требуются большие наклоны внешней характеристики. В настоящее время это достигается за счет высоких напряжений холостого хода источника питания. При таких напряжениях холостого хода дуга растягивается настолько, что оплавляет токоподвод и выводит из строя сварочную горелку. Таким образом, на сегодня отсутствует способ сварки, обеспечивающий улучшение варки в СО2 на средних и больших токах. Наиболее близким к предлагаемому является способ сварки, при котором питание дуги осуществляют от источника с крутопадающей внешней вольт-амперной характеристикой [3]. Недостатком этого способа, выполняемого на средних и больших токах, является недостаточная степень саморегулирования дуги, в результате чего наблюдаются значительные колебания дуги, большая чувствительность к воздействию магнитных полей и значительное блуждание дуги. Это значительно затрудняет сварку тавровых соединений, сварку с глубокой и узкой разделкой кромок, наблюдается значительное разбрызгивание металла. При окончании сварки и случайных остановках электродной проволоки зачастую наблюдается оплавление токоподвода сварочной горелки. Последнее вызвано высоким напряжением холостого хода источников питания с крутопадающей внешней характеристикой. Задачей изобретения является разработка способа дуговой сварки, устраняющего колебание дуги, обеспечивающего стабильность процесса путем самопризвольного растяжения дуги, что обусловило формирование качественного сварочного шва (с мелкой чешуйчатостью), увеличение производительности, уменьшение разбрызгивания и облегчение труда сварщиков. Поставленная задача решена тем, что в способе дуговой сварки, при котором питание сварочной дуги осуществляют от источника, имеющего в диапазоне рабочих режимов сварки крутопадающую внешнюю вольтамперную характеристику, согласно изобретению, при повышении напряжения дуги на величину от 15% до 20% выше заданного рабочего напряжения сварки, питание дуги осуществляют в режиме пологопадающей или жесткой внешней вольт-амперной характеристики источника питания. Способ осуществляется следующим образом. Плавящийся электрод и изделие подключают к клеммам источника питания, имеющего комбинированную внешнюю характеристику - крутопадающую в диапазоне рабочих напряжений варки, и напряжений на 15-20% превышающих рабочее напряжение сварки и пологопадающую или жесткую при напряжениях, превышающих рабочее напряжение сварки на 15-20%. На чертеже приведена внешняя вольт-амперная характеристика источника, необходимого для осуществления предлагаемого способа сварки. Начало сварки выполняют путем короткого замыкания электрода с изделием одним из известных способов. После зажигания дуги и достижения заданных режимов значений напряжения и тока сварки начинается стабильное течение процесса сварки. Обычные колебания напряжения дуги на величину до плюс 10%, всегда имеющие место при сварке приводят к небольшим изменениям тока, намного меньшим, чем при питании на пологопадающей внешней характеристике, Это обеспечивает меньшие колебания капли на электроде и снижает разбрызгивание, улучшает формирование шва. Шов формируется большей ширины с более мелкой чешуйчатостыо и болеа плавным переходом к основному металлу. Большая ширина шва позволяет выполнять сварку с большими скоростями. При повышении напряжения дуги выше значения Uп = (115 - 1,20)Ucв , например , до значения U'cв > (1,15 - 1,20)Ucв , питание дуги осуществляют на пологопадающей или жесткой внешней характеристике. Благодаря этому предупреждается интенсивное оплавление дугой электрода, а зачастую и токоподвода горелки. Переход на питание на пологопадающую характеристику приводит к резкому уменьшению тока дуги до значения Ucв и замедлению оплавления электрода. Поскольку электрод подается к изделию с постоянной скоростью, то происходит уменьшение длины дуги, снижение напряжения и увеличение тока дуги. При снижении напряжения ниже Uп = (115 - 1,20)Ucв питание дуги снова осуществляют на крутопадающей , внешней характеристике, напряжение дуги достигает рабочего значения Ucв , а ток увеличивается до значения 1св. Отмеченные изменения напряжения длины дуги и тока предупреждают нарушения процесса сварки и увеличение разбрызгивания, уменьшают отрицательное воздействие магнитного дутья, предупреждают оплавление токоподода и выход из строя сварочной горелки. При ведении сварки с короткими замыканиями напряжение сварки берут таким, чтобы длина дуги была равна 1-2 диаметра электрода, и, при коротких замыканиях дуги. скорости нарастания тока короткого замыкания увеличивают до значения 100-200 кА/с. Начало и течение процесса сварки аналогичны описанному. По мере горения дуги и оплавления электрода на торце его формируется капля жидкого металла, Дуга , горящая на крутопадающей ветви внешней характеристики, легко растягивается и смещается, расширяя участок нагрева изделия дугой, что увеличивает ширину шва и улучшает формирование валика. Колебания капли на электроде невелики, так как изменения не вызывают больших бросков тока. Это обеспечивает уменьшение разбрызгивания. При увеличении напряжения выше значений (1,151,20), при которых возможны интенсивное оплавление электрода и обрывы дуги, а также оплавление токоподвода, питание дуги переводят на пологопадающую или жесткую внешнюю характеристику. Уменьшение тока, происходящее при этом, уменьшает оплавление электрода, приводит к уменьшению длины дуги и восстановлению заданно о рабочего значения напряжения дуги благодаря этому повышается стабильность процесса. Постепенно размеры капли увеличиваются, когда они превысят длину дуги, наступает короткое замыкание разрядного промежутка. В это т момент скорость нарастания тока короткого замыкания в цепи увеличивается до 100-200 кА/с, что приводит к ускорению перехода капли в ванну под действием электродинамических сил. Это обеспечивает стабильное течение процесса сварки, В конце перехода капли в ванну жидкая шейка между каплей и электродом перегорает. В этот момент зажигается дуга и весь цикл процесса сварки повторяется, Увеличение скорости нарастания тока короткого замыкания на участке пологопадающей внешней характеристики необходимы только в случае, если на участке крутопадающей внешней характеристики источник тока обеспечивает скорости нарастания тока короткого замыкания менее 100 кА/с. В качестве примерз практической реализации предлагаемого способа сварки можно указать на применение его для сварки в СО2 сталей средних толщин в нижнем положении. Сварка производилась проволокой марки СВ08Г2С по ГОСТ 2246-70 с защитой дуги газообразной двуокисью углерода по ГОСТ 8050-76, Сварка выполнялась полуавтоматом типа ПДГ-508 с питанием дуги от выпрямителя (опытного), обеспечивающего получение комбинированной внешней характеристики в диапазоне до 500 Л. В табл. 1 приведены режимы опытных сварок на обратной полярности тавровых соединений стали ВМСТ-3. Швы, выполненные на указанных режимах, были без дефектов, имели плавные очертания и мелкочешуйчатую поверхности. Разбрызгивание не превышало 4-6%, Результаты обработки данных экспериментов при предельных значениях параметров приведены в табл. 2. В опытах 1-9 сварка выполнялась от выпрямителя с комбинированной внешней характеристикой U Uн = кlн , где К = н В / А - коэффициент Iн наклона ветви на учасгке крутопадающем был К = -0,25 В / А , а на пологопадающем участке был К = -0,02 В / А . В опытах производилась наплавка валикой на сталь марки ВМСТ-3 толщиной 10 мм в нижнем положении, на токе 300 А, при напряжении Ucв = 28 В , вылет электродов 20 мм, полярность обратная. В опыте 10 сварка велась от источника с крутопадающей внешней характеристикой с наклоном К = -0,25 В / А , в опыте 11 сварка велась от выпрямителя с пологопадающей внешней характеристикой К = -0,02 В / А , Данные киносъемки камерой СКС-1М со скоростью 500 кадров в секунду показали, что при крутопадающей внешней характеристике (опыт 10), а также при комбинированной внешней характеристике при Uп = 1,30 Ucв после каждого короткого замыкания и перехода капли в шов загорается дуга, которая оплавляет электрод и обрывается; при Uп = 1,25 Ucв примерно после 3-4 коротких замыканий дуга настолько оплавляет элекгрод, что 1акже обрывается. Поспе обрыва дуги процесс восстанавливается: при коротком замыкании электрода с ванной происходит взрыв, приводящий к расплескиванию ванны и разбрызгиванию. При значениях Uп = 1,20 Ucв дуга незначтельно оплавляет электрод и не обрываемся. Наличие загрязнений на проволоке приводит к увеличению длины дуги, в этих случаях характеристики процесса при Uп = 1,15 Ucв близки к процессу, реализуемому при Uп = 1,20 Ucв . Исходя из того, что изготавливающие проволоку св-08Г2С не оговаривают применяемые покрытия, предлагаеюя значения напряжения брать в пределах Uп = (115 - 120)Ucв , Данные киносъемки показали, что при Uп > 120Ucв , , , имеет место спонтанное оплавление электрода до обрыва дуги, т.е. имеет место качественное скачкообразное изменение характера течения процесса сварки, следствием которого является существенное ухудшение технологических характеристик процесса сварки, что подтверждено данными анализа опытов, приведенных в табл. 2. Таким образом, ведение процесса сварки предлагаемым способом с изменением наклона внешней характеристики от крутопадащей и пологопадающей или жесткой при напряжениях Uп = (115 - 120)Ucв , , обеспечивает существенное улучшение технологических характеристик процесса сварки, а именно, повышает стабильность процесса сварки, уменьшает разбрызгивание и улучшает форму шва, что позволяет вести сварку на более высоких скоростях, чем обычно. Предлагаемый способ дуговой сварки плавящимся электроном может заманить в производстве обычную сварку в СО2 проволокой СВ-08Г2С по ГОСТ 2246-70, выполняемую в нижнем положении от серийно выпускаемых выпрямителей типа ВС-ЗООБ, ВС-632, ВДУ-506 с жесткой и пологопадающей внешней характеристикой. Предлагаемый способ обеспечивает повышение скоростей сварки в 1,5-2 раза, при уменьшении скоростей сварки примерно в 2 раза. улучшается внешний вид шва, облетается труд сварщиков и и х утомляемость, так как при новом процессе дуга более мягкая и эластичная. Снижение потерь на разбрызгивание обеспечивает снижение расходов на очистку изделий после сварки, а также зкономию электродной проволоки, газа и электроэнергии.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of consumable electrode welding
Автори англійськоюPotap'evskyi Arkadii Hryhorovych, Khudiakov Viacheslav Ivanovych, Heiderikh Otto Pavlovych
Назва патенту російськоюСпособ дуговой сварки плавящимся электродом
Автори російськоюПотапьевский Аркадий Григорьевич, Худяков Вячеслав Иванович, Гейдерих Отто Павлович
МПК / Мітки
МПК: B23K 9/127
Мітки: зварювання, дугового, плавиться, спосіб, електродом
Код посилання
<a href="https://ua.patents.su/3-4163-sposib-dugovogo-zvaryuvannya-elektrodom-shho-plavitsya.html" target="_blank" rel="follow" title="База патентів України">Спосіб дугового зварювання електродом, що плавиться</a>
Спосіб дугового зварювання плавким електродом таврових з’єднань

Номер патенту: 3454
Опубліковано: 27.12.1994
Автори: Сіріца Володимир Михайлович, Поздняков Вадим Андрійович, Масюков Валерій Вікторович, Горбачов Василь Михайлович, Гутман Лія Миронівна, Корнієнко Олег Леонідович, Покладій Вадим Ростиславович, Демченко Юрій Володимирович, Мосенкіс Юрій Григорович, Руденко Юрій Миколаєвич, Сердюк Ірина Василівна, Дворяшин Володимир Григорович
МПК: B23K 9/173, B23K 9/14
Мітки: плавким, таврових, зварювання, електродом, дугового, спосіб, з'єднань
Формула / Реферат:
1. Способ дуговой сварки плавящимся электродом тавровых соединений, включающий установку стенки на полку с зазором, возбуждение дуги с расположением пятна нагрева на полке под стенкой и перемещение электрода в процессе сварки, отличающийся тем, что, с целью качественного формирования сварного шва со стороны его корня путем обеспечения полного провара стенки, повышения механических свойств сварных соединений при сварке деталей толщиной...
Спосіб дугового механізованого зварювання
Номер патенту: 3137
Опубліковано: 26.12.1994
Автори: Копилов Леонід Миколайович, Тарасенко Олександр Герасимович, Коба Сергій Олександрович, Базаров Валерій Сергійович, Зяхор Василь Кузьмич, Ковтуненко Віктор Олексійович, Тертичний Олег Олександрович
МПК: B23K 9/173
Мітки: спосіб, дугового, механізованого, зварювання
Формула / Реферат:
1. Способ дуговой механизированной сварки, при котором процесс ведут в среде защитных газов плавящимся электродом с поперечными колебаниями, при этом при подходе к кромке разделки осуществляют отключение дуги и прекращают подачу электрода, отличающийся тем, что, с целью расширения технологических возможностей способа и повышения производительности процесса сварки в различных пространственных положениях путем увеличения времени горения дуги...
Автономний пристрій для механізованого дугового зварювання тонким електродним дротом
Номер патенту: 8
Опубліковано: 30.04.1993
Автори: Кістерська Світлана Михайлівна, Зацерковний Сергій Анатолійович, Горбенко Микола Володимирович, Дудко Данило Андрійович
МПК: B23K 9/10
Мітки: пристрій, дугового, електродним, механізованого, тонким, дротом, зварювання, автономний
Формула / Реферат:
Автономное устройство для механизированной дуговой сварки тонкой электродной проволокой, включающее сварочный пистолет со встроенным механизмом подачи проволоки, систему управления и систему газоснабжения, установленные на транспортном средстве с двигателем внутреннего сгорания, снабженным аккумулятором и зарядным генератором с цепью возбуждения, отличающееся тем, что зарядный генератор снабжен дополнительным регулятором в цели возбуждения и...
Електродотримач для ручного дугового зварювання з відсмоктуванням газів

Номер патенту: 2185
Опубліковано: 26.12.1994
Автор: Савицький Всеволод Олександрович
МПК: B23K 9/29
Мітки: газів, зварювання, ручного, відсмоктуванням, дугового, електродотримач
Формула / Реферат:
Электрододержатель для ручной дуговой сварки с отсосом газов, содержащий трубчатый корпус с газоотводящим каналом, токоподводом и узлом фиксации электрода, выполненным в виде втулки, смонтированной на трубчатом корпусе, и поворотного колпачка, размещенного на втулке, отличающийся тем, что, с целью упрощения конструкции и повышения эффективности отсоса газов за счет увеличения пропускной способности газоотводящего канала корпуса, на наружной...
Електродотримач для ручного дугового зварювання
Номер патенту: 4168
Опубліковано: 27.12.1994
Автори: Королевський Констянтин Юрійович, Виногрєєв Василь Миколайович
МПК: B23K 9/28
Мітки: зварювання, дугового, електродотримач, ручного
Формула / Реферат:
Электрододержатель для ручной дуговой сварки, содержащий цилиндрический корпус с фигурным пазом под электрод и расположенный внутри корпуса поворотный токоподводящий стержень со сквозным продольным пазом под электрод, отличающийся тем, что фигурный паз в корпусе выполнен С-образным с углублением в рабочей части, а токоподводящий стержень установлен с возможностью осевого перемещения и подпружинен относительно корпуса.
Попередній патент: Кесон для відведення конверторних газів
Наступний патент: Пристрій для уведення та виведення кабелю з колони бурильних труб
Випадковий патент: Перебазовувана вітроенергетична установка