Спосіб з`єднання заготовок
Номер патенту: 16144
Опубліковано: 29.08.1997
Автори: Булгаков Євген Григорович, Хейфец Григорій Рувимович, Білоусов Анатолій Пилипович
Формула / Реферат
Способ соединения заготовок путем наложения их концов и выполнения местных односторонних выпуклостей, отличающийся тем, что, с целью обеспечения надежности соединения, выпуклости выполняют овальной формы с шириной не менее двух и высотой не менее четырех суммарных толщин заготовок и располагают вдоль заготовок с последующим их изгибом и сплющиванием.
Текст
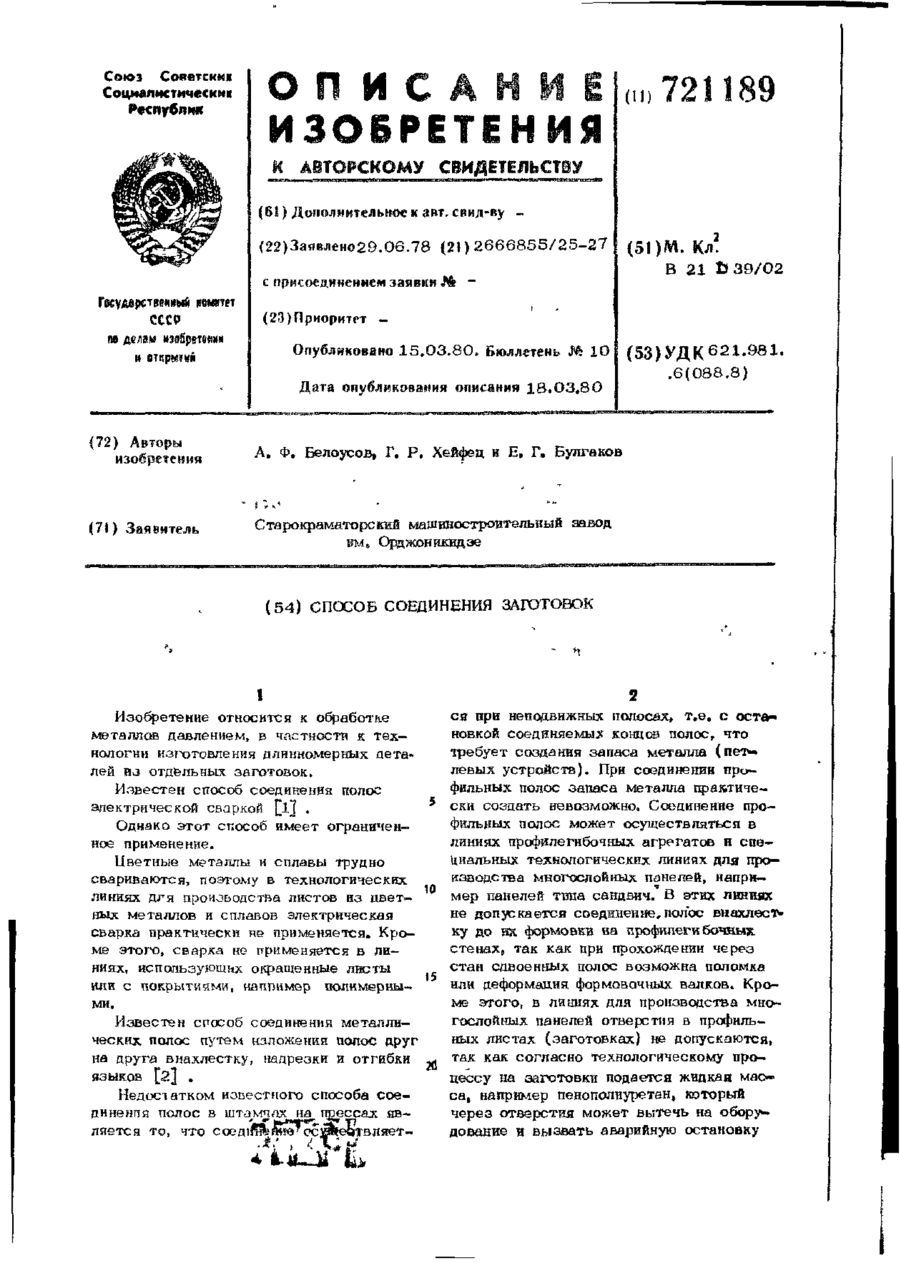
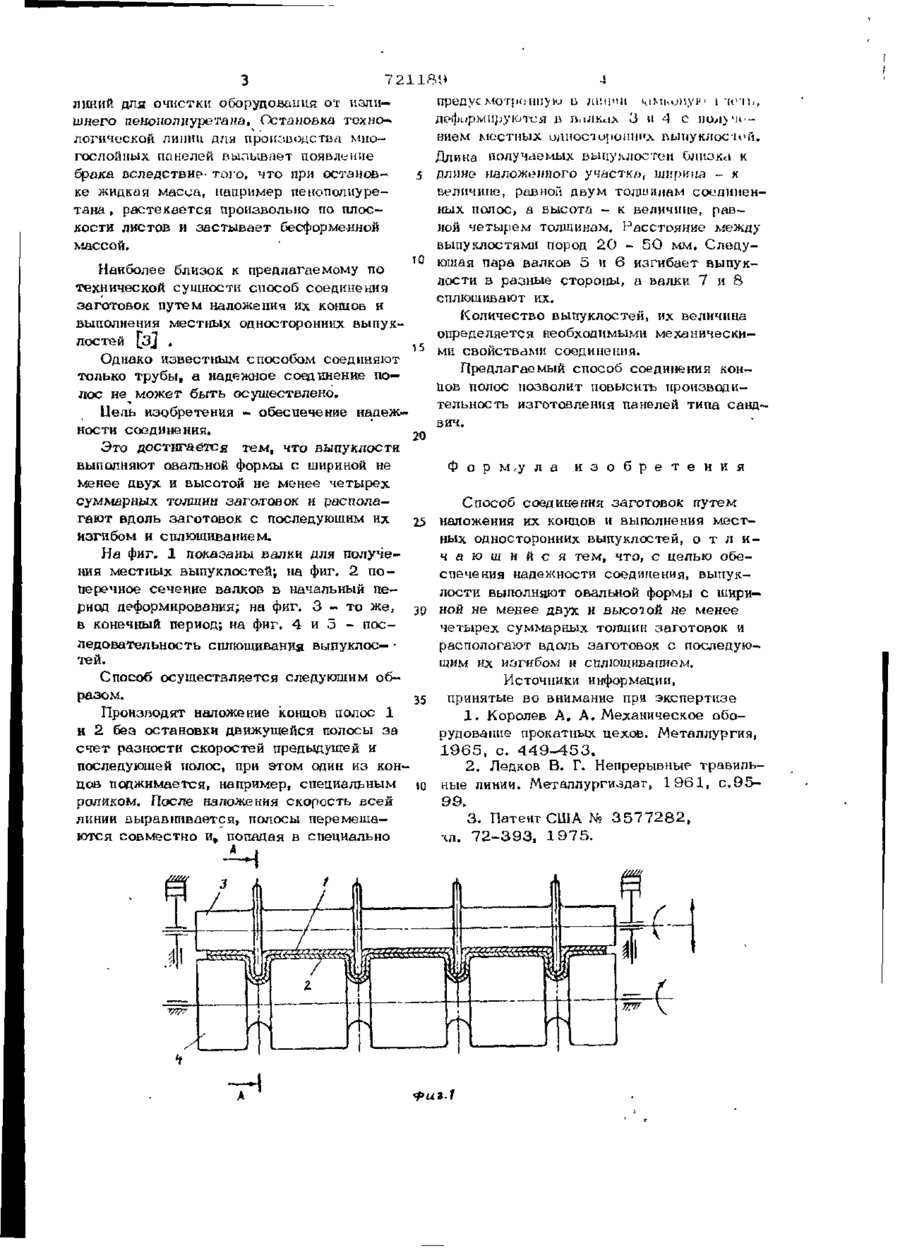
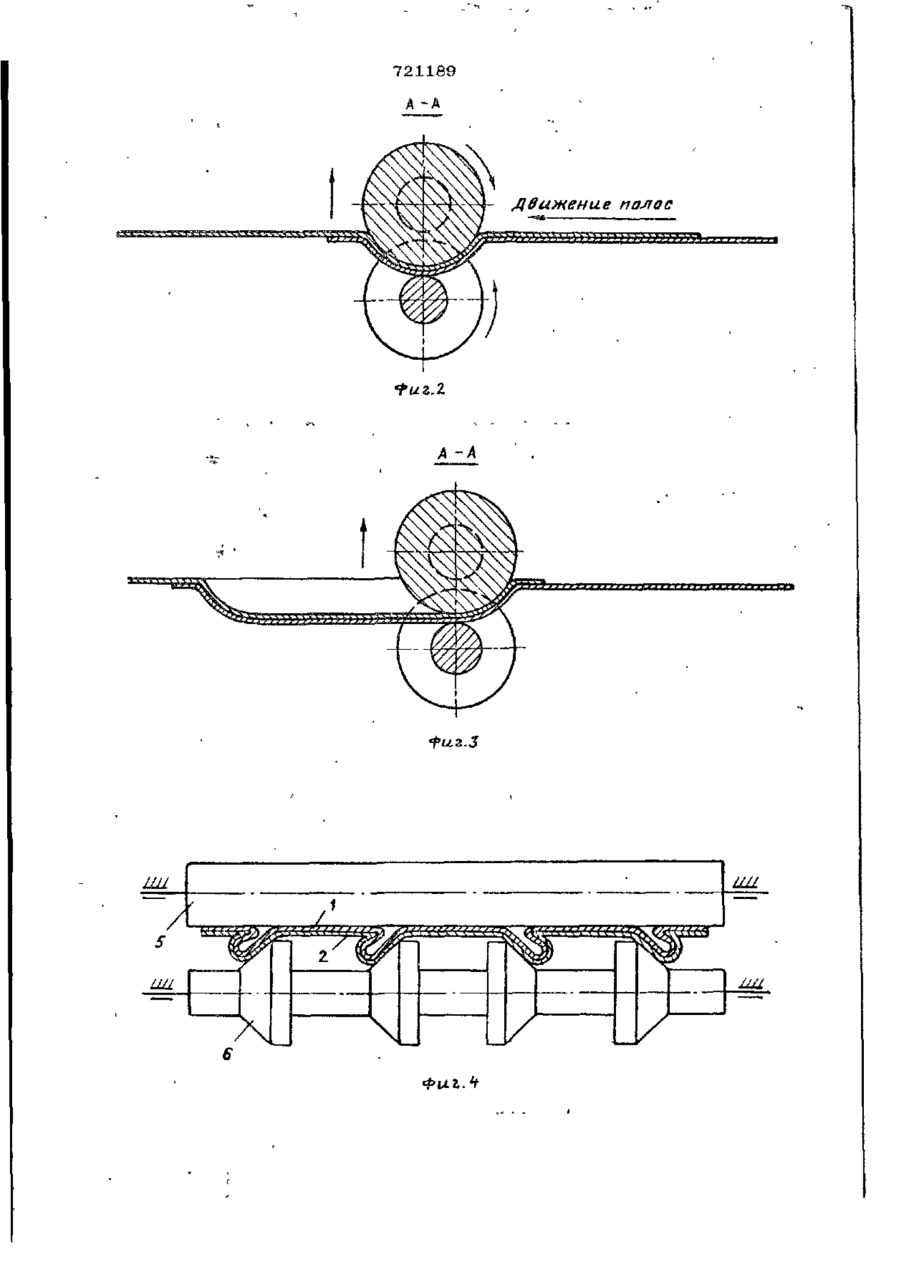
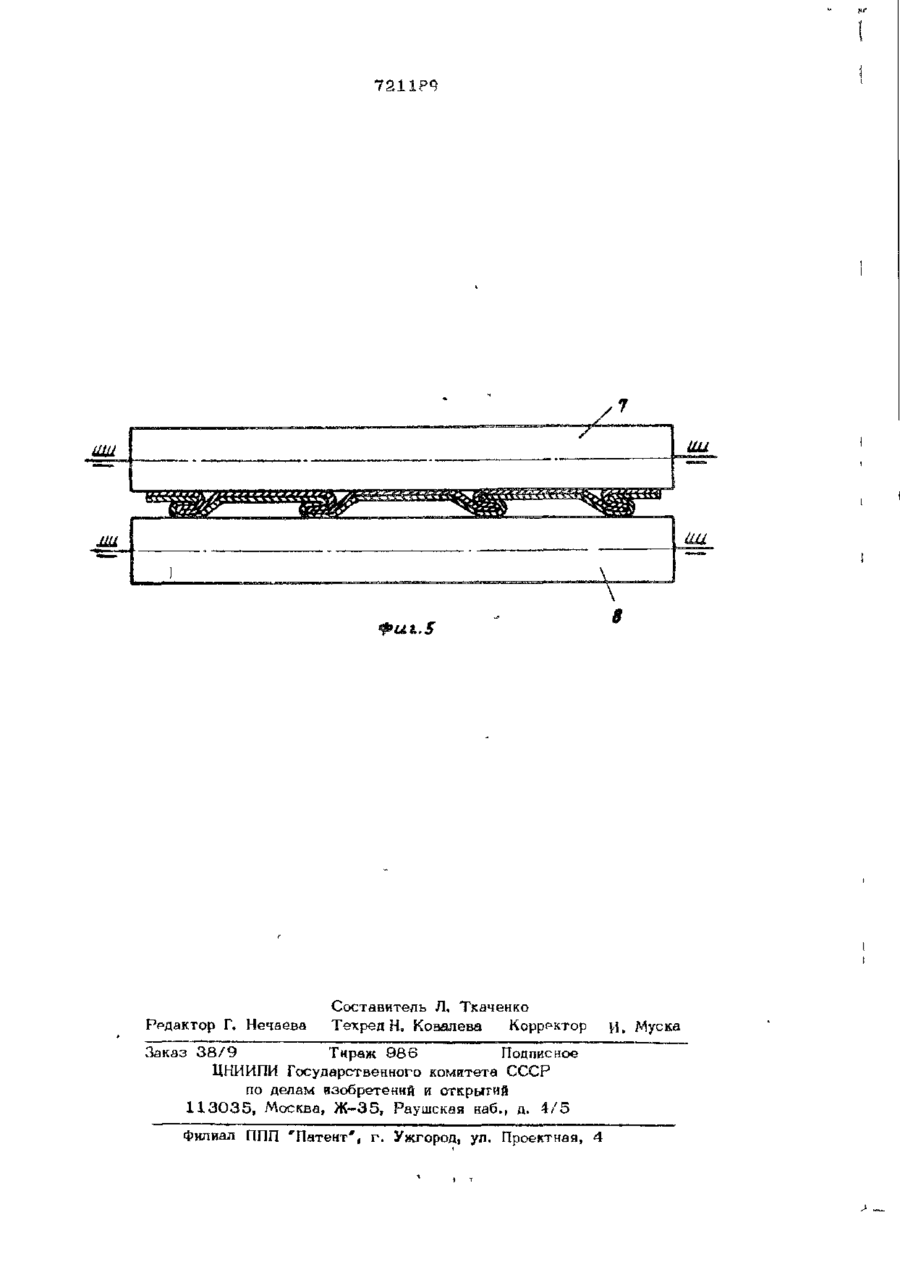
Союз Советсккж Социалистически* Республик (II (61) Дополнительное к авт. свид-ву (22)Заявлено2Э.О6.78 ( 2 1 ) 2 6 6 6 8 5 5 / 2 5 - 2 7 с присоединением заявки Jfe СССР м делам изабретш* н й (23)Приоритет В 21 Ь 39/02 Опубликовано 15.03.80» Бюллетень № 10 Дата опубликования описания 18.03.80 (72) Авторы изобретения .6(088.8) А. Ф. Белоусов, Г. Р. Хейфед в Е, Г. Булгаков (71) Заявитель (53)УДК 6 2 !- 9 8 1 ' Старокраматорский машиностроительный завод вм, Орджоникидзе ( 5 4 ) СПОСОБ СОЕДИНЕНИЯ ЗАГОТОВОК 1 Изобретение относится к обработке ся при неподвижных полосах, т.е. с остаметаллов давлением, в частности к техновкой соединяемые концов полос, что нологии изготовления длинномерных детатребует создания запаса металла (петлей из отдельных заготовок. левых устройств). При соединении профильных полос запаса металла практичеИзвестен способ соединения полос ски создать невозможно. Соединение проэлектрической сваркой [ДІ , фильных полос может осуществляться в Однако этот способ имеет ограниченлиниях профилегибочных агрегатов и спеное применение. циальных технологических линиях для проЦветные металлы и сплавы трудно изводства многослойных панелей, наприсвариваются, поэтому в технологических мер панелей тппа сандвич. В этих линиях линиях для производства листов из цветне допускается соединение,полос внахлест^ ных металлов и сплавов электрическая ку до вя формовки на профклеги бочных сварка практически не применяется. Кростенах» так как при прохождении через ме этого, сварка не применяется в листан сдвоен!1ых полос возможна поломка ниях, использующих о краще иные листы 15 или деформация формовочных валков. Крошти с покрытиями, например полимерныме этого, в линиях для производства мноми. гослойных панелей отверстия в профильИзвестен способ соединений металлиных листах (заготовках) не допускаются, ческих, полос путем изложения полос друг так как согласно технологическому прона друга внахлестку, нацрезки и отгабки цессу на заготовки подается жидкая масязыков [2] . са, например пенополиуретан, который Недостатком известного способа соечерез отверстия может вытечь на оборудинения полос в штампах на прессам явдование и вызвать аварийную остановку ляется то, что соедігштїв"осйяедтвляет * * 721181* линий для очистки оборудования от излишнего пенополиуретана. Остановка техно-» логической линии для производства многослойных панелей выпивает появление брака вследствие- того, что при остановке жидкая масса, например пенополиуретана , растекается произвольно по плоскости листов и застывает бесформенной массой. предусмотренною в линии ммкомуі" і-иль, Д Е ' ф и р М П р у Ю Т С Я В П.іЛКііА 3 И 4 С ИОЛ) " Л - нием местных односторонних пынуклос'Н'й, Длина получаемых выпуклостей Олизка к длине наложенного участки, ширіша - к величине, равной двум толшинам соединенных полос, а высота - к величине, равной четырем толщинам. Расстояние между выпуклостями пород 20 - 5 0 мм. Следу10 ющая пара валков 5 и 6 изгибает выпуклости в разные стороны, а валки 7 и 8 сплющивают их. Наиболее близок к предлагаемому по технической сущности способ соединения заготовок путем наложения их концов и выполнения местных односторонних выпуклостей {з} . 15 Однако известным способом соединяют только трубы, а надежное соединение полос не может быть осуществлено. Цель изобретения - обеспечение надежности соединения. 20 Это достигается тем, что выпуклости выполняют овальной формы с шириной не менее двух и высотой не менее четырех суммарных толщин заготовок и располагают вдоль заготовок с последующим их 25 изгибом и сплющиванием. На фиг, 1 показаны валки для получения местных выпуклостей; на фиг. 2 п о перечное сечение валков в начальный период деформирования; на фиг. 3 - то же, 30 в конечный период; на фиг. 4 и 5 - последовательность сплющивания выпуклое— • тей. Способ осуществляется следующим образом. 35 Производят наложение кондов полос 1 и 2 без остановки движущейся полосы за счет разности скоростей предыдущей и последующей полос, при этом один из концов поджимается, например, специальным роликом. После наложения скорость всей линии выравнивается, полосы перемещаются совместно и. попадая в специально Количество выпуклостей, их величина определяется необходимыми механическими свойствами соединения. Предлагаемый способ соединения конИов полос позволит повысить производительность изготовления панелей типа сандвич. Фор м,у л а и з о б р е т е н и я Способ соединения заготовок путем наложения их концов и выполнения местных односторонних выпуклостей, о т л и ч а ю щ и й с я тем, что, с целью обеспечения надежности соединения, выпуклости выполняют овальной формы с шириной не менее двух и высокой не менее четырех суммарных толщин заготовок и распологают вдоль заготовок с последующим их изгибом и сплющиванием. Источники информации, принятые во внимание при экспертизе 1. Королев А. А. Механическое оборудование прокатных цехов. Металлургия, 1 9 6 5 , с. 4 4 9 - 4 5 3 . 2. Ледков В. Г. Непрерывные травильные пинии. Метаплургиадаг, 1 9 6 1 , с . 9 5 99. 3. Патент США № 3 5 7 7 2 8 2 , чл. 7 2 - 3 9 3 , 1 9 7 5 . 721189 А -А Движение палое і л А -А ФигЛ иш ми 8 ррдактор Г. Нечаева Составитель Л, Ткаченко Техред Н, Ковалева Корректор Заказ 3 8 / 9 Тираж 9 8 6 Подписное ЦНИИПИ Государственного комитета СССР по делам изобретений и открытий 1 1 3 0 3 5 , Москва, Ж - 3 5 , Раушская наб., д. 4 / 5 Филиал ППП 'Патент*, г. Ужгород, ул. Проектная, 4 и . Муска
ДивитисяДодаткова інформація
Автори англійськоюBilousov Anatolii Pylypovych, Kheifets Hryhorii Ruvymovych, Bulhakov Yevhen Hryhorovych
Автори російськоюБелоусов Анатолий Филиппович, Хейфец Григорий Рувимович, Булгаков Евгений Григорьевич
МПК / Мітки
МПК: B21D 39/02
Мітки: спосіб, з'єднання, заготовок
Код посилання
<a href="https://ua.patents.su/4-16144-sposib-zehdnannya-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб з`єднання заготовок</a>
Засіб з’єднання зварних заготовок із різнорідних матеріалів
Номер патенту: 9456
Опубліковано: 30.09.1996
Автори: Цапренко Діана Миколаївна, Сергацький Георгій Іванович, Михальов Юрій Дмитрович, Чаюн Андрій Григорович
МПК: B23K 33/00
Мітки: заготовок, засіб, різнорідних, з'єднання, матеріалів, зварних
Формула / Реферат:
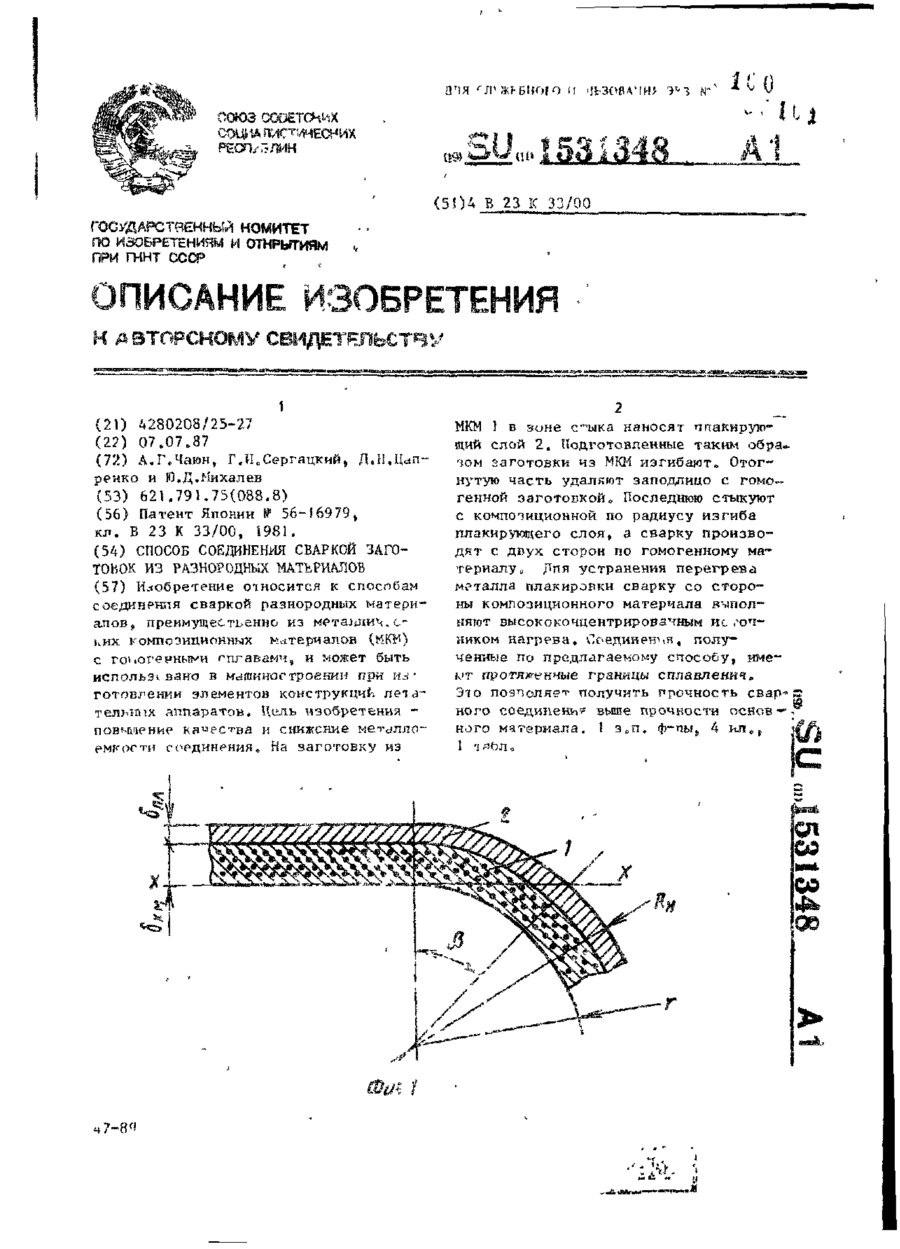
1. Способ соединения сваркой заготовок из разнородных материалов, при котором по меньшей мере на одну поверхность заготовки из металлического композиционного материала в зоне стыка наносят плакирующий слой из гомогенного материала, по которому производят стыковку и сварку с заготовкой из гомогенного материала, отличающийся тем, что, с целью снижения материадоемкости соединения и повышения качества, заготовку из металлического композиционного...
Спосіб з’єднання розрізного кільця та деталі з отвором
Номер патенту: 123
Опубліковано: 30.04.1993
Автор: Лєшко Ігор Васильович
МПК: F16G 15/00
Мітки: спосіб, кільця, розрізного, деталі, з'єднання, отвором
Формула / Реферат:
Формула изобретенияСпособ соединения разрезного кольца и детали с отверстием, заключающийся в разведении концов кольца, заведении в образованный проем детали с отверстием, ориентации концов кольца относительно отверстия и размыкании концов кольца в отверстии, отличающийся тем, что, с целью повышения прочности соединения путем исключения возможности самопроизвольного разъема кольца, разведение концов кольца производят изгибом кольца...
Спосіб отримання мірних та кратних заготовок на однострумковій машині безперервного лиття заготовок

Номер патенту: 20239
Опубліковано: 15.07.1997
Автори: Кац Григорій Аронович, Ларіонов Олександр Олексійович, Акулов Валєрій Володимирович, Каплан Володимир Нусійович
МПК: B22D 11/16
Мітки: однострумковій, спосіб, машини, кратних, лиття, заготовок, отримання, мірних, безперервного
Формула / Реферат:
Способ получения мерных и кратных заготовок на одноручьевой машине непрерывного литья заготовок, включающий измерение массы металла в промежуточном ковше и пересчет ее в длину слитка в соответствии с сечением кристаллизатора, измерение текущей длины слитка, измерение текущей мерной длины заготовки и выдачу команды на рез при совпадении заданной и текущей мерных длин, отличающийся тем, что после окончания разливки металла из...
Спосіб прокатки заготовок на обтискних та заготівельних станах
Номер патенту: 10004
Опубліковано: 30.09.1996
Автори: Губайдулін Вячеслав Фуатович, Кукуй Давид Пенхусович, Корінь Андрій Олександрович, Аскерко Григорій Михайлович, Нечепоренко Володимир Андрійович, Шеремет Володимир Олександрович, Дишковець Генадій Анатольович
МПК: B21B 1/02
Мітки: прокатки, заготівельних, обтискних, станах, заготовок, спосіб
Формула / Реферат:
(57) Способ прокатки заготовок на обжимных и заготовочных станах, включающий деформацию раската в ящичных калибрах с формированием впадин на обжимаемых гранях глубиной, составляющей 15 - 30% от величины абсолютного обжатия в первом пропуске последующего калибра, отличающийся тем, что при прокатке раската с отношением его высоты к катающему диаметру последующего калибра более 0,45 в центре дна впадины раската формируют выпуклость высотой...
Спосіб прокатки заготовок
Номер патенту: 6060
Опубліковано: 29.12.1994
Автори: Левічев Павло Олексійович, Тільга Степан Сергійович, Нечепоренко Володимир Андрійович, Костюченко Михайло Іванович, Максаков Анатолій Іванович, Остапенко Віктор Володимирович, Губайдулін Вячеслав Фуатович, Шульгін Григорій Митрофанович
МПК: B21B 1/02
Мітки: прокатки, заготовок, спосіб
Формула / Реферат:
1. Способ прокатки заготовок, включающий последовательное формирование из исходной заготовки в многоручьевых калибрах двухниточного раската, состоящего из разноосных заготовок, соединенных между собой перемычкой, поворот заготовок вокруг их продольных осей в противоположные стороны и продольное разделение раската, отличающийся тем, что, с целью повышения технологичности процесса, смежные грани заготовок двухниточного раската формируют в...
Попередній патент: Пристрій для виділення луба зі стебел луб`яних культур
Наступний патент: Косовалкова машина для правки труб і прутків
Випадковий патент: Спосіб виготовлення безвідблискового скла