Спосіб виготовлення гнучкого троса приводу
Номер патенту: 274
Опубліковано: 30.04.1993
Автори: Прилуцький Олег Вольфович, Чечель Микола Васильович, Деркач Володимир Мінович, Ніколаєв Олександр Іванович, Зиков Юрій Сергійович
Формула / Реферат
Способ изготовления гибкого троса привода, включающий профилирование проволоки, навивку каркаса с последующим нанесением полимерного покрытия путем термообработки с помощью термочувствительной трубки, которые подвергают термообработке, отличающийся тем, что профилирование осуществляют путем непрерывного двухступенчатого обжатия, причем степень относительного обжатия на первой ступени составляет 3-15%, на второй - 25-16%, при этом каркас навивают с напряжением натяжения при подаче проволоки, составляющим 10-50% от предела прочности навиваемой проволоки. 2.Способ по п.1, отличающийся тем, что нанесение полимерного покрытия осуществляют попеременно на внутреннюю и внешнюю поверхности каркаса. ,
Текст
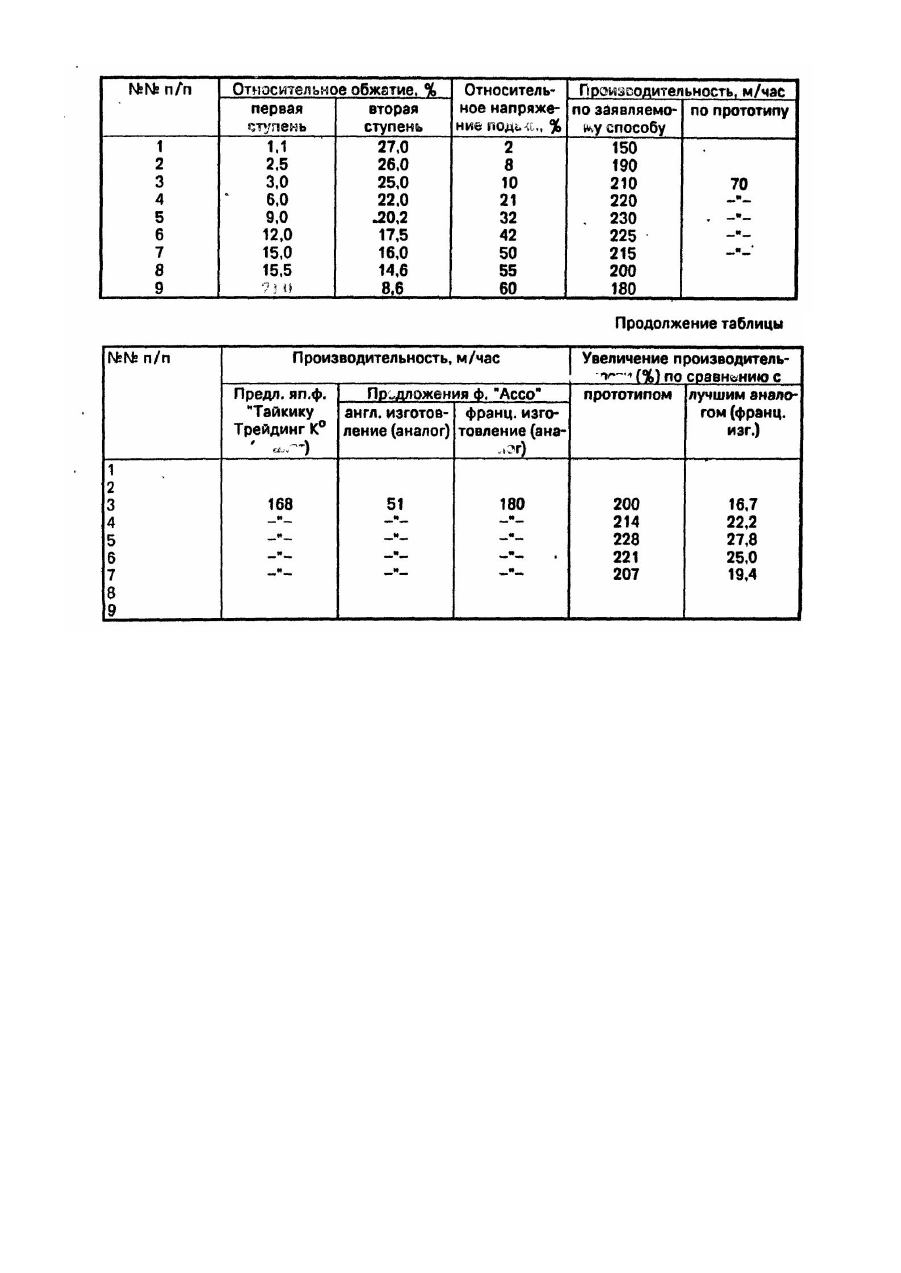
Изобретение относится к автомобилестроению и может быть использовано для изготовления гибких приводных устройств, передающих перемещения от ведуще го механизма к ведомому. Известен способ изготовления троса японской фирмы "Тайкику Трейдинг Ко. Лтд" [1] включающий раздельное плющение круглой стальной проволоки в двухвалковой прокатной клети с последующей раздельной навивкой каркаса в спираленавивочной машине и нанесением наружной и внутренней облицовки из полимерного покрытия методом экструзии. Известен также способ изготовления троса привода фирмы "Ассо" [2]. Известный способ включает раздельное профилирование (плющение круглой проволоки), навивку каркаса и его облицовку полимерным материалом методом экструзии. Производительность при изготовлении троса в английском производстве составляет 26-51-м/час. а во французском производстве этой фирмы 130-180 м/час. Недостатками известных способов изготовления троса привода Являются: низкая производительность, сложность технологии изготовления, большие производственные площади, большое количество производственного персонала. Наиболее близким к заявляемому является способ аналогичного назначения [3], включающий профилирование проволоки и навивку каркаса с последующим нанесением полимерного покрытия путем термообработки с: помощью термочувствительной трубки, которые подвергают термообработке. В описанном способе навивку каркаса и профилирование проволоки осуществляют одновременно, что упрощает те хнологию и состав технологического оборудования. Однако при этом возникают высокие усилия, которые приводят к перегреву металла проволоки и, значит, к частым поломкам валка-оправки, результатом чего является низкая производительность (50-70 м/час). Кроме того, подача проволоки в обжимно-навивочное устройство требует большой тр удоемкости. В основу изобретения положена задача создать способ изготовления гибкого троса привода, который путем уменьшения усилий на профилируемую проволоку предотвращает ее перегрев, в результате чего обеспечивается высокая производительность и технологичность при высоком качестве изготовления тросов. Поставленная задача решается тем, что в способе изготовления гибкого троса привода, включающем профилирование проволоки, навивку каркаса с последующим нанесением полимерного покрытия путем термообработки с помощью термочувстви тельной трубки, которые подвергают термообработке, согласно изобретению, профилирование осуществляют п утем непрерывного двухступенчатого обжатия, причем степень относительного обжатия на первой ступени составляет 3-15%, на второй - 25-16%, при этом каркас навивают с напряжением натяжения при подаче проволоки, составляющим 10-50% от предела прочности навиваемой проволоки. Кроме того, нанесение полимерного покрытия осуществляют попеременно на внутреннюю и внешнюю сторону каркаса. Способ осуществляют следующим образом. Закаленную проволоку круглого сечения 1-2 мм (сталь 65Г)последовательно пропускают через две пары приводных роликов, где профилируют ее путем непрерывного двухступенчатого обжатия. Одновременно профилированную проволоку подают и навивают в каркас с наружным диаметром 6-10 мм и разрезают на заданную длину. Внутрь каркаса вставляют термочувствительную те трафторэтиленовую тр убку и нагревают до температуры 320-350°С. При этом трубка расширяется и плотно прижимается к внутренней поверхности каркаса, обеспечивая надежное полимерное покрытие. Затем каркас свободно устанавливают внутрь полиэтиленовой термоусаживаемой трубки и нагревают до температуры 120-150°С в камерной печи до полного усаживания полимерной трубки на каркасе. Таким образом осуществляют нанесение полимерного покрытия наружной поверхности каркаса и частично снимают его внутреннее напряжение, что приводит к увеличению его долговечности. Данные осуществления процесса изготовления гибкого троса привода приведены в таблице. Из данных, приведенных в таблице, следует, что: - увеличение относительного напряжения подачи на величину, превышающую 50%,.ведет к потере продольной устойчивости подаваемой проволоки, вплоть до остановки процесса навивки, что, естественно, снижает производительность и ухудшает технологичность; , - уменьшение относительного напряжения подачи до величины менее 10% приводит к неплотной навивке (не обеспечивает заданных геометрических размеров каркаса) при высокой производительности процесса; - превышение пределов относительного обжатия в первой ступени и уменьшение величины относительного обжатия ниже 16% во второй ступени приводит к уменьшению производительности и ухудшению технологичности вследствие потери продольной устойчивости проволоки между первой и второй ступенями ввиду появления Продольных Снимающих напряжений; - уменьшение относительного обжатия до величины менее 3% в первой ступени, а ) также увеличение относительного обжатия во второй ступени до величины более 25% приводит к обжатию проволоки преимущественно во второй ступени, следствием чего • является разогрев, охрупчивание и нестабильность размеров навиваемого каркаса. Таким образом, заявленный способ изготовления гибкого троса привода позволяет увеличить производительность изготовления троса на 200-220%, улучшить те хнологичность, улучшить качество тросов за счет сохранения упруги х и пластических свойств металла при двухступенчатом обжатии, снижающем усилия на проволоку, повысить жесткость гибкого троса привода за счет зажатия каркаса между наружной и внутренней облицовками, уменьшить свободный ход исполнительного механизма за счет большей жесткости каркаса.
ДивитисяДодаткова інформація
Автори англійськоюPrylutsky Oleh Volfovych, Chechel Mykola Vasyliovych, Derkach Volodymyr Minovych, Zykov Yurii Serhiovych
Автори російськоюПрилуцкий Олег Вольфович, Чечель Николай Васильевич, Деркач Владимир Минович, Зыков Юрий Сергеевич
МПК / Мітки
Мітки: виготовлення, троса, спосіб, гнучкого, приводу
Код посилання
<a href="https://ua.patents.su/2-274-sposib-vigotovlennya-gnuchkogo-trosa-privodu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення гнучкого троса приводу</a>
Спосіб виготовлення одягу
Номер патенту: 35
Опубліковано: 30.04.1993
Автори: Романкевич Олег Володимирович, Зубович Клара Аронівна, Будаш Юрій Олександрович, Маласай Дмитро Петрович, Березненко Сергій Миколайович
МПК: A41D 27/00
Мітки: виготовлення, спосіб, одягу
Формула / Реферат:
Способ изготовления одежлы, при котором выкраивают основные, промежуточные и вспомогательные детали одежды, а перед соединением их в изделие выполняют многослойные пакеты для рукавов, полочек и воротников посредством одновременного дублирования и формования клеевыми термопластичными материалами на прессе при термообработке и давлении, отличающийся тем, что, с целью повышения качества одежды при одновременном снижении материалоемкосги, в...
Спосіб виготовлення моделей із пінополістиролу
Номер патенту: 244
Опубліковано: 30.04.1993
Автори: Вишнякова Людмила Петрівна, Князєв Єгор Федорович, Шинський Олег Йосипович, Плотнікова Валентина Нікіфоровна
Мітки: виготовлення, моделей, спосіб, пінополістиролу
Формула / Реферат:
(57) Способ изготовления моделей из пенополистирола, включающий подачу в пресс-форму поцвспененных гранул полистирола, легирующих или модифицирующих добавок и окончательное вспенивание гранул полистирола вместе с легирующими или модифицирующими добавками, отличающийся тем, что, с целью получения равномерного легированного или моцифицированного поверхностного слоя модели, одновременно с подачей упомянутых добавок в пресс-форму подают пар.
Спосіб виготовлення тришарових конструкцій
Номер патенту: 178
Опубліковано: 30.04.1993
Автор: Інтенберг Едуард Олександрович
МПК: B32B 37/00, B64C 3/20, E04C 2/10
Мітки: тришарових, конструкцій, спосіб, виготовлення
Формула / Реферат:
Формула изобретенияСпособ изготовления, трехслойных конструкций путем поперечного растяжения листового материала заполнителя и соединения его с обшивками, отличающийся тем, что, с целью повышения прочности соединения заполнителя с обшивками и упрощения технологии изготовления конструкции, перед растяжением материал заполнителя соединяют с обшивками, после чего разводят обшивки на расстояние, равное высоте заполнителя.
Арматурна сітка для залізобетонних виробів та пристрій для її виготовлення
Номер патенту: 52
Опубліковано: 30.04.1993
Автори: Усков Андрій Миколайович, Гінзбург Володимир Григорович
Мітки: залізобетонних, пристрій, арматурна, виробів, сітка, виготовлення
Формула / Реферат:
1. Арматурная сетка для железобетонных изделий, включающая продольные и поперечные стержни, в последних из которых один конец каждого выполнен с отгибом, отличающаяся тем, что второй конец каждого поперечного стержня выполнен с отгибом в противоположную сторону первому, причем отгибы расположены под тупым углом к плоскости сетки, а отношение длин отгибов составляет 1:/3...5/.2. Устройство для изготовления арматурной сетки для...
Спосіб виготовлення щитів торцевого паркету
Номер патенту: 86
Опубліковано: 30.04.1993
Автори: Тепер Володимир Борисович, Ротань Олексій Іванович
МПК: E04F 15/04, B27M 3/04
Мітки: паркету, спосіб, щитів, виготовлення, торцевого
Формула / Реферат:
Формула изобретенияСпособ изготовления щитов торцового паркета, включающий формование фриза в прямоугольном шаблоне из паркетных шашек заданной породы дерева и произвольного поперечного сечения путем наклеивания их на подстилающий слой, заполнение стыков клеевым материалом и поверхностную обработку лицевого слоя, отличающийся тем, что, с целью снижения расхода клеевых материалов и повышения качества лицевого слоя, после заполнения...
Попередній патент: Статор електричної машини
Наступний патент: Сплав на основі заліза
Випадковий патент: Конвеєрний перевантажувальний агрегат