Кліть для періодичного профілювання
Номер патенту: 16169
Опубліковано: 29.08.1997
Автори: Железков Анатолій Васильович, Хейфец Григорій Рувимович, Анісімов Вячеслав Іванович, Дворжак Іван Пилипович, Булгаков Євген Григорович
Формула / Реферат
Клеть для периодического профилирования, содержащая установленные в станине сменные профильные верхний и нижний валки с подушками и нажимные цилиндры с плунжерами, отличающаяся тем, что, с целью расширения сортамента и повышения производительности, она снабжена ограничителями хода нажимных цилиндров, закрепленными на верхней части станины, упорами, жестко закрепленными на подушках нижнего профильного валка и установленными с возможностью взаимодействия с ограничителями хода нажимными цилиндрами, и дозатором с регулируемым объемом, взаимосвязанным с полостями нажимных цилиндров, а плунжеры последних установлены с возможностью взаимодействия с упорами.
Текст
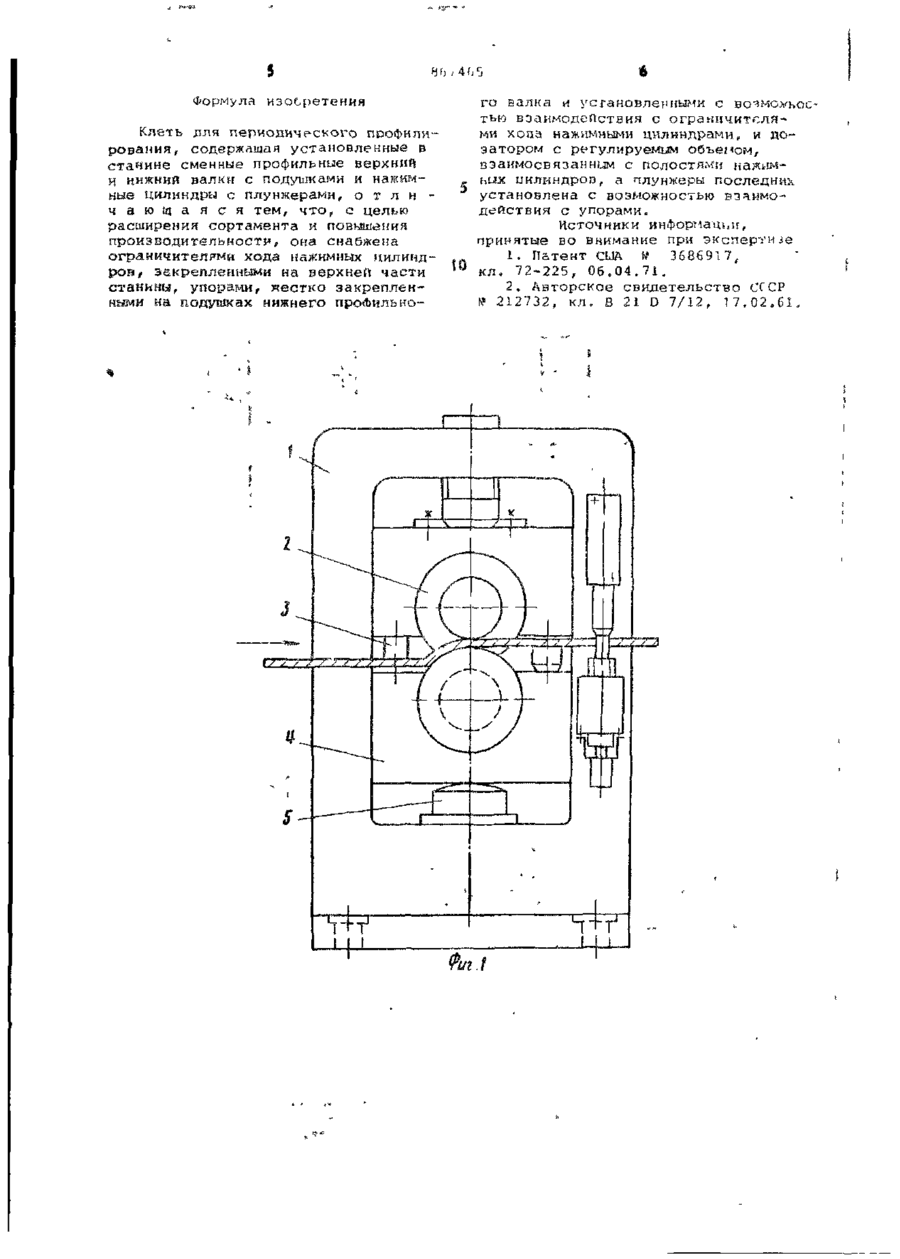
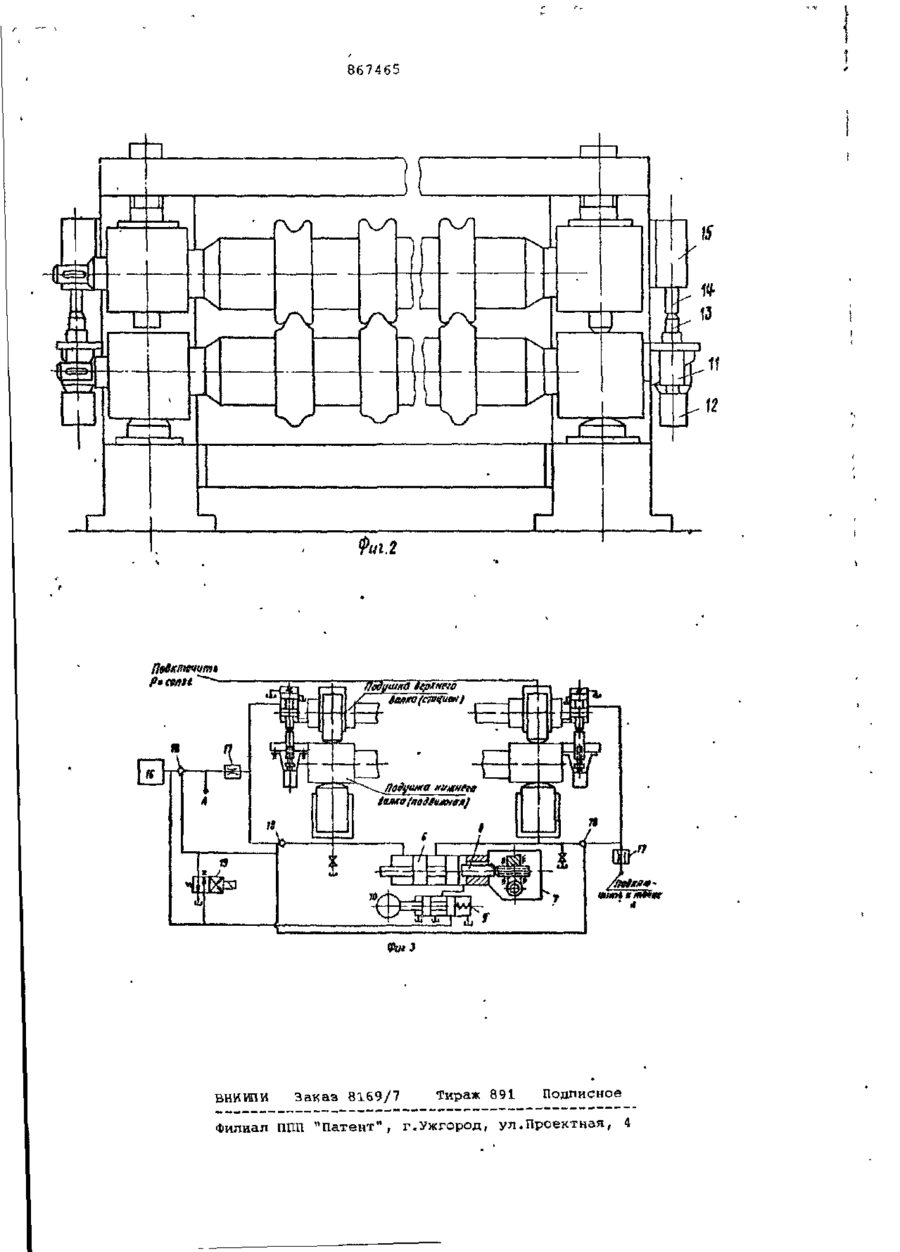
Союз Советски» (61) Дополнительное кавт.свид-ву _ (22) Заявлено 1^11.7 7 Государственный комитет СССР »о делам изобретений и открытий (21) 2 545П11/2 5-27 с присоединением заявки № ~ В 21 D 1 3 / 0 4 (23) Приоритет ~ Опубликовано 30.09.81.Бюллетень №36 Дата опубликования описания 30.09,81 621.981 (086.8) (72) Авторы изобретения А.В.Железков, Е.Г.Булгаков, Г.Р.Хейфец, R.И.Лниси^ов и И.Ф.Дворжак (71)Заявитель Старо-Краматорский ордена Трудового Красного Знамени машиностроительный завод им. Серго Орджоникидзе (54) КЛЕТЬ ДЛЯ ПЕРИОДИЧЕСКОГО ПРОФИЛИРОВАНИЯ Изобретение относится к металлургии, а именно к металлургическому оборудованию, предназначенному для производства гнутых профилей с перио- с дически повторяющимися гофрами жесткости на полосах из черных металлов и цветных сплавов. Известно устройство для периодического профилирования, в котором для «л получения периодически повторяющихся го, а также недолговечность такого золотника вследствие 1 'размывки 1 1 его рабочих кромок. 86746S Цель иэоб£ «тения - расширение сортамента и повышение производительности . Указанная цепь достигается тем, что клеть снабжена ограничителями хода нажимных цилиндров, закрепленными на верхней части станины, упорамиf жестко закрепленными на подушках нижнего профильного валка , установленными с возможностью вэаимоцействип с ограничителями хода нажимнігіми цилиндрами, дозатором с регулируемым объемом, взаимо" сыяэанпым с полостями нажимных ципиндров, а плунжеры последних уста^ ьовлены с возможностью взаимодействия с упорами. На фиг„1 изображена клеть для' периодического профилирования; на фиг„2 - принципиальная гидравпическая схема управления; на фиг,3 - схема управления клетью. В станине 1 установлен верхний профильный валок 2 со встроенными возвратными цилиндрами 3, сопряженными с подушками нижнего профильного валка 4, перемещаемого нажимными цилиндрами 5, полости которых соединены трубопроводами с полостями дозатора б, объем выдачи рабочей жидкости которого регулируется регулятором 7 с помощью встроенного упора 8. Управление дозатором 6 производится распределителем 9, шток которого контактирует с поверхностью кулачка 10, или со штоком электромагнита, ноздействующего на шток по заданной программе, D исходном положении клапана обратные управляемые клапаны 18 закрыты, магнит распределителя 19 отключен . Для нанесения гофров жесткости на полосе, привод подачи полосы поворачивает кулачек или включается электромагнит 10, который переключает распределитель 9 и подается давление в крайнюю (правую) полостк дозатора 6. Рабочая жидкость из дозатора выдавливается в полости нижних нажимных цилиндров 5. При этом обеспечивается синхронный подъем нижнего профильного валка с высокой точностью за счет равных объемов пыдаваемых дозатором каждому цилиндру . После полной выдачи рабочей жидкости из полостей дозатора б, вкпючается электромагнит распределителя 19 и последний открывает обратные управляемые клапаны 18. При этом нагнетание от насосно-іккумуляторной станции через калиброванные дроссельные шайбы 17 поступает к полостям цилиндров 5 с целью дожима профильного валка до заданного положения. Дальнейший подъем профильного валка ограничивается за счет воздействия винта 13 на шток 14 ограничителя 15 хода. При подъеме профильного валка выше заданного положения открывается ограничитель 15 хода, обеспечивающий соединение трубопроводов нагнетания цилиндров 5 со сливным трубопроводом системы. Время і удержания профильного валка в верхнем положении зависит от требуемой На подушке нижнего профильного длины гофров жесткости и скорости валка жестко закреплены упоры 11 подачи полосы. После чего отключает-^ регулируемой длины с приводами 12, регулирующими ход винтов 13, воз40 си электромагнит распределителя 19, закрываются обратные управляемые действующих на штоки 14 ограничителей клапаны 18,, а распределитель 9 пе15 хода р закрепленных на Еерхней реключается в исходное положение. части станины. Разделение трубопроводов дозатоЦилиндры возврата 3 опускают нижра б с ограничителем ]5 хода и подний профильный валок внижнее полоключение трубопроводов нагнетания жение , выжимая рабочую жидкость из пасосно-аккумуляторной станции 16 к полостей цилиндров 5 в дозатор. В цилиндрам 5 осуществляется через дальнейшем цикл работы клети для дроссельные шайбы 17 и обратные периодического профилирования проллапаны 18, управляемые' от распредолжается. пелителя 19„ Использование клети для периодиДля получения гофров жесткости ческого профилирования в профиле5 а полосе соответствующих параметров гибочных станах позволяет получать производится настройка объема выдагофры жесткости с изменяемым шаш рабочей жидкости из дозатора 6 гом на полосах различных толщин в 55 одной клети вместо нескольких клес помощью регулятора 7 и упора 8. Настраивается также длина регутей. При этом профильные валки лируемого винта 13 включением прииспользуются без смены^ так как павода 12. Одновременно кулачок или раметры гофров обеспечиваются принэлектромагнит занимает положение, ципом работы клети, чем резко сокобеспечивающее переключение распреращается требуемое количество пар делителя 9 в положение, при котором валков/ уменьшаются простои стана правая полость дозатора соединена за счет сокращения количества пересо сливным трубопроводом, а подвалок, тем самым повышается произиоя давления к распределителю 9 певодительность всего профилегибочнорекрыт. 65 го стана. I Ь d , 4 U cj Формула изобретения Клеть для периодического профилирования , содержащая установленные в станине сменные профильные верхний ц нижний валки с подушками и нажимные цилиндры с плунжерами, о т л и ч а ю щ а я с я тем, что, с целью расширения сортамента и повышения производительности, она снабжена ограничителями хода нажимных цилиндров, закрепленными на верхней части станины, упорами, кестко закрепленными на подушках нижнего про*ильйо 6 го валка и установленными с возможностью взаимодействия с ограничителями хода нажимными цилиндрами, и дозатором с регулируемым объемом, взаимосвязанним с полостями нажимних цилиндров, а плунжеры последних установлена с возможностью взаимодействия с упорами. Источники информации, принятые во внимание при эксперти ІЄ 1. Патент CLJA № 3686917, кл. 72-225, 06.04.71. 2. Авторское свидетельство СССР № 212732, кл. В 21 D 7/12, 77,02.61. 367465 ФигЗ ВНИИПИ Заказ 8169/7 Тираж 891 Подписное Филиал ППП "Патент", г.Ужгород, ул.Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюStand for periodic shaping
Автори англійськоюZhelezkov Anatolii Vasyliovych, Bulhakov Yevhen Hryhorovych, Kheifets Hryhorii Ruvymovych, Anisimov Viacheslav Ivanovych, Dvorzhak Ivan Pylypovych
Назва патенту російськоюКлеть для периодического профилирования
Автори російськоюЖелезков Анатолий Васильевич, Булгаков Евгений Григорьевич, Хейфец Григорий Рувимович, Анисимов Вячеслав Иванович, Дворжак Иван Филиппович
МПК / Мітки
МПК: B21D 13/00
Мітки: профілювання, кліть, періодичного
Код посилання
<a href="https://ua.patents.su/4-16169-klit-dlya-periodichnogo-profilyuvannya.html" target="_blank" rel="follow" title="База патентів України">Кліть для періодичного профілювання</a>
Вертикальна прокатна кліть
Номер патенту: 567
Опубліковано: 15.12.1993
Автори: Горбов Альберт Володимирович, Сусляєв Олександр Львович, Филипченко Григорій Тимофійович, Алексєєнко Георгій Якович
МПК: B21B 13/06
Мітки: кліть, прокатна, вертикальна
Формула / Реферат:
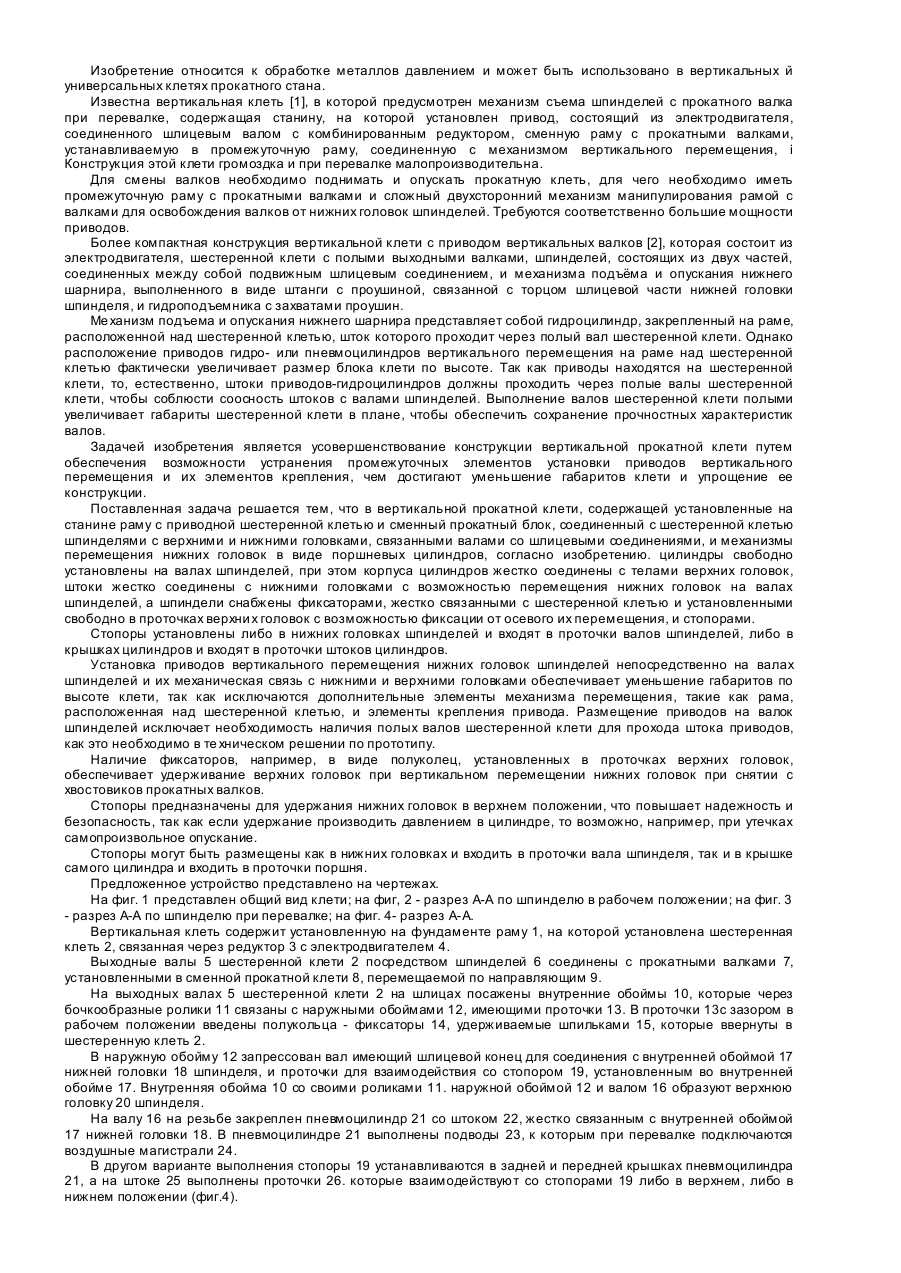
1. Вертикальная прокатная клеть, содержащая установленные на станине раму с приводной шестеренной клетью и сменный прокатный блок, соединенный с шестеренкой клетью шпинделями с верхними и нижними головками, связанными валами со шлицевыми соединениями, и механизмы перемещения нижних головок в виде поршневых цилиндров, отличающаяся тем, что цилиндры свободно установлены на валах шпинделей, при этом корпуса цилиндров жестко соединены с телами...
Робоча кліть прокатного стану
Номер патенту: 14355
Опубліковано: 25.04.1997
Автори: Потапкін Віктор Федорович, Пашков Віктор Григорович, Доброносов Юрій Костянтинович, Рубановський Віктор Володимирович, Сатонін Олександр Володимирович
МПК: B21B 13/14
Мітки: робоча, стану, прокатного, кліть
Формула / Реферат:
Рабочая клеть прокатного стана, содержащая станины, соединенные поперечинами, валки с подушками, нажимной механизм, перемещающиеся опоры с приводом, отличающаяся тем, что, с целью регулирования жесткости клети и тем самым воздействия на физико-механические свойства полосы без нарушения ее профиля и снижения затрат на изготовление и эксплуатацию, перемещающиеся опоры выполнены в виде П-образных планок, установленных между подушками валков...
Попередньо напружена прокатна кліть
Номер патенту: 14319
Опубліковано: 25.04.1997
Автор: Малакуцко Костянтин Андрійович
МПК: B21B 31/00
Мітки: прокатна, попередньо, напружена, кліть
Формула / Реферат:
Предварительно напряженная прокатная клеть, содержащая станины, жестко соединенные стяжками, узел валков с подушками, дополнительные подушки, установленные на шейках валков между основными подушками и торцами их бочек, распорные устройства между дополнительными подушками, гидроцилиндры в поперечинах станин, отличающаяся тем, что, с целью повышения жесткости валкового узла при увеличении нагрузочной способности клети, клеть снабжена...
Універсальна кліть подвійного призначення для прокатних станів та пристрій для заміни валків на таких клітях
Номер патенту: 12326
Опубліковано: 25.12.1996
Автори: Фаусто Дрігані, Альфредо Полоні
МПК: B21B 31/00, B21B 13/08
Мітки: клітях, універсальна, подвійного, валків, станів, таких, прокатних, кліть, пристрій, призначення, заміни
Формула / Реферат:
(57) 1. Универсальная клеть двойного назначения для прокатных станов, содержащая установленный на плитовине узел станин с нажимным устройством и средствами фиксации нажимных винтов, подушки с горизонтальными и вертикальными валками, средство фиксации станин, средство крепления станин к плитовине, отличающаяся тем, что узел станин выполнен в виде четырех стоек с наружными опорными выступами для установки средств крепления станин к плитовине, с...
Кліть стану пілігримової прокатки труб

Номер патенту: 10684
Опубліковано: 25.12.1996
Автори: Борисенко Юрій Миколайович, Чубарь Алла Георгівна, Ісаков Євген Борисович, Островський Ігор Петрович, Попов Марат Васильович, Вольфович Георгій Вольфович, Чуб Анатолій Васильович, Верещагін Олександр Давидович, Чеха Віктор Миколайович, Більдін Костянтин Михайлович, Хаустов Георгій Йосипович, Алпатов Євген Миколайович
МПК: B21B 13/18, B21B 21/00
Мітки: прокатки, кліть, стану, пілігримової, труб
Формула / Реферат:
Клеть стана пилигримовой прокатки труб, содержащая возвратно-поступательно перемещаемый корпус, внутри которого закреплены прямолинейные опорные планки, контактирующие с шейками приводных снабженных цилиндрическими шестернями валков, имеющих ручьи переменного сечения, и прямолинейные зубчатые рейки, связанные с шестернями валков, отличающаяся тем, что цилиндрические шестерни смонтированы на наружных шейках каждого валка по обе стороны от...
Попередній патент: Косовалкова машина для правки труб і прутків
Наступний патент: Пристрій для запобігання розпушенню рулонів
Випадковий патент: Металевий/магнітний захисний пристрій (варіанти)