Спосіб гідростатичного волочіння виробів
Номер патенту: 16194
Опубліковано: 29.08.1997
Автори: Береснєв Борис Іванович, Раханський Генадій Афанасійович, Чернишев Владислав Анатолійович, Синкова Ніна Миколаївна, Матросов Микола Іванович
Формула / Реферат
Способ гидростатического волочения изделий, включающий воздействие на заготовку смазочно-охлаждающей жидкостью под давлением и последующую деформацию в рабочей волоке, отличающийся тем, что, с целью повышения качества поверхности за счет предотвращения образования внутренних дефектов, после деформации на заготовку дополнительно воздействуют смазочно-охлаждающей жидкостью под давлением, при этом перед и после воздействия на заготовку смазочно-охлаждающей жидкости ее подвергают упругой деформации с обжатием 0,01-0,1 %, а воздействие на заготовку смазочно-охлаждающей жидкости обеспечивают при давлении выше предела текучести материала изделия и ниже предела прочности на разрыв материала изделия.
Текст
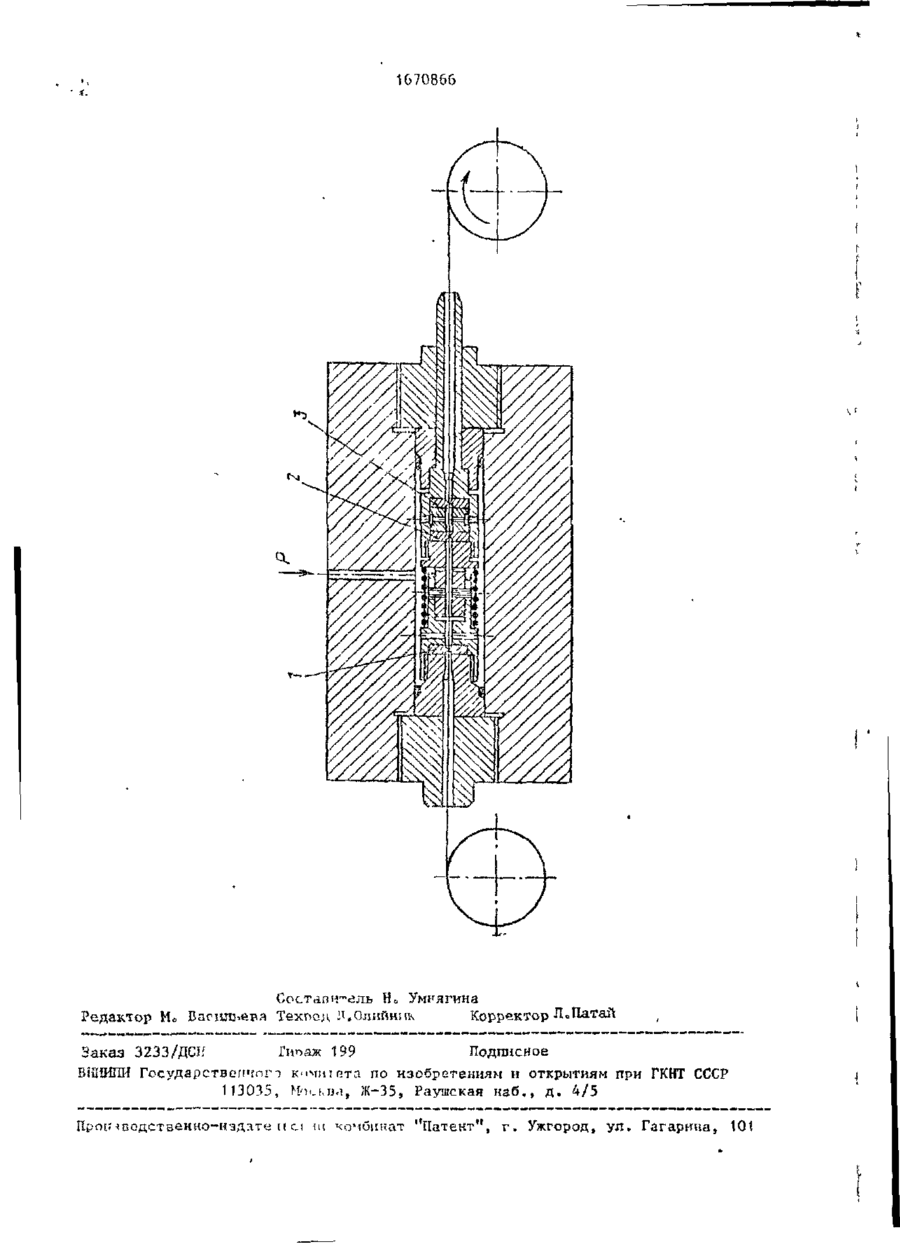
Изобрет ение1 относится к обработке металлов /тачлешісм, в частности к ьеп™ рерывпому гидростатическому волочению проволочньис нзделіш из тугоплавких и других трудиодеформируемых металлов н сплавов о Цель изобретения - повышение Изобретение относится к обработке металлов давлением, в частности к н е прерывному гядростатичесі ому волочеиию проволочных изделіш из тугоплавких и дізугих труд но деформируемых металлов и сп-павов 0 Цель к а с б р е і е ш і я - повьшіечііе к а ч е с т в а поверхности за счет предотвращения образования внутренних дефектов„ Способ гидростатического волочения состоит в TOMJ что заготовку п о с ледовательно подвергают упругой деформации ІЗ волоке 1 с обжатием 0 , 0 1 - 0 , 1 % , далее воэдействии емзэочне-охлаждагащей жидкости под давлением, которое выше предела текучести материала изделия и шоке предела прочности на разрыв м а т е р и а л * изделит, деформации в рабочей волоке 2, воздействию сматочно30-91 качества поверхности за счет предотвращения образования внутренних дефектов. Способ гидростатического волрчеiii изделий состоит в том, что загоiit товку последовательно подвергают упрыгай деформации в волоке 1 с обжатием 0,01-0,1%, данеє воздействию смазочноохлаждающеи жидкости под давлением, которое ВІШІЄ предела текучести материала изделия и ниже предела прочности на разрыв материала изделия, деформации в рабочей волоке 2, воздействию см^ізочпо-охлаждающей жидкости под давлегшем, которое выше предела текучести маіериала изделия и ниже предепа прочности па разрыв материала издепия, и упругой деформации в волоке 3 S с обзсатием 0,01-0,1%о 1 ил. охлаждающей жидкости под давлением и затем упругой деформации в волоке 3 с обжатием 0,01—0,1%о З і счет упругой деформации в волоко 1, ьочрастаат величина противонатя жеиия, ісоторая приводит к уменьшению упругой деформации стенок канала р а бочей волоки 2, благодаря сшшению Єавлсшш на них, возможности осуіцестления деформации проволоки точно по оси основной деформирующей волоки, новіїьешпо равномерности деформации, что позволяет выдержать допуски на диаметр протянутой проволоки а Дальпайыее увеличение проТіівопатяжения іфі-шодит к негативным-результатам, связанным с существенным ростом общих напряжении волочения и ограничением воэмошюй деформации в основной д е формир\^цеи волоке 2 0 1670866 В случае превышения упругой деформации в волоке 3, резко возрастает общее напряжение волочения, прикладываемое к изделиюу повышаются дополни- с тельшіе остаточіїьіе напряжения, способствующие, в свою очередь, росту внутренней и внешней дефектности материала изделия е Таким образом, величина обжатий в ю волоках 1 и 3 должна быть минимальной, выбранной из условий предотвращения утечки смазки и герметизации камеры высокого давления самим материалом проволоки,, Реализовать устойчивый 15 длительный процесс обработки в среде высокого давления с максимальным эффектом в осневі'ой рабочей волоке позволяют предлах'аемые рациональные режимы обжатий в волоках 1 и 3 в преде-^Q лзл упругой деформациио Подвод и наличие высокого давления перед волокой и за ней, облегчает создание условий жидкостного трения в очаге деформации, наличие раздели25 тельного слоя смазки по всей длине канала волоки 0 Гидростатический ввод смазки снижает напряжение трения на контактной поверхности, снижает порядком на 30% напряжение волочения, а ^о также снижает уровень дополнительных напряжений и, следовательно, остаточных напряжении» влияющих на качество материала изделия, повышает равномерность деформациИо ствия увеличивает продольное растягивающее напряжение п проволоке, которое в сумме с протішонатяжением первого перехода в волоке 1 может достичь величины, достаточной для образования шейки и разрыва проволоки» Это верхнее граничное условие о Нижняя граница значений давления обусловлена пороговым давлением. За пороговое давление принимают давление, при котором начинается интенсивное возрастание пластичности,, П р и м е p D Исходную заготовку из молибдена марки 114, диаметром 0,5 мм с пределом прочности на разрыв (Ja = = 800 МПа и относительным удлинением О - 30%, с предварительно подготовленным утоненным концом пропускают через входную уплотнителъную волоку 1, камеру высокого давления смазки, рабочую волоку 2f камеры высокого давления смазки и выходную уплотнительную волоку З в Включают привод тянущего усилия, давление поддерживают в течение рабочего цикла постоянным, в результате чего в условиях гидропластического эффекта осуществляют процесс гидростатической деформацииоГидростатическое волочение происходит в сжатой жидкости, поскольку рабочая волока расположена в области высокого давления и жидкость высокого давления воздействует на заготовку 35 до деформации, во время деформации Вторая сторона воздействия носит и после деформации, т о е 0 на изделие о физический характер и достигается за счет следуюнпїх возможных механизмов: После завершения деформации остаизменения характеристик напряжениенавливают привод, сбрасывают давление деформация, появление новых систем в канале контейнера и тянущего меха40 низма о скольжения, формирование ячеистой дислокационной структуры и т о д ц Температура деформирования - комВысоко радиальное (боковое) давленатная, скорость деформирования Ї Ш Є жидкости, действующее на заготов50 м/мин, рабочая среда - касторовое ку до волоки, в зоне деформации, и на . масло, подсмазочное покрытие заготовизделие па выходе ііз волоки вызывает ки отсутствовало, волоки из синтетидостаточно высокий компонент гидростаческого и натурального алмаза типа С, тических напряжений, приводит к тормодавление рабочей среды 400 МПа (порожению процесса разрыхления материала, говое давление для молибдена составпредотвращает рост или образование ляет 200 Ш а ) „ ( пластических трещин: внутри зоны дефорЗа восемь переходов с единичными мации и упруго-пластических трещин на обжатиями 30оо С 40% из заготовки диавыходе из зоны деформаціш, вызывает метром 0,5 мм получена проволока диаостаточную пластичность в деформирометром 0,105 мм хорошего качества, ванном изделии. без расслоений, с пределом прочности > Величина гидростатического давле _ 55 1810 МПа и относительным удлинением 3,2% в ния ограничена с одной стороны пределом прочности заготовки на разрыв, так При величине давлений ниже порогокак оно вследствие радиального воздейвых значений, менее 200 МПа, положи 5 1670866 тельного эффекта не наблюдали, кэ. проволоке после деформации отмечались расслоетіЯо но сравнению с материалом, получившим такую же деформаь,їм при неоптимлльных шізких давлениях; повышает технологическую пластиччость9 расширяет границы упрочнения, которое может бить получено методом Лри величине давлений 800 Ш1а наблюдали появление шеек на заготовке с последующим отстрелом,, ВОЛОЧЄ1ЛІЯ Традиционная обработка молибденовой проволоки ведется с нагревом при Ф о р м у л а и з о б р е т е н и я температуре 500°С, для реализации маршрута 0,5—> 0,105 требуется 13 Способ гидростатігческого волочепереходово ния изделий, включающий воздействие Гидростатическое волочение в услона заготовку сназочно-охлаждающей виях и режимах прототіша обеспечивало жидкостью под давлением и последующую снижение усилий волочения и получедеформацию в рабочей волоке, о т л и ние проволоки с высоким качеством поч а ю щ и й с я гем, что9 с целью верхности, однако не предотвращало повышения качества поверхности за счет появление внутренних дефектовj отмепредотвращения образования внутренних чались расслоения,, дефектов, после деформации на заго20 товку дополнительно воздействуют смаНаряду со всеми технологическими зочно-охлаждакчцей жидкостью под давлепреимуществами, присущими известному нием, при этом перед и после воздейстспособу гіщростатичєского волочения, вия на заготовку смазочно-охлаждагощей предложенный способ обладает следующими преимуществами: 25 жидкости ее подвергают упругой деформации с обжатием O,0i-G,f%, а воздейподавляет образование пор, расслоствие на заготовку смазочно-охлаждаений и других внутренних дефектов, ющей жидкости обеспечивают при давлеобычно сопровождающих деформацию раснии выше предела текучести материала тяжением ; изделия и ниже предела прочности на уменьшает повреждения материала, разрыв материала изделия,, соответственно повышает его свойства в 1670866 Составитель И„ Умнлгина Редактор Мо Васильева Техред Л.Олнйнпк Корректор Л «Натай Заказ 3233/ДСК Гипаж 199 Подписное БШЗШИ Государствепчпп кммиійта по изобретениям и открытиям при ГКНТ СССР 113035, М'>._і,ил, Ж-35, Раушская н а б . , д . 4/5 Пртиподственно-издяте к с! ш комбинат "Патент", г . Ужгород, у л . Гагарина, 10
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of hydrostatic drawing articles
Автори англійськоюMatrosov Mykola Ivanovych, Beresniev Borys Ivanovych, Chernyshev Vladyslav Anatoliiovych, Rakhanskyi Henadii Afanasiiovych
Назва патенту російськоюСпособ гидростатического волочения изделий
Автори російськоюМатросов Николай Иванович, Береснев Борис Иванович, Чернышев Владислав Анатольевич, Раханский Геннадий Афанасьевич
МПК / Мітки
МПК: B21C 1/00
Мітки: виробів, гідростатичного, волочіння, спосіб
Код посилання
<a href="https://ua.patents.su/4-16194-sposib-gidrostatichnogo-volochinnya-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб гідростатичного волочіння виробів</a>
Спосіб для гідростатичного волочіння дроту
Номер патенту: 15608
Опубліковано: 30.06.1997
Автори: Ярош Павло Данилович, Матросов Микола Іванович, Соннікова Людмила Федорівна, Чернишев Владислав Анатолійович, Дугадко Олександр Борисович, Раханський Генадій Афанасійович
МПК: B21C 1/00
Мітки: волочіння, гідростатичного, спосіб, дроту
Формула / Реферат:
Способ гидростатического волочения проволоки, преимущественно тонкой из аустенитных сталей, включающий протягивание заготовки через камеру высокого давления жидкости и рабочую волоку, отличающийся тем, что перед протягиванием заготовку охлаждают до отрицательных температур, а протягивание осуществляют со скоростью не менее 1м/с, при этом воздействие жидкостью высокого давления обеспечивают на длине заготовки, равной 25-100 ее диаметров.
Спосіб гідростатичного волочіння дроту
Номер патенту: 635
Опубліковано: 15.12.1993
Автори: Медведська Ельвіда Олександрівна, Матросов Микола Іванович, Чернишев Владислав Анатолійович, Раханський Генадій Афанасійович
МПК: B21C 1/00
Мітки: волочіння, гідростатичного, дроту, спосіб
Текст:
...вследствие приложения радиальных усилий сжатой жидкости, в результате улучшения качества поверхности изделий , обусловленного реализацией трения в очаге деформации, с тонкой разделительной пленкой. Обеспечивает снижение величины напряжений волочения (^30%) по сравнению с обычным волочением, что важно для создания условий надежности и снижения обрывности изделий. Одновременно достигается и другой положительный эффект - уменьшение износа...
Пристрій для гідростатичного волочіння виробів
Номер патенту: 15609
Опубліковано: 30.06.1997
Автори: Чернишев Владислав Анатолійович, Раханський Генадій Афанасійович, Медведська Ельвіда Олександрівна, Матросов Микола Іванович
МПК: B21C 1/00
Мітки: виробів, гідростатичного, волочіння, пристрій
Формула / Реферат:
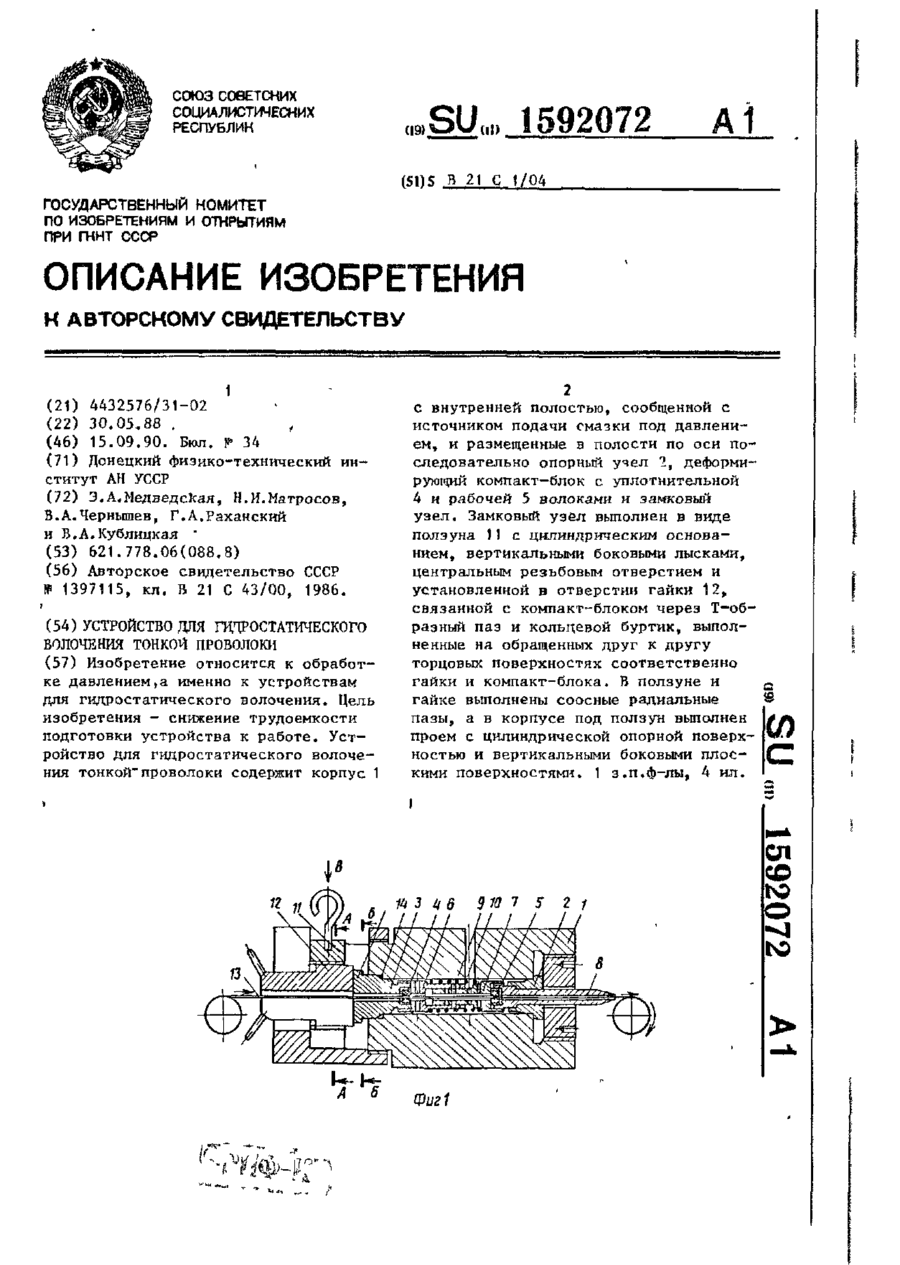
Устройство для гидростатического волочения изделий, содержащее контейнер высокого давления, размещенный в контейнере компакт-блок, несущий установленный на оси тянущий барабан и волоки, и привод вращения тянущего барабана, вал которого соединен с осью барабана быстроразъемным соединением, отличающееся тем, что оно снабжено дополнительными тянущими барабанами с осями вращения, установленными вдоль осевой полости контейнера, дополнительными...
Пристрій для гідростатичного волочіння тонкого дроту
Номер патенту: 636
Опубліковано: 15.12.1993
Автори: Кублицька Валентина Олександрівна, Медведська Ельвіда Олександрівна, Раханський Генадій Афанасійович, Матросов Микола Іванович, Чернишев Владислав Анатолійович
МПК: B21C 1/02
Мітки: пристрій, волочіння, дроту, гідростатичного, тонкого
Текст:
...входит в зацепление с матрицедержателем 3, а продольный паз^ выполненный в ползуне, и гайка дают возможность осуществить это, не воздействуя на длинномерную проволочную заготовку, используемую в форме катуш ки, и исключая вероятность ее обрьюа. Затем поворотом гайки в пределах до 180° деформирующий компакт-блок продвигается дальше и, соприкасаясь с уплотнительным элементом 14, мягко, без присущей клиновому затвору динамики t сжимает...
Пристрій для волочіння профілей з крутінням
Номер патенту: 14116
Опубліковано: 25.04.1997
Автор: Ніколаєв Віктор Олександрович
МПК: B21C 3/14
Мітки: крутінням, волочіння, пристрій, профілей
Формула / Реферат:
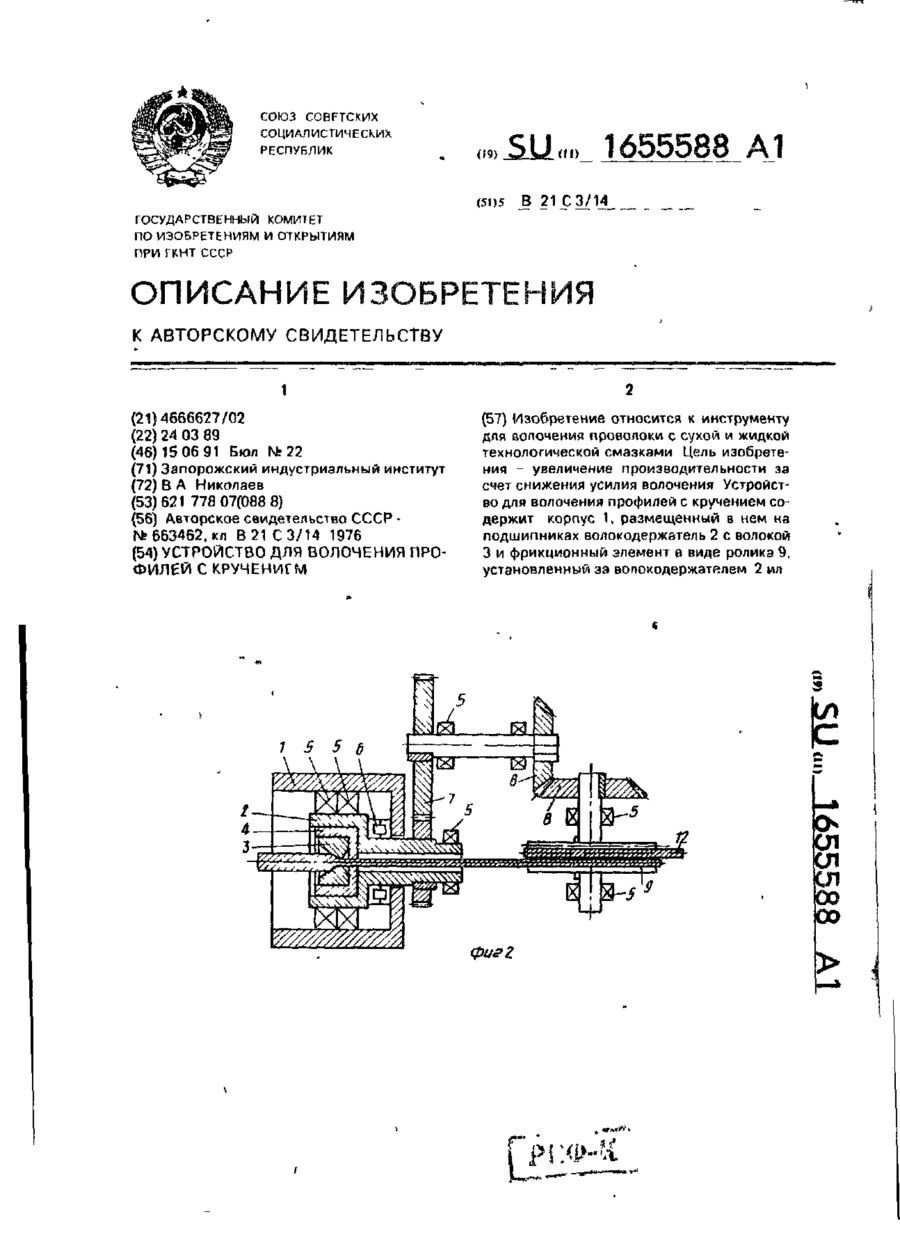
Устройство для волочения профилей с кручением, содержащее корпус, размещенный в нем на подшипниках волокодержатель, несущий волоку, и фрикционный элемент, кинематически связанный с волокодержателем, отличающееся тем, что, с целью увеличения производительности за счет снижения усилия волочения, фрикционный элемент выполнен в виде ролика, установленного за волокодержателем.
Попередній патент: Прийомний пристрій для гідромеханічного пресування дроту
Наступний патент: Спосіб ультразвукового контролю якості збирання трубних виробів з натягом
Випадковий патент: Пристрій для транспортування і очищування коренебульбоплодів